一种新型组合式汽车轮扳手制作工艺的制作方法
1.本发明属于汽车轮扳手制造技术领域,涉及到一种新型组合式汽车轮扳手制作工艺。
背景技术:
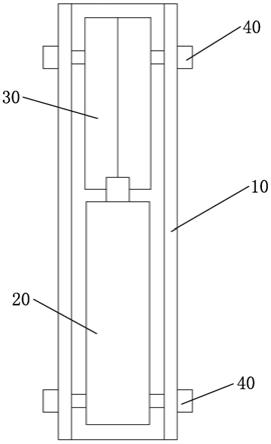
2.千斤顶、拖车钩和汽车轮扳手是汽车随车物品中不可或缺的,大多数与随车修理工具放在一起,置于汽车的后备箱的备胎下。如图1所示的一种汽车轮扳手,包括外手柄10、内手柄20和六角管30,内手柄20和六角管30采用铆柱40安装在外手柄的两端,并可向内旋转收纳在外手柄的凹槽内。
3.六角管的两块相对的侧壁上各设置有一个铆合孔,这两个铆合孔采用钻孔工艺加工成型。六角管是整个扳手的受力部件,如果铆合孔的相对位置精度低,铆柱与六角管铆接处的受力不均,容易造成六角管根部变形,影响使用。
技术实现要素:
4.本发明要解决的技术问题是:通过改进成型工艺,提高汽车轮扳手的使用寿命。
5.为达前述目的,本发明提供的技术方案如下:
6.一种新型组合式汽车轮扳手制作工艺,包括外手柄成型工序、内手柄成型工序、六角管成型工序以及铆合组装工序,其中,所述外手柄成型工序包括以下步骤:
7.a1,采用激光切割或者落料模具从料带上切割出对应展开外形的外手柄坯料,并在外手柄坯料上加工出铆合孔;
8.a2,将a1步骤中得到的外手柄坯料放在折弯机中折弯成型;
9.所述内手柄成型工序包括以下步骤:
10.b1,采用激光切割或者落料模具从料带上切割出对应展开外形的内手柄坯料,并在内手柄坯料上加工出铆合孔;
11.b2,将b1步骤中得到的外手柄坯料放在折弯机中折弯成型;
12.所述六角管成型工序包括以下步骤:
13.c1,按照设计长度锯切得到六角管坯料;
14.c2,将六角管坯料放置在加工机床内横向夹持,位于坯料上方的钻头以及位于坯料下方的钻头同时加工成型出铆合孔;
15.所述铆合组装工序为:
16.d1,将六角管与内手柄放置在外手柄内,用铆柱将六角管与外手柄穿连,将内手柄与外手柄穿连,将外手柄放在铆合设备内,同时对两根铆柱的两个端部进行铆合;
17.d2,对扳手进行表面电泳处理。
18.与现有技术相比,本发明的有益效果是:六角管中的两个铆合孔采用上下钻头同时加工,保证了两个铆合孔的相对位置精度,延长了扳手的使用寿命。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
20.图1是汽车轮扳手的结构图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
22.实施例
23.一种新型组合式汽车轮扳手制作工艺,包括外手柄成型工序、内手柄成型工序、六角管成型工序以及铆合组装工序。
24.外手柄成型工序为:采用激光切割或者落料模具从料带上切割出对应展开外形的外手柄坯料,并在外手柄坯料上加工出铆合孔;将外手柄坯料放在折弯机中折弯成型。内手柄成型工序为:采用激光切割或者落料模具从料带上切割出对应展开外形的内手柄坯料,并在内手柄坯料上加工出铆合孔;将b外手柄坯料放在折弯机中折弯成型。
25.外手柄与内手柄具有一定的厚度,如果采用落料模具冲切落料,需要增加一步压毛边步骤。
26.六角管的原材采购定制的六角空心管,按照设计长度直接锯切即可得到六角管坯料。在锯切之前需要对六角空心管进行校直。将六角管坯料放置在加工机床内横向夹持,使坯料的一个侧壁朝上,位于坯料上方的钻头以及位于坯料下方的钻头同时加工成型出铆合孔。六角管中的两个铆合孔采用上下钻头同时加工,保证了两个铆合孔的相对位置精度,延长了扳手的使用寿命。
27.铆合组装工序为:将六角管与内手柄放置在外手柄内,用铆柱将六角管与外手柄穿连,将内手柄与外手柄穿连,将外手柄放在铆合设备内,同时对两根铆柱的两个端部进行铆合。再对扳手进行表面电泳处理,经过全检后即可出货。
28.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所动义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种新型组合式汽车轮扳手制作工艺,其特征在于,包括外手柄成型工序、内手柄成型工序、六角管成型工序以及铆合组装工序,其中,所述外手柄成型工序包括以下步骤:a1,采用激光切割或者落料模具从料带上切割出对应展开外形的外手柄坯料,并在外手柄坯料上加工出铆合孔;a2,将a1步骤中得到的外手柄坯料放在折弯机中折弯成型;所述内手柄成型工序包括以下步骤:b1,采用激光切割或者落料模具从料带上切割出对应展开外形的内手柄坯料,并在内手柄坯料上加工出铆合孔;b2,将b1步骤中得到的外手柄坯料放在折弯机中折弯成型;所述六角管成型工序包括以下步骤:c1,按照设计长度锯切得到六角管坯料;c2,将六角管坯料放置在加工机床内横向夹持,位于坯料上方的钻头以及位于坯料下方的钻头同时加工成型出铆合孔;所述铆合组装工序为:d1,将六角管与内手柄放置在外手柄内,用铆柱将六角管与外手柄穿连,将内手柄与外手柄穿连,将外手柄放在铆合设备内,同时对两根铆柱的两个端部进行铆合;d2,对扳手进行表面电泳处理。2.根据权利要求1所述的一种新型组合式汽车轮扳手制作工艺,其特征在于,c2步骤之前对六角管坯料的一端进行压毛边处理。
技术总结
本发明公开了一种新型组合式汽车轮扳手制作工艺,包括外手柄成型工序、内手柄成型工序、六角管成型工序以及铆合组装工序,所述六角管成型工序包括以下步骤:C1,按照设计长度锯切得到六角管坯料;C2,将六角管坯料放置在加工机床内横向夹持,位于坯料上方的钻头以及位于坯料下方的钻头同时加工成型出铆合孔。六角管中的两个铆合孔采用上下钻头同时加工,保证了两个铆合孔的相对位置精度,延长了扳手的使用寿命。使用寿命。使用寿命。
技术研发人员:周晓庆
受保护的技术使用者:苏州市润元汽车配件有限公司
技术研发日:2020.04.10
技术公布日:2021/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1