包括消耗性焊丝的电弧焊接方法与流程
[0001]
本发明涉及一种使用消耗性焊丝的电弧焊接方法,其中在焊接工艺期间的连续焊接循环中将一定的焊接电流施加到焊丝,并且在一定的焊丝输送速度下使焊丝朝向要加工的工件移动。
背景技术:
[0002]
在诸如mig(金属惰性气体)焊接或mag(金属活性气体)焊接的使用消耗性焊丝的电弧焊接方法中,消耗性焊丝与焊炬的接触管接触,并且具有施加于其上的焊接电压和焊接电流,使得从焊丝的自由端到工件形成电弧,所述电弧熔化焊丝的端部,导致材料从焊丝转移到工件。所谓的伸出,或焊丝电极的自由长度,是从接触管的端部到引燃电弧的焊丝的端部的焊丝的长度。在焊接期间,焊接循环以特定的焊接频率重复进行,并且在每个焊接循环期间,焊接参数(例如焊丝的输送速度,焊接电流,焊接电压以及焊炬相对于工件的移动速度等)必须最佳地相互匹配,使得可以获得稳定的电弧,并且因此焊缝的质量应尽可能一致。在每个焊接循环期间,焊接参数(例如焊接电流或焊丝输送速度)具有一定的平均值,即平均焊接电流或平均焊丝输送速度。
[0003]
例如,de 3731180 a1描述了一种使用消耗性焊丝的焊接方法。
[0004]
文献jp 2005313179 a公开了一种电弧焊接方法,其中使用具有不同焊接参数的不同焊接工艺以允许控制输入到工件中的热。
[0005]
在us 6,051,807 a1中公开了一种脉冲焊接方法,其中控制焊接电流以应对到工件的距离的变化。
[0006]
由于要加工的工件的几何形状,通常需要在焊接操作期间多次改变焊接工艺并使焊接参数适应相应的条件。例如,当过渡到其中焊缝位于焊炬上方的仰焊操作时,需要改变许多焊接参数。
[0007]
当从刚刚执行的最后焊接工艺改变为涉及增加的平均焊丝输送速度(即,在焊接循环期间平均的焊丝输送速度)或增加的平均焊接电流(即,在焊接循环期间平均的焊接电流)的焊接工艺时,存在自由焊丝端部或伸出过载的风险。这会导致不稳定和焊接飞溅的形成,从而导致焊接质量下降。
[0008]
特别是,焊接工艺的改变会导致焊丝伸出中的温度的不希望变化,并且如果在焊丝的自由端出现局部热过载,则会发生焊丝自由端的较长部分的不希望突然熔化和电弧长度的突然延长,这破坏焊接工艺并降低焊接质量。
技术实现要素:
[0009]
本发明的目的是创造一种如上所述的电弧焊接方法,其中即使将焊接工艺改变为具有在焊接循环期间的增加平均焊丝输送速度和/或在焊接循环期间的增加平均焊接电流的焊接工艺,也不存在或仅在较小程度上存在伸出的热过载风险。电弧焊接方法还应当在焊接工艺的这样的变化下保持稳定,并且应当与焊丝自由端中尽可能恒定的温度分布和尽
可能恒定的电弧长度关联,因此应当与尽可能恒定的焊接质量关联。
[0010]
根据本发明的目的是这样实现的,即,在焊接工艺改变为具有在焊接循环期间的增加平均焊丝输送速度和/或在焊接循环期间的增加平均焊接电流的焊接工艺时开始降低阶段,其中在降低阶段中焊接电流在指定的持续时间内减小。通过以减小的焊接电流开始这样的降低阶段,当焊接工艺改变为具有增加平均焊丝输送速度和/或增加平均焊接电流的焊接工艺时,可以有效地抵消伸出的过载,并且可以实现具有基本恒定的电弧长度的电弧。当改变焊接工艺时根据经验取决于焊接参数的变化选择并调节降低阶段期间的相应参数。除了在降低阶段期间减小焊接电流之外,或者作为替代,在降低阶段期间也可以增加焊丝输送速度。在降低阶段的指定时段过去之后,焊接工艺将继续使用为该焊接工艺指定的焊接参数。
[0011]
优选地,仅在经过指定的延迟时间之后开始降低阶段。保持延迟时间允许考虑以下事实:增加焊接电流所通过的焊丝自由端的长度分量或单独子段花费一定时间从接触管上的接触点行进到焊丝的端部(熔化点),焊接电流在焊丝的自由端中从所述接触点流动。该延迟时间和伸出的单独子段中的温度增加取决于瞬时焊丝输送速度和许多其他焊接参数(焊接电流的波形和幅度),并且可以根据焊接工艺的变化,例如从相应的表或根据相应的计算规则进行选择和调节。当然,代替指定延迟时间,等效的替代方案是使用特定的路径长度作为模板,在焊接工艺的变化之后在所述指定路径长度上向前移动焊丝。
[0012]
根据本发明的另一特征,降低阶段中的焊接电流在指定的持续时间内减小到恒定焊接电流值。这是实施降低阶段的最简单的情况,因为如果经过了指定的延迟时间后适用,则平均焊接电流会在指定的时间段内不断减小,因此在焊接工艺变化的情况下允许抵消焊丝自由端的任何过热。
[0013]
替代地,降低阶段中的焊接电流也可以在指定时段期间根据指定功能例如以斜坡的形式降低。在降低阶段期间指定焊接电流的特定特性意味着可以更好地抵消伸出的热过载,并且可以实现伸出中的可能最恒定的温度分布,因此实现稳定的焊接工艺。降低阶段中的焊接电流的指定功能原则上可以具有任何期望的特性,例如,不仅斜坡状特性,以及弯曲或类似特性。
[0014]
可以根据所使用的焊丝来限定降低阶段的持续时间,降低阶段中的焊接电流和/或指定延迟时间。表征降低阶段的参数可以例如根据焊丝材料和焊丝直径以表格形式存储和保存,并且在改变焊接工艺时自动选择。
[0015]
优选地,降低阶段的持续时间是1至30个焊接循环。经验表明,降低阶段的这种持续时间导致稳定的焊接工艺。
[0016]
与焊接循环期间的先前的平均焊接电流相比,降低阶段中的平均焊接电流优选减小10%至50%。根据经验,降低阶段中的平均焊接电流减小10%至50%足以有效抵消伸出的热过载。
[0017]
指定延迟时间理想地设置成使得焊丝在延迟时间期间在工件的方向上移动5mm至25mm。焊丝移动的指定范围对应于焊炬和工件和伸出之间的距离的标准尺寸,以及电弧长度。取决于焊丝输送速度,相应地选择延迟时间以在延迟时间期间实现焊丝的相应的向前运动。
[0018]
根据另一特征,间接地确定焊丝的自由长度,并且根据确定的焊丝的自由长度改
变降低阶段的持续时间、降低阶段中的平均焊接电流和/或延迟时间。该措施允许考虑到焊丝的实际自由长度,并且因此提供更好的保护以防止伸出的过载。
[0019]
可以通过测量焊接电压、焊丝和工件之间的焊接电流以及焊丝输送速度来间接地确定自由焊丝长度。通过记录焊接电压(即,接触管和工件之间的电压)和焊接电流(即,焊丝和工件之间的电流),以及焊丝输送速度,可以推断自由焊丝长度,并且当根据本发明设置降低阶段的参数时可以考虑该自由焊丝长度。
[0020]
在焊接循环期间,可以连续地发生具有至少一个脉冲状焊接电流的一个脉冲弧阶段和具有焊丝与工件之间的一个或多个交替短路的一个短弧阶段、以及电弧阶段。在该情况下,焊接工艺期间的短路可以用于使用电阻测量来测量自由焊丝长度。
[0021]
在这样的焊接工艺的情况下,可以通过电阻测量在焊丝和工件之间的短路期间确定短电弧阶段中的自由焊丝长度。为此,在短路期间,即在焊丝端部与工件接触期间,测量焊丝端部处的电压和电流并由此确定电阻,然后从电阻值推断自由焊丝长度。自由焊丝长度的该测量当然仅在诸如上述的基于短路的焊接方法中才可行。
[0022]
如果在焊接工艺进一步改变为具有在焊接循环期间的增加平均焊丝输送速度和/或在焊接循环期间的增加平均焊接电流的焊接工艺的情况下,降低阶段的持续时间与指定持续时间相比被校正,可以实现进一步的改进。取决于所施加的电流/电压控制的类型,可以通过测量技术借助同样突然上升的电压或下降的电流来检测如果未正确调节电流导致的焊丝端部的突然熔化。由此,在焊接工艺随后发生变化的情况下,可以在降低阶段期间相应地调节或校正参数。可以重复进行该调节,直到不再检测到焊丝端部的突然熔化。
附图说明
[0023]
将参考附图进一步详细解释本发明。在图中:
[0024]
图1示出了具有消耗性焊丝的焊炬的示意图;
[0025]
图2示出了基于短路的焊接工艺的焊接电流i(t)、焊接电压u(t)和焊丝速度v(t)的时间波形;
[0026]
图3示出了在根据本发明的降低阶段的设计变型中在焊接工艺变化的情况下的焊接电流i(t)的时间波形。
[0027]
图4示出了从工艺变化的时间起与根据图3的电流波形对应的焊丝的波形;
[0028]
图5示出了在根据本发明的降低阶段的第二设计变型中在焊接工艺变化的情况下的焊接电流i(t)的时间波形;
[0029]
图6示出了从工艺变化的时间起与根据图5的电流波形对应的焊丝的波形;以及
[0030]
图7示出了用于实现根据本发明的方法的设备的框图。
具体实施方式
[0031]
图1示出了具有消耗性焊丝1的焊炬6的示意图。消耗性焊丝1以合适的输送速度v(t)输送通过焊炬6的接触管3并在接触管3中接触,使得可以将指定的焊接电压u(t)和指定的焊接电流i(t)施加到焊丝1。如果焊接参数适当匹配,则在焊丝1的端部和工件2之间会产生电弧4,所述电弧在焊接工艺期间应尽可能保持恒定。自由焊丝长度或所谓的伸出是从接触管3的端部到电弧4的起点的焊丝1的长度l
so
。伸出的长度l
so
应在稳定的焊接工艺中尽可
能保持恒定。焊接电流i从接触管3上的接触点流动通过焊丝1并有助于其加热。焊丝1的示意性绘制的子段需要一定的时间从接触管3上的接触点行进到焊丝1的端部。在稳定的焊接工艺中,仅焊丝1的小子段或小长度部段熔化,并且焊丝1的该熔化部分进入熔池。
[0032]
如果将焊接工艺pi改变为焊接工艺p
i+1
,其伴随着焊接循环sz期间的增加平均焊丝输送速度v
mean
和/或焊接循环sz期间的增加平均焊接电流i
mean
,则存在焊丝自由端的部分过热的风险,导致焊丝1的多个子段或较长部分突然熔化,这也突然增加电弧4的长度并因此破坏焊接工艺pi并且可能甚至导致形成焊接飞溅。焊接期间的这样的不稳定性导致焊接质量的降低。从焊接工艺pi发生变化之时起,具有长度l
so
的伸出的每个子段以增加平均焊接电流i
mean
进行不同的加热,原因是焊丝输送速度v只能以斜坡的形式逐渐增加,但是焊接电流i必须突然增加,否则将无法释放熔滴。焊丝输送速度v和焊接电流i之间的该瞬时失衡会导致自由焊丝长度的该区域(子段)中的温度增加,增加焊接电流i穿过该区域的时间最长。这些是在焊接电流i和/或焊丝输送量v增大时位于接触管3中的接触点或电流转换点的子段。如果焊接电流i不变,当焊丝1的这些部分中的一些到达自由焊丝端的前部时,即当它们位于电弧4的起点附近时,它们将突然熔化。自由线端的l
so
长度越长,增加的焊接电流i流经子段时间越长,其温度升高的时间越长,因此,在某个自由线端(伸出)以上的情况下,如果没有采取任何对策,可能会突然熔化较长的线端部分。
[0033]
图2示出了基于短路的焊接工艺pi中的焊接电流i(t)、焊接电压u(t)和焊丝速度v(t)的时间波形。焊接工艺由以焊接频率重复的焊接循环sz组成,并且其中焊接参数遵循特定的时间曲线。在所示的焊接电流i(t)的示例性曲线中,在电弧阶段lb期间施加电流脉冲,并且在短路阶段ks期间施加比电弧阶段lb期间幅度小的另一电流脉冲。焊接电压u(t)具有在电弧阶段lb期间基本恒定并且在短路阶段ks期间如预期那样击穿的曲线。在电弧阶段lb期间,焊丝输送速度v(t)具有基本为正的行程,即在向前方向上的运动,而在短路阶段期间为反向运动,即远离工件2。平均地,在焊接循环sz期间会在工件2的方向上产生某个平均焊丝输送速度v
mean
,原因是在焊接工艺p
i
期间,焊丝1熔化并且材料被转移到工件2。当然,焊接工艺p
i
还可以包括仅在工件的方向上的焊丝输送速度,而没有反向运动。
[0034]
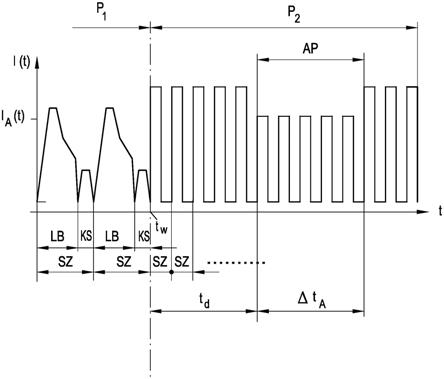
图3示出了对于根据本发明的降低阶段ap的设计变型,当从焊接工艺p1改变为焊接工艺p2时的焊接电流i(t)的时间波形。例如,焊接工艺p1是基于短路的焊接工艺,而焊接工艺p2是脉冲焊接工艺。然而,这些也可能是功率不同的两个脉冲工艺。在从焊接工艺p1改变为焊接工艺p2时,启动计时器,并且在指定延迟时间t
d
到期之后,开始根据本发明的降低阶段ap。如上所述,代替设置延迟时间t
d
,还可以设置一定的路径长度,当焊接工艺从p1改变为焊接工艺p2时,焊丝1在所述路径长度上移动。对于降低阶段ap的持续时间δt
a
,与第二焊接工艺p2期间的平均焊接电流相比,降低阶段ap期间的平均焊接电流i
mean,a
减小。在图3所示的示例中,发生降低到恒定电流值i
mean,a
。在降低阶段ap的持续时间δt
a
结束之后,以在降低阶段ap之前有效的焊接参数或针对焊接工艺p2指定的焊接参数继续焊接工艺p2。
[0035]
图4示出了从工艺改变时起与根据图3的电流波形对应的焊丝1的波形。作为时间t的函数的焊丝自由端行进的距离x(t)一直延伸到伸出长度l
so
,接着开始降低阶段ap。因此设定或选择直到降低阶段ap开始为止的延迟时间t
d
,使得从焊接工艺p1到焊接工艺p2的改变的开始(时间t
w
),焊丝1执行与在该时间期间所需的伸出长度l
so
对应的输送。在该情况下焊丝1在延迟时间t
d
期间向前移动的长度l
d
等于伸出长度l
so
。然后开始降低阶段ap,因此有
效地防止了焊丝自由端的过热。然而,延迟时间t
d
也可以选择为短于或长于焊丝1达到伸出长度l
so
所需的时间(参见根据图5和6的示例)。
[0036]
图5示出了在根据本发明的降低阶段ap的第二设计变型中,当从焊接工艺p1改变到焊接工艺p2时(时间t
w
)的焊接电流i(t)的时间波形。与根据图3和4的变型相反,在此在降低阶段ap期间平均焊接电流以预定函数的形式(在此以斜坡的形状)减小,并且再次增加。以该方式,可以在一定条件下进一步提高焊丝自由端的温度的一致性,因此当从焊接工艺p1改变为具有焊接循环sz期间的增加平均焊丝输送速度v(t)和/或焊接循环sz期间的增加平均焊接电流i
mean
(t)的不同焊接工艺p2时也可以实现更稳定的焊接工艺。
[0037]
图6示出了从时间t
w
处的工艺改变时起与根据图5的电流波形对应的焊丝1的波形。在此,直到降低阶段ap的开始为止的延迟时间t
d
被选择为比根据图4的示例性实施例短。从焊接工艺p1改变为焊接工艺p2时,焊丝1在该延迟时间t
d
期间已向前移动比伸出长度l
so
短的长度l
d
。
[0038]
最后,图7示出了用于执行根据本发明的方法的设备的框图。具有接触管3和焊丝1的焊炬6连接到焊接电流源5和焊丝输送装置7,所述焊丝输送装置使焊丝1以相应的速度v(t)从焊丝盘8移动通过焊炬6的接触管3。待加工的工件2连接到焊接电流源5,结果是当相应的焊接电流i(t)和相应的焊接电压u(t)经由接触管3施加到焊丝1时形成电弧4。控制装置12在焊接方法期间控制多个焊接参数。
[0039]
根据本发明,焊接方法的特定参数记录在处理装置11中并被相应地处理。这些参数包括从焊丝输送装置7供应到处理装置11的焊丝输送速度v(t),由用于测量焊接电流i(t)的相应装置9确定并且给送到处理装置11的焊接电流i(t),以及由用于测量焊接电压u(t)的适当装置10确定的焊接电压u(t)。
[0040]
当改变焊接工艺pi时,这些参数然后在处理装置11中相应地处理并用于控制控制装置12。例如,根据本发明的用于降低阶段ap的设置从数据库13根据由焊接电流源5设置的焊接参数和测量参数选择。通过在降低阶段ap引入延迟时间t
d
、降低阶段ap期间的持续时间δt
a
和降低的平均焊接电流i
mean,a
,可以有效地抵消改变焊接工艺p
i
时的伸出的过热,使得获得稳定的焊接工艺和最佳的焊接质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1