抗反弹弯型模具的制作方法
限位片,2-6-凹弧面,3-工件。
具体实施方式
[0015]
下面结合实施例对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
[0016]
实施例:
[0017]
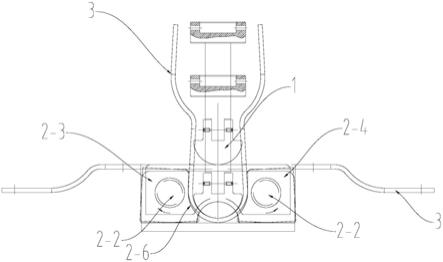
一种抗反弹弯型模具,包括上模1和下模,具体来说,如图2,下模由模体2-1、固定轴2-2,、反转式左下模2-3和反转式右下模2-4组成,反转式左下模2-3和反转式右下模2-4相对设置在模体2-1上,且均穿设在固定轴2-2上,反转式左下模2-3和反转式右下模2-4相对的一面均为凹弧面2-6,两个凹弧面2-6之间形成u型通道以供上模1下行。
[0018]
凹弧面2-6从上往下逐渐凸出,反转式左下模2-3和反转式右下模2-4的底面宽度均高于顶面的宽度。上模1下端为凸弧面,上模1的宽度大于反转式左下模2-3和反转式右下模2-4底面之间的间距。反转式左下模2-3、反转式右下模2-4和模体2-1之间均设有限位片2-5;限位片2-5穿设在固定轴2-2上,模体2-1上表面水平,用于放置工件3。
[0019]
工作原理:
[0020]
如图1所示,上模1压住工件3下行至反转式左下模2-3和反转式右下模2-4的两个弧面之间形成的u型通道底部时,继续下行,因上模1的凸弧面宽度大于反转式左下模2-3和反转式右下模2-4底面之间的间距,因此上模1将于反转式左下模2-3和反转式右下模2-4下压,使左下模围绕轴做顺时针转动,同样的,相对一侧的右下模围绕轴做逆时针转动,挤压工件3两侧,使其比图纸要求尺寸折过
[0021]
+x
°
的角度,借之消除钢板成型后的反弹,使模具的挤压消除,工件的应力释放后,工件的尺寸能达到图纸的要求。
[0022]
本实用新型有效解决了工件弯型后二次校形的问题,节省了人力,提高了效率。
[0023]
以上结合实施例对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1