用于形成灯体的片材及灯笼的制作方法
1.本技术涉及一种灯笼的构造,具体地涉及一种用于形成灯体的片材及包括该灯体的灯笼。
背景技术:
2.灯笼通常用作增添喜庆气氛的装饰品,现有的灯笼的品种繁多且各自的结构具有较大差异。在很多现有的灯笼的结构中,采用粘结剂等粘结手段将分体式的外装饰部和内部骨架(例如分散器等支撑结构)粘结在一起,由此利用内部骨架对外装饰部进行结构支撑并将外装饰部保持为所需的形状,例如保持为部分球体形状或者保持为圆柱形状。这种灯笼的制造过程和组装过程较为复杂,不利于大规模的工业生产以及组装。
技术实现要素:
3.基于上述现有技术的问题,本技术的一个目的在于提供一种用于形成灯体的片材,其制造过程和组装过程简单,易于存放和运输。本技术的另一个目的在于提供一种包括上述灯体的灯笼,其制造过程和组装过程简单,有利于大规模的工业生产以及组装。
4.为了实现上述目的,本技术采用如下的技术方案。
5.本技术提供了一种如下的片材,其用于形成灯体,所述片材包括形成为一体的装饰条、第一连接部和第二连接部,多个所述装饰条分断开地分布,所述第一连接部与各所述装饰条的一端相连,所述第二连接部与各所述装饰条的另一端相连,
6.在所述片材形成所述灯体之前,所述片材整体形成为平板形状;在所述片材形成所述灯体之后,所述第一连接部和所述第二连接部形成为筒形结构,多个所述装饰条在所述筒形结构的周向上间隔开,并且所述第一连接部和所述第二连接部在所述筒形结构的轴向上相对固定,所述装饰条的至少中间部分与所述第一连接部和所述第二连接部在所述筒形结构的径向上间隔开。
7.本技术还提供了一种灯笼,所述灯笼包括利用以上技术方案所述的片材形成的灯体。
8.在一种可选的方案中,多个所述装饰条在所述筒形结构的周向上间隔开地分布,在所述周向上相邻的所述装饰条之间形成供光线透过的间隙,所述装饰条包围所述第一连接部和所述第二连接部,通过卡接使所述第一连接部和所述第二连接部相对固定。
9.在另一种可选的方案中,所述第一连接部形成有多个第一连接孔,所述第二连接部形成有多个第二连接孔,
10.所述灯笼还包括连接件,所述连接件具有与所述第一连接孔和所述第二连接孔对应的连接杆,所述连接杆穿过所述第一连接孔和所述第二连接孔,使得所述第一连接部和所述第二连接部经由所述连接件固定。
11.在另一种可选的方案中,多个所述第二连接孔中的一部分连接孔与对应的所述第一连接孔成对布置,每对所述第一连接孔和所述第二连接孔被一个所述连接杆插入穿过。
12.在另一种可选的方案中,所述连接件还包括基体和限位部,所述连接杆的一端与所述基体固定,所述连接杆的另一端与所述限位部固定,
13.在所述连接杆穿过所述第一连接孔的状态下,所述基体和所述限位部位于所述第一连接部的两侧;在所述连接杆穿过所述第二连接孔的状态下,所述基体和所述限位部位于所述第二连接部的两侧。
14.在另一种可选的方案中,所述第一连接部和所述第二连接部中的一者形成有卡槽,所述第一连接部和所述第二连接部中的另一者形成有卡接部,所述第一连接部和所述第二连接部通过所述卡接部和所述卡槽配合进行固定。
15.在另一种可选的方案中,多个所述装饰条包围形成内部空间,
16.所述第一连接部相对于所述装饰条朝向所述内部空间折叠;并且/或者所述第二连接部相对于所述装饰条朝向所述内部空间折叠。
17.在另一种可选的方案中,在所述筒形结构的轴向上,所述第一连接部和所述第二连接部彼此间隔开、对接或者至少部分地重叠。
18.在另一种可选的方案中,所述第一连接部形成为沿着所述筒形结构的周向在整周上延伸的圆筒形状,所述第二连接部形成为沿着所述周向在整周上延伸的圆筒形状。
19.在另一种可选的方案中,所述第一连接部包括第一主体部和第一伸出部,所述第一主体部与所述装饰条相连,所述第一伸出部从所述第一主体部的周向一端伸出,
20.在所述第一连接部形成为沿着所述周向延伸的圆筒形状的状态下所述第一伸出部与所述第一主体部在所述周向上重叠且通过卡接固定。
21.在另一种可选的方案中,所述第二连接部包括第二主体部和第二伸出部,所述第二主体部与所述装饰条相连,所述第二伸出部从所述第二主体部的周向一端伸出,
22.在所述第二连接部形成为沿着所述周向延伸的圆筒形状的状态下所述第二伸出部与所述第二主体部在所述周向上重叠且通过卡接固定。
23.在另一种可选的方案中,多个所述装饰条中的至少一个装饰条弯曲成弓形或弧形,和/或
24.多个所述装饰条中的至少一个装饰条被弯折。
25.在另一种可选的方案中,所述装饰条的长度大于由所述第一连接部和所述第二连接部形成的筒形结构的长度。
26.通过采用上述技术方案,本技术提供了一种用于形成灯体的片材及灯笼。该片材采用一体化形成的装饰条、第一连接部和第二连接部制成。在片材折叠形成灯体之前,片材具有平板形状;在片材折叠形成灯体之后,第一连接部和第二连接部卷成筒形结构且相对固定,多个装饰条在筒形结构的周向上彼此间隔开且装饰条的至少中间部分与第一连接部和第二连接部在筒形结构的径向上间隔开。这样,可以片材利用切割等方式加工形成用于折叠形成灯体的片材,有利于简化制造过程。而且未折叠形成灯体的片材保持为片材平板形状,还有利于存放和运输。进一步地,本技术的灯笼在组装过程中可以不采用粘结手段而利用卡接这样的机械固定手段,因而有利于简化组装过程,这样根据本技术的灯笼更有利于大规模的工业生产和组装。
附图说明
27.图1a是示出了根据本技术的第一实施例的灯笼的立体示意图。
28.图1b是示出了图1a中的灯笼的主视示意图。
29.图1c是示出了图1a中的灯笼的俯视示意图。
30.图1d是示出了图1c中的灯笼的沿着m1-m1向截取的剖视示意图。
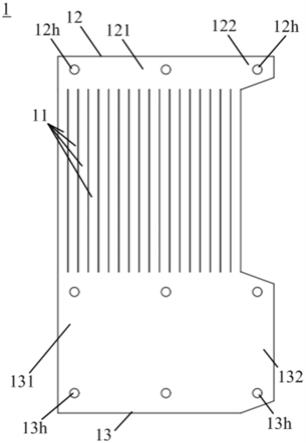
31.图1e是示出了用于形成图1a中的灯笼的灯体的片材的示意图。
32.图1f是示出了用于形成图1a中的灯笼的灯体的片材的示意图,其中片材处于折叠状态。
33.图1g是示出了图1a中的灯笼的连接件的立体示意图。
34.图1h至图1l是用于说明图1a中的灯笼的组装过程的示意图。
35.图2a是示出了根据本技术的第二实施例的灯笼的立体示意图。
36.图2b是示出了图2a中的灯笼的主视示意图。
37.图2c是示出了图2a中的灯笼的俯视示意图。
38.图2d是示出了图2c中的灯笼的沿着m2-m2向截取的剖视示意图。
39.图2e是示出了用于形成图2a中的灯笼的灯体的片材的示意图。
40.图2f是示出了用于形成图2a中的灯笼的灯体的片材的示意图,其中片材处于折叠状态。
41.图3a是示出了根据本技术的第三实施例的灯笼的立体示意图。
42.图3b是示出了图3a中的灯笼的主视示意图。
43.图3c是示出了图3a中的灯笼的俯视示意图。
44.图3d是示出了图3c中的灯笼的沿着m3-m3向截取的剖视示意图。
45.图3e是示出了用于形成图3a中的灯笼的灯体的片材的示意图。
46.图3f是示出了用于形成图3a中的灯笼的灯体的片材的示意图,其中片材处于折叠状态。
47.附图标记说明
48.1灯体;11装饰条;12第一连接部;12h第一连接孔;121第一主体部;122第一伸出部;13第二连接部;13h第二连接孔;131第二主体部;132第二伸出部;
49.2连接件;21基体;22连接杆;23限位部;
50.a轴向;r径向;c周向。
具体实施方式
51.下面对照附图说明本技术的实施例。为了易于理解,在各附图所示的要素中可能包含尺寸和比例尺等与实际的尺寸和比例尺等不同地表示的要素。
52.在本技术的实施例中,灯笼可以形成为绕着中心轴线旋转得到的旋转体。具体地,本技术的灯笼的形状可以是如下的形状,包含中心轴线的轴向截面形状为圆形或椭圆形的立体形状的轴向两端部被截平得到的形状。进一步地,“轴向”、“径向”和“周向”分别是指灯笼的灯体(卷绕成筒形结构的连接部)的沿着中心轴线的方向、在横截面中与中心轴线垂直的方向以及绕着中心轴线旋转的方向。
53.以下结合说明书附图说明根据本技术的第一实施例的灯笼的结构和组装过程。
54.(根据本技术的第一实施例的灯笼)
55.如图1a至图1d所示,根据本技术的第一实施例的灯笼包括组装在一起的灯体1和连接件2,使得灯笼整体形成为轴向两端部截平的球体。
56.在本实施例中,如图1a至图1f所示,灯体1包括形成为一体的装饰条11、第一连接部12和第二连接部13,第一连接部12与各装饰条11的一端相连,第二连接部13与各装饰条11的另一端相连。灯体1可以为一体件,例如,由单个片材形成,灯体1特别地不是由多个构件连接或组装而成。可以通过片材切割加工得到用于折叠形成灯体1的片材,使得如图1e所示,在片材折叠形成灯体1之前,片材中装饰条11、第一连接部12和第二连接部13三者处于同一平面内,装饰条11位于第一连接部12和第二连接部13之间。在片材折叠形成灯体1之后,通过使第一连接部12和第二连接部13相对于装饰条11折叠并弯曲成筒形结构,使得在如图1a至图1d所示的状态下,多个装饰条11形成中间部分朝向径向外侧鼓出的形状并且包围形成内部空间。在本实施例中,第一连接部12相对于装饰条11朝向上述内部空间折叠,并且第二连接部13相对于装饰条11朝向上述内部空间折叠。
57.具体地,如图1a至图1d所示,每个装饰条11可以具有相同的宽度。在片材形成灯体1之后,多个装饰条11沿着周向c均匀分布。每两个在周向c上相邻的装饰条11之间形成供光线透过的间隙。进一步地,每个装饰条11从第一连接部12朝向第二连接部13弯曲地延伸,具体地每个装饰条11从第一连接部12起先朝向径向外侧延伸且朝向第二连接部13之后朝向径向内侧且朝向第二连接部13延伸到第二连接部13,由此形成中间部分朝向径向外侧鼓出的形状。可以理解,本技术的实施方式中的多个装饰条11在灯体1的周向c上间隔开地分布不排除多个装饰条11之间存在连接部或接触部位的情况。例如,在灯体1的轴向两端,在装饰条11与第一连接部12相连的部位以及在装饰条11与第二连接部13相连的部位,相邻的装饰条11可以邻接或接触。
58.进一步地,如图1a至图1e所示,第一连接部12包括第一主体部121和第一伸出部122。所有的装饰条11均与第一主体部121相连。第一伸出部122从第一主体部121的一端(在第一连接部12卷绕成圆筒形状的情况下为第一主体部121的周向一端)伸出。如图1h至图1l所示,在第一连接部12形成为沿着周向c在整周上延伸的圆筒形状的状态下第一伸出部122与第一主体部121在周向c上重叠且通过连接件2实现彼此固定,从而使得第一连接部12形成为结构稳定且规则的圆筒形状。在本实施例中,如图1e所示,第一连接部12形成有一排共三个第一连接孔12h,其中两个第一连接孔12h形成于第一主体部121,一个第一连接孔12h形成于第一伸出部122,形成于第一伸出部122的第一连接孔12h与形成于一个第一主体部121的第一连接孔12h对准且由连接件2的一个连接杆22插入穿过。
59.进一步地,如图1a至图1e所示,第二连接部13包括第二主体部131和第二伸出部132。所有的装饰条11均与第二主体部131相连。第二伸出部132从第二主体部131的一端(在第二连接部13卷绕成圆筒形状的情况下为第二主体部131的周向一端)伸出。如图1h至图1l所示,在第二主体部131形成为沿着周向c在整周上延伸的圆筒形状的状态下第二伸出部132与第二主体部131在周向c上重叠且通过连接件2实现彼此固定,从而使得第二连接部13形成为结构稳定且规则的圆筒形状。在本实施例中,第二连接部13形成有两排共六个第二连接孔13h,每一排有三个第二连接孔13h。对于一排第二连接孔13h而言,两个第二连接孔13h形成于第二主体部131,一个第二连接孔13h形成于第二伸出部132,形成于第二伸出部
132的第二连接孔13h与形成于第二主体部131的一个第二连接孔13h对准且由连接件2的一个连接杆22插入穿过。另外,在片材形成为灯体1之后,如图1h至图1l所示,一排第二连接孔13h与一排第一连接孔12h对应,这一排第二连接孔13h中的每一个第二连接孔13h与一个第一连接孔12h成对布置且由连接件2的一个连接杆22插入穿过。
60.在本实施例中,如图1a至图1d和图1g所示,连接件2具有基体21、连接杆22和限位部23。每个连接杆22的一端与基体21固定,每个连接杆22的另一端与限位部23固定。
61.具体地,如图1g所示,基体21具有框架结构以及设置在框架结构中用于安装吊钩和/或发光体的安装部。该框架结构具有首尾相连的多根连杆,其中两根连杆沿着轴向a延伸。
62.如图1g所示,连接件2具有四个连接杆22,每个连接杆22形成为直线状延伸的直杆形状。两个连接杆22间隔开地固定于基体21的一根沿着轴向a延伸的连杆,另外两个连接杆22间隔开地固定于基体21的另一根沿着轴向a延伸的连杆。连接杆22的截面直径可以小于或等于第一连接孔12h的孔径且小于或等于第二连接孔13h的孔径,使得连接杆22方便插入穿过第一连接孔12h和第二连接孔13h。
63.如图1g所示,限位部23形成为球体,该球体的直径大于第一连接孔12h的孔径且大于第二连接孔13h的孔径。可以理解,限位部23的尺寸不应过大,使得通过使第一连接部12(第一连接孔12h所在的部位)和第二连接部13(第二连接孔13h所在的部位)发生较小的弹性变形之后就能够使限位部23穿过第一连接孔12h和第二连接孔13h。如图1a至图1d以及图1i至图1k所示,在连接杆22穿过第一连接孔12h的状态下,基体21和限位部23位于第一连接部12的两侧;在连接杆22穿过第二连接孔13h的状态下,基体21和限位部23位于第二连接部13的两侧。
64.可以理解,整个连接件2可以一体地形成,例如通过注塑成型一体形成。可选地,基体21的框架结构和安装部可以彼此独立地形成,然后组装到一起。另外,限位部23还可以与连接杆22分体形成,然后通过螺纹连接、卡接、过盈配合等方式组装在一起。在这种情况下,可以在连接杆22穿过第一连接孔12h、第二连接孔13h之后将限位部23连接到连接杆22。由于本技术的实施方式中的多个装饰条11间隔开地布置,因此可以从灯笼的外侧方便地安装限位部23。
65.以下说明根据本技术的第一实施例的灯笼的组装过程。
66.首先,参见图1e和图1f,使图1e所示的片材进行折叠作业,使第一连接部12和第二连接部13相对于装饰条11相向折叠,并且在装饰条11伸直展平的状态下,第一连接部12和第二连接部13两者的一部分重叠(在可选的方案中也可以分开或对接)。然后,参见图1h,使第一连接部12和第二连接部13彼此靠近,使得第二连接部13的一排第二连接孔13h与第一连接部12的一排第一连接孔12h成对地对准。在这种状态下,装饰条11形成为中间部分朝向径向外侧鼓出的形状。
67.进一步地,如图1i所示,使连接件2的基体21的一侧的两个连接杆22穿过对应的第一连接孔12h和第二连接孔13h,并且使第一连接部12的第一主体部121和第二连接部13的第二主体部131沿着周向c逐渐弯曲。
68.进一步地,如图1j所示,使连接件2的基体21的另一侧的两个连接杆22穿过对应的(中间的)第一连接孔12h和第二连接孔13h,并且使第一连接部12的第一主体部121和第二
连接部13的第二主体部131进一步沿着周向c弯曲,直至第一连接部12形成为沿着周向c延伸的圆筒形状,第二连接部13形成为沿着周向c延伸的圆筒形状,而且第一连接部12的第一伸出部122与第一主体部121重叠,第二连接部13的第二伸出部132与第二主体部131重叠。
69.最后,如图1k和图1l(图1l为图1k中区域n的放大示意图)所示,使连接件2的基体21的一侧的两个连接杆22穿过第一连接部12的第一伸出部122的第一连接孔12h和第二连接部13的第二伸出部132的第二连接孔13h。由此,得到图1a至图1c以及图1k所示的灯笼。
70.这里,第一伸出部122和第二伸出部132可以插入到第一主体部121的另一端和第二主体部131的另一端与装饰条11之间,这样,第一伸出部122和第二伸出部132不易被观察到,整个灯笼的装饰条11可以均匀分布,整个灯笼的外观更整洁、美观。可以理解,为便于第一伸出部122和第二伸出部132插入到第一主体部121的另一端和第二主体部131的另一端与装饰条11之间,第一伸出部122和第二伸出部132可以形成有导角,即,如图1e所示,第一伸出部122和第二伸出部132的末端的沿轴向a的高度可以小于其基端(与第一主体部121和第二主体部131相连的那端)的高度。可以理解,伸出部122、132的结构不限于此。例如,图1e所示的第二伸出部132可以形成为在轴向a上间隔开的两个第二伸出部,每个第二伸出部中形成一个第二连接孔13h。
71.通过采用上述的技术方案,在折叠形成灯体1之前,片材整体形成为平板形状;在折叠形成灯体1之后,的第一连接部12和第二连接部13分别形成为圆筒形状从而构成筒形结构,第一连接部12和第二连接部13在轴向a上相对固定,装饰条11弯曲以形成弓形或弧形或其它弯折形状,装饰条11在周向c彼此间隔开地布置,装饰条11的至少中间部分(装饰条11的位于其两端部之间的部分)与第一连接部12和所述第二连接部13在径向r上间隔开。由于本技术的灯笼的灯体1采用一体化形成的装饰条11、第一连接部12和第二连接部13制成,有利于简化制造过程。而且当片材未折叠形成灯体1之前保持平板形状时,还有利于存放和运输。进一步地,本技术的灯笼在组装过程中不采用粘结手段而利用卡接这样的机械固定手段,因而有利于简化组装过程,这样根据本技术的灯笼更有利于大规模的工业生产和组装。
72.以下结合说明书附图说明根据本技术的第二实施例的灯笼的结构。
73.(根据本技术的第二实施例的灯笼)。
74.根据本技术的第二实施例的灯笼的结构与根据本技术的第一实施例的灯笼的结构基本相同,以下主要说明两者之间的不同之处。
75.在本实施例中,如图2a至图2f所示,第二连接部13在轴向a上的尺寸较大,由此使得灯笼最终形成为轴向两端截平的橄榄球形状。具体地,在保持装饰条11保持状态不变的情况下使第一连接部12和第二连接部13进行折叠,通过比对可知,在第一实施例中,如图1f所示,第一连接部12和第二连接部13之间存在间隙;在第二实施例中,如图2f所示,第一连接部12和第二连接部13之间已经不存在间隙而是彼此部分地重叠。这样,在利用如第一实施例说明的那样的组装过程组装之后,得到了与第一实施例形状不同的灯笼。可以理解,虽然形状不同,但是根据第二实施例的灯笼具有与根据第一实施例的灯笼同样的有益效果。
76.以下结合说明书附图说明根据本技术的第三实施例的灯笼的结构。
77.(根据本技术的第三实施例的灯笼)。
78.根据本技术的第三实施例的灯笼的结构与根据本技术的第一实施例的灯笼的结
构基本相同,以下主要说明两者之间的不同之处。
79.在本实施例中,如图3a至图3f所示,第二连接部13在轴向a上的尺寸较小,由此使得灯笼最终形成为轴向两端截平的扁球形状,这种形状与传统灯笼的形状更为接近。具体地,在保持装饰条11保持状态不变的情况下使第一连接部12和第二连接部13进行折叠,通过比对可知,在第一实施例中,如图1f所示,第一连接部12和第二连接部13之间存在间隙;在第三实施例中,如图3f所示,第一连接部12和第二连接部13之间的间隙更大。这样,在利用如第一实施例说明的那样的组装过程组装之后,得到了与第一实施例形状不同的灯笼。可以理解,虽然形状不同,但是根据第三实施例的灯笼具有与根据第一实施例的灯笼同样的有益效果。
80.应当理解,上述实施例仅是示例性的,不用于限制本技术。本领域技术人员可以在本技术的教导下对上述实施例做出各种变型和改变,而不脱离本技术的范围。对于本技术的技术方案,进行如下补充说明。
81.i.除了以上具体实施例中说明的示例之外,利用本技术的构思,可以形成各种形状和种类的灯笼(例如串灯、桌灯或挂灯),而不限于以上具体实施例中说明的灯笼。
82.虽然本技术中使用了灯笼一词,但这并不限制本技术的实施方式中的产品的使用场景或用途。例如,其可以用于装饰,或者用于照明,或者用作玩具,或者兼具以上及其它功能或用途中的多种。这里,至少在某些情况下,特别是在上述灯笼的内部设置有led灯珠等发光部件的情况下,还可以将本技术中的灯笼称为照明装置或灯具。
83.ii.代替以上连接件2与连接孔12h、13h的卡接结构,可以采用如下的可选方案。例如,第一连接部12和第二连接部13中的一者可以形成有卡槽,第一连接部12和第二连接部13中的另一者形成有卡接部(唇部),第一连接部12和第二连接部13通过卡接部和卡槽配合而实现固定。在不影响方便装配的前提下,第一连接部12和第二连接部13还可以利用粘结等手段实现固定。
84.另外,第一连接部12的第一主体部121和第一伸出部122也可以利用类似的构造固定,第二连接部13的第二主体部131和第二伸出部132也可以利用类似的构造固定。
85.实际上,只要实现上述实施例中需要实现固定的功能,本技术可以根据需要采用不同的非粘结的机械固定方案。
86.iii.在以上的具体实施例中,第一连接部12相对于装饰条11朝向内部空间折叠并且第二连接部13相对于装饰条11朝向内部空间折叠,但是本技术不限于此。可以根据需要,使得第一连接部12和第二连接部13朝向不同的方向折叠。进一步地,在其它的可选方案中,第一连接部12或第二连接部13还可以不折叠。此时,第一连接部12和/或第二连接部13形成的筒形结构可以从装饰条11以远离装饰条11的方式朝向一侧或两侧延伸。
87.iv.可以理解,在本技术的灯笼中,第一连接部12和第二连接部13可以采用透明或者半透明材料制成。例如,灯体1整体上可以由塑料制成,或者,灯体1可以由具有一定透光性和硬度的纸制材料制成,或者,灯体1可以由复合材料制成。进一步地,可以在第一连接部12和第二连接部13上加工或者整合用于灯光效果的装饰元素,而且第一连接部12和第二连接部13可以着色或者通过本身的材料而具有不同颜色。进一步地,还可以在第一连接部12和第二连接部13上设置用于保持发光器件(例如发光二极管)的保持机构。
88.v.可以理解,可以通过例如穿孔刀、水冲射和激光等手段加工得到本技术的片材,
而且可以在装饰条11和两个连接部12、13之间形成折线,有利于进行折叠。连接件2可以由塑料制成,并且可以通过注塑成型等手段加工形成。
89.vi.可以理解,通过采用不同尺寸的第一连接部12和第二连接部13或者在第一连接部12和第二连接部13设置以不同形式布置的连接孔,能够使最终形成的灯笼具有不同的外形,从而满足不同场合的需求。
90.vii.可以理解,连接件2的连接杆22的数量不限于上述实施例描述的情况。例如,在连接件2设置有多组连接杆的情况下,每组连接杆可以具有三个或四个连接杆,可以适当改变连接孔12h、13h的数量。
91.viii.在以上的实施例中,装饰条11弯曲成弧形或弓形,但是本技术不限于此。例如,装饰条11可以被至少一次弯折,从而弯折的各部分本身直线状地延伸且相邻的两部分之间形成具有较尖锐的夹角。在本技术的灯笼的变型例中,可以将装饰条11弯曲成弧形或弓形以及使装饰条11弯折的方案进行灵活的结合。
92.ix.为了使得在第一连接部12和第二连接部13形成为筒形结构的情况下,各装饰条11能够弯曲成弧形或弓形或者弯折,可以理解,各装饰条11的长度应当大于第一连接部12和第二连接部13两者形成的筒形结构的长度。如果第一连接部12和第二连接部13两者形成的筒形结构彼此重叠,则各装饰条11的长度大于第一连接部12和第二连接部13两者形成筒形结构的总长度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1