螺丝锁付顺序控制方法及系统与流程
1.本发明是有关于自动化技术领域,尤其关于一种螺丝锁付顺序控制方法及系统。
背景技术:
2.近年来,随着各种智能制造技术及设备的出现,使得传统制造业朝着自动化、智能化方向发生转变。在制造生产过程中,产品以及零部件的组装都需要锁付螺丝,很多零部件的组装都有其特定的组装顺序,相应的螺丝的锁付也有一定的锁付顺序。如果螺丝锁付顺序错误,有可能会导致零部件组装不到位、后续零部件无法组装、产品外观缝隙过大等等组装不合格的问题,需要耗费更多的时间和人力重工成本进行重新组装。
3.目前大多数的生产制造商,为了保证产品组装的可靠性以及产品质量,主要利用人工检查或设备自动化检测的方式,将不良的组装品从组装线中剔除,使得产品出货得到保证。然而,无论是人工检查或是设备自动化检测,都需要多增加一个检验步骤和工序,耗费检验时间以及设备的成本。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种螺丝锁付顺序控制方法及系统,可以确保产品组装过程中的所有螺丝锁付,都按照预先设定的顺序正确锁付。
5.本发明提供一种螺丝锁付顺序控制方法,应用于包含臂架、安装于所述臂架的锁付装置的系统,其特征在于,所述方法包含以下步骤:获取螺丝锁付顺序的目标位置顺序列表,根据所述目标位置顺序列表选定目标位置;控制所述臂架,使得所述锁付装置运行至所述目标位置;计算所述锁付装置的当前位置;以及判断所述锁付装置的当前位置与所述目标位置是否一致,当判断所述锁付装置的当前位置与所述目标位置一致时,则进一步执行以下步骤:控制所述锁付装置的电源为开启状态;采集所述锁付装置的工作参数,其中,所述工作参数包含扭力值;以及判断所述锁付装置的扭力值是否达到扭力预定值,当判断所述锁付装置的扭力值达到所述扭力预定值时,控制所述锁付装置的电源为关闭状态。
6.本发明还提供一种螺丝锁付顺序控制系统,其特征在于,所述系统包含:臂架;锁付装置,安装于所述臂架,以及控制装置,用于与所述臂架以及所述锁付装置电性连接,其中,所述控制装置还包含:处理单元,以及存储单元,用于存储至少一个计算机程序,其中,所述计算机程序包含由所述处理单元执行的指令,使得所述处理单元执行以下步骤:获取螺丝锁付顺序的目标位置顺序列表,根据所述目标位置顺序列表选定目标位置;控制所述臂架,使得所述锁付装置运行至所述目标位置;计算所述锁付装置的当前位置;以及判断所述锁付装置的当前位置与所述目标位置是否一致,当判断所述锁付装置的当前位置与所述目标位置一致时,则进一步执行以下步骤:控制所述锁付装置的电源为开启状态;采集所述锁付装置的工作参数,其中,所述工作参数包含扭力值;以及判断所述锁付装置的扭力值是否达到扭力预定值,当判断所述锁付装置的扭力值达到所述扭力预定值时,控制所述锁付装置的电源为关闭状态。
7.相较于现有技术,所述螺丝锁付顺序控制方法及系统架设简单,容易调试,可以大量应用于现有组装线,减除冗余人工成本,只需要臂架及锁付装置的扭力值即可进行有效的控制。
附图说明
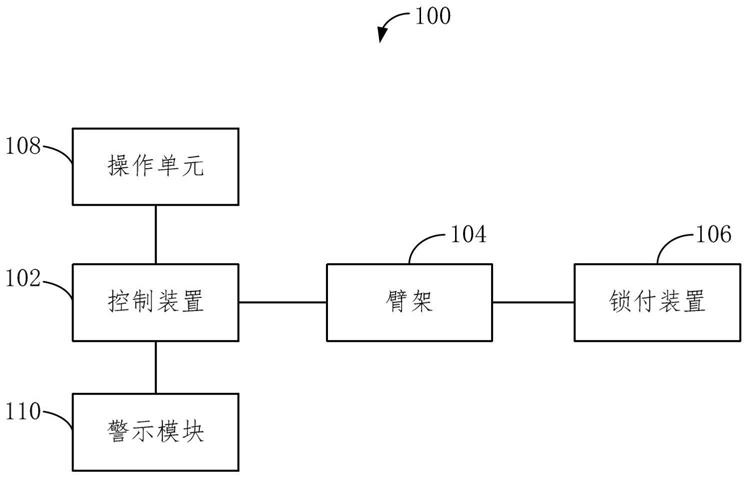
8.图1为根据本发明一实施例的螺丝锁付顺序控制系统的方块图。
9.图2为根据本发明一实施例的系统中臂架的结构示意图。
10.图3为根据本发明一实施例的螺丝锁付顺序控制方法的流程图。
11.图4为根据本发明一实施例中获取螺丝锁付的目标位置顺序列表的流程图。
12.主要元件符号说明
13.系统100控制装置102臂架104锁付装置106操作单元108警示模块110第一支臂1041第二支臂1042第三支臂1043第一动力装置1044第二动力装置1045第三动力装置1046
具体实施方式
14.请参阅图1,所示为本发明一实施例中螺丝锁付顺序控制系统100的方块图。所述系统100包含控制装置102、臂架104、锁付装置106、操作单元108及警示模块110。应理解的是,图1所示的系统100的组成并不构成对该系统100的限定,在不同实施例中,可以包含比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
15.在本实施例中,所述控制装置102分别与所述臂架104、所述操作单元108以及所述警示模块110电性连接,并经由所述臂架104与所述锁付装置106电性连接。所述控制装置102用于控制所述臂架104使得所述锁付装置106运行至目标位置,计算所述锁付装置106的当前位置信息,并进一步根据目标位置与所述锁付装置106的当前位置信息控制所述锁付装置106的工作状态。具体地,所述控制装置102可以控制所述锁付装置106的电源为开启或关闭。在一实施例中,所述控制装置102还可以采集所述锁付装置106的工作参数,例如扭力值。
16.在一实施例中,所述控制装置102可以包含处理单元以及存储单元。所述处理单元电性连接所述存储单元。所述处理单元可以是微控制器、微处理器或其他具有运算处理能力的电路,被配置为执行或处理存储在所述存储单元中的指令、数据以及计算机程序。所述存储单元包含只读存储器(rom)、随机存取内存(ram)、磁盘存储介质装置、光存储介质装
置、闪存装置、电气、光学或其他物理/有形(例如,非暂时性)等计算机可读存储介质,用于存储控制所述控制装置102运行的一个或多个计算机程序,并且由所述处理单元执行。
17.请参阅图2,所示为本发明一实施例中,所述臂架104的结构示意图。所述臂架104包含第一支臂1041、第二支臂1042以及第三支臂1043,其中,所述第一支臂1041、所述第二支臂1042以及所述第三支臂1043顺次连接。具体地,所述第一支臂1041的第一端设置有第一动力装置1044、所述第一支臂1041的第二端与所述第二支臂1042的第一端相连接,连接处设置有第二动力装置1045;所述第二支臂1042的第二端与所述第三支臂1043的第一端连接,连接处设置有第三动力装置1046;以及所述第三支臂1043的第二端用于安装所述锁付装置106。在一实施例中,所述锁付装置106为电动起子。具体地,所述第二支臂1042以及所述第三支臂1043可以设置在同一平面(xy平面),所述第一支臂1041与所述第二支臂1042垂直安装。在一实施例中,所述第一动力装置1044用于驱动所述第一支臂1041沿着z方向位移、所述第二动力装置1045用于驱动所述第二支臂1042在x方向转动及位移以及所述所述第三动力装置1046用于驱动所述第三支臂1043在y方向转动及位移。在一实施例中,所述第一动力装置1044、所述第二动力装置1045以及所述第三动力装置1046为马达。在一实施例中,所述第二动力装置1045还包含第一角度传感器(图2中未示出)、所述第三动力装置1046还包含第二角度传感器(图2中未示出),用于分别量测第二支臂1042以及第三支臂1043在水平面上与x轴以及y轴的夹角。在一实施例中,所述控制装置102可以根据所述第一支臂1041的原始长度与位移距离;所述第二支臂1042的原始长度、位移距离与x轴夹角以及所述第三支臂1043的原始长度、位移距离与y轴夹角计算所述锁付装置106于三维空间的坐标。
18.在一实施例中,所述操作单元108包含显示屏、输入单元。在一实施例中,所述操作单元108用于连接客户端,与客户端进行数据通信。用户可以经由所述操作单元108输入操作指令控制所述臂架104,进而改变所述锁付装置106的当前位置。
19.在一实施例中,所述警示模块110用于在所述锁付装置106未按顺序进行锁付时进行告警。在一实施例中,所述警示模块110包含正常警示灯以及异常警示灯。在一实施例中,当所述控制装置102判断所述锁付装置106未按顺序进行锁付时,控制所述异常警示灯闪烁、点亮或熄灭;当所述控制装置102判断所述锁付装置106工作状态正常时,控制所述正常警示灯闪烁、点亮或熄灭。具体地,所述正常警示灯以及所述异常警示灯可以是发光二极管(light-emitting diode,led)。在一实施例中,所述正常警示灯以及所述异常警示灯可以不同颜色发光做为区隔,例如所述正常警示灯为绿色、所述异常警示灯为红色。在一实施例中,所述警示模块110还可以包含蜂鸣器,用于发声告警。
20.请参阅图3,所示为本发明一实施例中,一产品的螺丝锁付顺序控制方法的流程图。在本实施例中,所述控制装置102的存储单元,可以存储有螺丝锁附顺控制程序,由所述控制装置102的处理单元执行所述方法的步骤。
21.步骤s302,获取螺丝锁付的目标位置顺序列表。
22.步骤s304,根据所述目标位置顺序列表选定目标位置,控制所述臂架104,使得所述锁付装置106运行至所述目标位置,辅助作业员完成锁付螺丝的定位。
23.步骤s306,计算所述锁付装置106的当前位置。在一实施例中,所述当前位置为坐标值,可以由所述第一支臂1041的原始长度与位移距离、所述第二支臂1042的原始长度、位移距离与x轴夹角以及所述第三支臂1043的原始长度、位移距离与y轴夹角计算得出。
24.步骤s308,判断所述当前位置与所述目标位置是否一致。虽然在步骤s304已完成所述锁付装置106的定位,但在实际作业中,仍然可能由于操作员的操作错误,手动将所述锁付装置106移至错误的位置,因此,步骤s308经由判断所述锁付装置106的当前位置与所述目标位置是否一致,排除该操作错误的情况。若判断所述锁付装置106的当前位置与所述目标位置一致,则执行步骤s314;若判断所述锁付装置106的当前位置与所述目标位置不一致,则执行步骤s310。
25.步骤s310,关闭所述锁付装置106的电源,并发出警示。具体地,可以藉由控制所述警示模块110的异常警示灯的发光状态以发出警示,例如,控制所述异常警示灯为闪烁状态。作业员可以经由所述锁付装置106的电源被所述控制装置102关闭以及所述警示模块110的发光状态直观判断当前操作有错误发生。
26.步骤s312,等待一预定时间后,再次采集所述锁付装置106的当前位置,比对所述锁付装置106的当前位置与所述目标位置是否一致,若一致,则判断所述锁付装置106的当前位置已完成修正;若不一致,则判断所述锁付装置106的当前位置尚未完成修正。若所述锁付装置106的当前位置已完成修正,则执行步骤s314;若所述锁付装置106的当前位置尚未完成修正,则持续执行步骤s310。在一实施例中,若所述锁付装置106的当前位置已完成修正,点亮所述正常警示灯并熄灭所述异常显示灯以提醒作业员。
27.步骤s314,判断所述锁付装置106的电源是否已开启,若尚未开启,可开启所述锁付装置106的电源。
28.步骤s316,采集所述锁付装置106的工作参数。具体地,可以采集所述锁付装置106的扭力值。
29.步骤s318,判断所述锁付装置106的扭力值是否达到扭力预定值以判断所述锁付装置106是否已完成当前位置的螺丝锁付。若判断所述锁付装置106的扭力值达到所述扭力预定值,执行步骤s320;否则,执行步骤s316。在一实施例中,用户可以经由所述操作单元108为所有螺丝设定所述扭力预定值,并存储于所述控制装置102的存储单元中。在另一实施例中,产品可能存在类型各异的螺丝,各螺丝锁紧所需的扭力值亦不相同,用户可以经由所述操作单元108,设定各螺丝锁紧所需的扭力预定值。在一实施例中,当所述锁付装置106的扭力值尚未达到所述扭力预定值前,可以持续点亮所述正常警示灯,并在所述锁付装置106的扭力值达到所述扭力预定值时,熄灭所述正常警示灯,以提示作业员,螺丝锁付作业已完成。在另一实施例中,熄灭所述正常警示灯的同时,一并关闭所述锁付装置106的电源,以避免螺丝的过度扭紧。
30.步骤s320,根据所述目标位置顺序列表,判断是否已完成所有螺丝的锁付。若判断所有螺丝锁付已完成,则结束该产品的螺丝锁付顺序控制程序,若判断所有螺丝锁付尚未完成,则返回步骤s304。
31.请参阅图4,所示为步骤s302的具体流程图。
32.步骤s402,接收用户由所述操作单元108输入的操作指令。
33.步骤s404,根据接收到的操作指令控制所述臂架104运行,进而改变所述锁付装置106的当前位置。
34.步骤s406,等待第一预定时间,例如十五秒,未收到用户的操作指令,或是收到用户的确认指令后,计算所述锁付装置106当前位置的坐标值,并存储为所述目标位置顺序列
表,存储于所述控制装置102的存储单元中。在另一实施例中,用户还可以输入所述锁付装置106当前位置对应的螺丝的标准扭力值作为扭力预定值,一并存储在所述目标位置顺序列表中。
35.步骤s408,判断所有螺丝坐标值是否存储完成。在一实施例中,用户可以经由所述操作单元108输入结束指令,在接收到用户的结束指令后,判断所有螺丝坐标值已存储完成。在另一实施例中,等待第二预定时间,例如一分钟,若未接收到任何操作指令,则判断所有螺丝坐标值已存储完成。若判断所有螺丝坐标值已存储完成,则结束流程;否则,返回到步骤s402,继续处理下一个操作指令。
36.总结来说,本发明的螺丝锁付顺序控制方法及系统,可以应用于现有产品组装线,提示作业员当前操作是否符合预定要求,并能最大限度降低组装错误及降低产品重工率,确保产品质量。
37.值得注意的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或等同替换,而不脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1