一种汽车灯具散热模组及其生产方法与流程
本发明涉及汽车灯具,特别是一种汽车灯具散热模组及其生产方法。
背景技术:
1、在灯具发展历史中,光源从最初白炽灯到卤素灯再到现在更节能和高效的发光二极管(led),光效率的转化也越来越高。由于led亮度高、寿命长等诸多的优点,目前正广泛被用于汽车照明行业。虽然led的出光效率与其他灯泡相比较高,仍然存在80%左右的电能转化为热能的问题,若热无法辐射出去,而从pn结到led外部环境存在较大热阻,则pn结温度急剧升高,严重影响出光效率。因此良好的散热技术是led工作稳定性的必要条件。
2、在汽车灯具中,为了降低led工作时的温度,通常是通过散热模组对其进行散热。散热模组的散热片吸收热量以后,用对流的形式将热散发掉,在对流散热的过程中散热面积主要由散热鳍片的表面积的大小决定的,表面积越大,散热效果越好;表面积越小,散热效果就越差。
3、为了获得较好的散热效果,业内普遍采用的手段主要包括:增加散热鳍片的数量、增加散热鳍片的长度两种。如图1所示,目前常规的汽车灯具散热模组都是浇注一体成型,由于模具复杂程度较高,需要兼顾脱模角度、以及散热鳍片最少厚度的要求,导致散热器鳍片数量有所限制。为了达到散热效果,通过增加散热面积(单个散热鳍片长度),又会使得散热器模组的占用空间较大。
技术实现思路
1、本发明的目的在于克服现有的汽车灯具散热器模组由于加工方式的限制,导致散热鳍片数量较少、厚度较高导致散热器模组整体散热效果不佳的问题,提供一种汽车灯具散热模组及其生产方法。
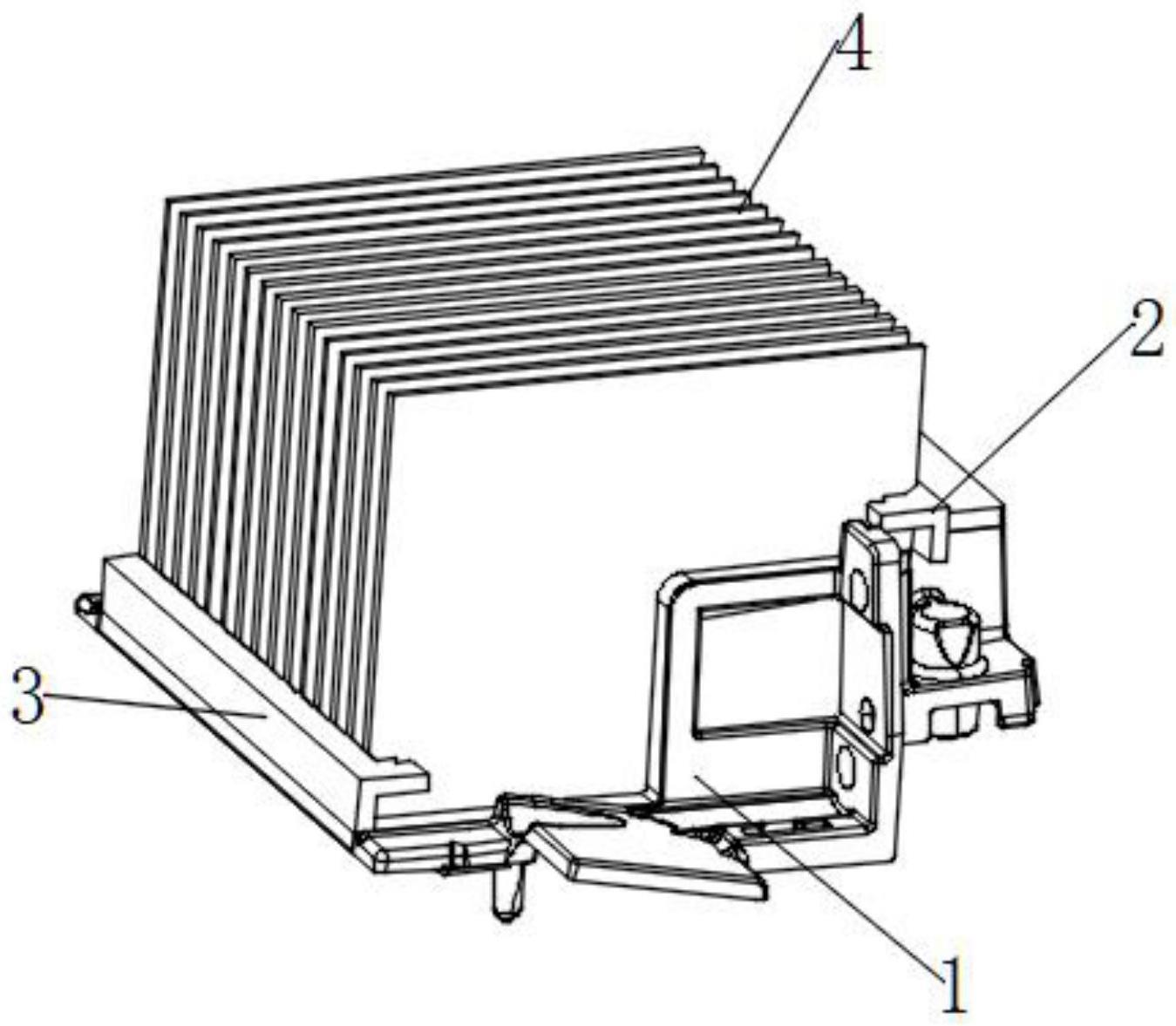
2、一种汽车灯具散热模组,包括
3、散热器主体,
4、第一限位卡槽,固定设置在散热器主体上;
5、第二限位卡槽,固定设置在散热器主体上,与第一限位卡槽对向设置;
6、散热鳍片,固定插接在第一限位卡槽与第二限位卡槽之间,散热鳍片的底壁与散热器主体的表面接触。
7、进一步的,所述第一限位卡槽包括一体成型的第一焊接部和横向垂直于第一焊接部的第一安装部;所述第一安装部的端壁上均匀设置有第一安装缺口a;
8、所述第二限位卡槽包括一体成型的第二焊接部和横向垂直于第二焊接部的第二安装部;所述第二安装部的端壁上均匀设置有第二安装缺口a;
9、所述第一安装缺口a与第二安装缺口a位于同一水平面上且对向设置。
10、进一步的,所述散热鳍片包括鳍片本体,所述鳍片本体的右侧上端设置有第一安装缺口b,所述第一安装缺口b与第一安装缺口a插合连接;所述鳍片本体的左侧下端设置有第二安装缺口b,所述第二安装缺口b与第二安装缺口a插合连接。
11、进一步的,所述第一限位卡槽的安装位置高于第二限位卡槽的安装位置。
12、一种汽车灯具散热模组生产方法,包括如下步骤:
13、s1:分别生产散热器主体、第一限位卡槽、第二限位卡槽和散热鳍片;
14、s2:将第一限位卡槽焊接设置在散热器主体的高位处;
15、s3:将散热鳍片沿第一安装缺口a进行插接;
16、s4:将第二限位卡槽嵌合在散热鳍片的另一侧,并将第二限位卡槽焊接在散热器主体的低位处。
17、进一步的,所述步骤s1中,散热鳍片、第一限位卡槽、第二限位卡槽采用挤压成型,然后通过冲压成对应的形状。
18、进一步的,所述步骤s2中,第一限位卡槽的焊接处为第一焊接部;所述步骤s4中,第二限位卡槽的焊接处为第二焊接部。
19、本发明的有益效果是:
20、1、相对于一体成型的散热模组,通过采用限位卡槽对散热鳍片进行安装,可以减少相邻散热鳍片的间距,增加散热鳍片的安装数量,进一步提高散热效果。
21、2、通过分割散热器主体与散热鳍片,降低散热器主体模具复杂程度,可减少模具费用。
22、3、通过采用挤压成型的方式生产散热鳍片,散热鳍片厚度可减至0.7mm,在同等空间中,散热鳍片在散热器主体上排布密度更大,散热效果更佳。
技术特征:
1.一种汽车灯具散热模组,其特征在于:包括
2.根据权利要求1所述的一种汽车灯具散热模组,其特征在于:
3.根据权利要求2所述的一种汽车灯具散热模组,其特征在于:所述散热鳍片(4)包括鳍片本体(41),所述鳍片本体(41)的右侧上端设置有第一安装缺口b(42),所述第一安装缺口b(42)与第一安装缺口a(2201)插合连接;所述鳍片本体(41)的左侧下端设置有第二安装缺口b(43),所述第二安装缺口b(43)与第二安装缺口a(3201)插合连接。
4.根据权利要求1所述的一种汽车灯具散热模组,其特征在于:所述第一限位卡槽(2)的安装位置高于第二限位卡槽(3)的安装位置。
5.一种汽车灯具散热模组生产方法,其特征在于:包括如下步骤:
6.根据权利要求5所述的一种汽车灯具散热模组生产方法,其特征在于:所述步骤s1中,散热鳍片(4)、第一限位卡槽(2)、第二限位卡槽(3)采用挤压成型,然后通过冲压成对应的形状。
7.根据权利要求5所述的一种汽车灯具散热模组生产方法,其特征在于:所述步骤s2中,第一限位卡槽(2)的焊接处为第一焊接部(21);所述步骤s4中,第二限位卡槽(3)的焊接处为第二焊接部(31)。
技术总结
本发明公开了一种汽车灯具散热模组及其生产方法。包括散热器主体,第一限位卡槽,固定设置在散热器主体上;第二限位卡槽,固定设置在散热器主体上,与第一限位卡槽对向设置;散热鳍片,固定插接在第一限位卡槽与第二限位卡槽之间,散热鳍片的底壁与散热器主体的表面接触。相对于一体成型的散热模组,通过采用限位卡槽对散热鳍片进行安装,可以减少相邻散热鳍片的间距,增加散热鳍片的安装数量,进一步提高散热效果。
技术研发人员:张杰,王跃,刘建,刘宗柱
受保护的技术使用者:华域视觉科技(重庆)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!