一种铝合金薄板的电阻焊方法与流程
[0001]
本发明涉及焊接的技术领域,特别是涉及一种铝合金薄板的电阻焊方法。
背景技术:
[0002]
铝合金薄板广泛应用于航天、汽车、船舶、桥梁及低温装置等领域,用以制造各种部件、油箱、耐蚀容器及导线等,焊接铝合金薄板的方法主要为钨极氩弧焊、电阻焊、脉冲氩弧焊等方法,其中,电阻焊方法的焊接电流大,生产效率较高,适用于大批量生产的零部件。
[0003]
现有的铝合金薄板的电阻焊方法由于作业人员在焊前对焊接面未作处理,导致两块待焊的铝合金薄板的焊接面在焊接时密封性较差,焊接后的铝合金工件质量不高,容易变形。
技术实现要素:
[0004]
本发明的目的是提供一种密封性较好、铝合金工件不易变形的铝合金薄板的电阻焊方法。
[0005]
为了实现上述目的,本发明提供了一种铝合金薄板的电阻焊方法,其包括如下步骤:
[0006]
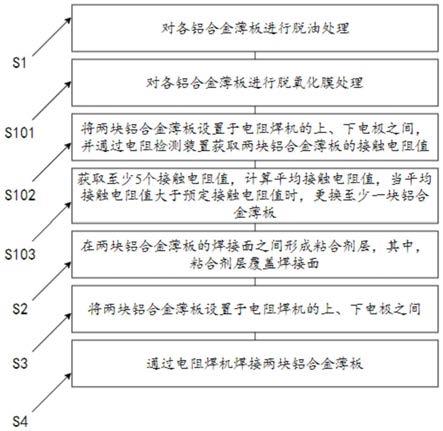
s1、对各所述铝合金薄板进行脱油处理;
[0007]
s2、在两块所述铝合金薄板的焊接面之间形成粘合剂层,其中,所述粘合剂层覆盖所述焊接面;
[0008]
s3、将两块所述铝合金薄板设置于电阻焊机的上、下电极之间;
[0009]
s4、通过所述电阻焊机焊接两块所述铝合金薄板。
[0010]
在本申请的一些实施例中,s2步骤中,所述粘合剂层由粘合剂涂覆形成。
[0011]
在本申请的一些实施例中,所述粘合剂层的厚度为0.5mm-1mm。
[0012]
在本申请的一些实施例中,所述铝合金薄板的厚度为1-3mm。
[0013]
在本申请的一些实施例中,在步骤s1中,对各所述铝合金薄板进行脱氧化膜处理。
[0014]
在本申请的一些实施例中,在s1和s2步骤之间,将两块所述铝合金薄板设置于所述电阻焊机的上、下电极之间,并通过电阻检测装置获取两块所述铝合金薄板的接触电阻值。
[0015]
在本申请的一些实施例中,所述电阻检测装置的探测头分别与所述上、下所述电极相连接。
[0016]
在本申请的一些实施例中,获取至少5个接触电阻值,计算平均接触电阻值,当所述平均接触电阻值大于预定接触电阻值时,更换至少一块所述铝合金薄板。
[0017]
在本申请的一些实施例中,在s4步骤中,采用退步焊法进行焊接。
[0018]
本发明提供一种铝合金薄板的电阻焊方法,与现有技术相比,其有益效果在于:
[0019]
本发明提供的铝合金薄板的电阻焊方法包括对各铝合金薄板进行脱油处理,在两块铝合金薄板的焊接面之间形成粘合剂层,其中,粘合剂层覆盖焊接面,将两块铝合金薄板
设置于电阻焊机的上、下电极之间,通过电阻焊机焊接两块铝合金薄板。基于上述方法,脱油处理可去除铝合金薄板表面因油封而残留的油脂,粘合剂层可在两块铝合金薄板的焊接面之间形成密封,从而提高了铝合金薄板焊接时的密封性,进而提高了焊接后的铝合金工件质量,使其不易变形。
附图说明
[0020]
图1为本发明实施例的铝合金薄板的电阻焊方法的流程示意图;
[0021]
图2为本发明实施例的铝合金薄板的电阻焊方法中获取两块铝合金薄板的接触电阻值的示意图。
[0022]
图中:1、铝合金薄板;2、电极;3、电阻检测装置。
具体实施方式
[0023]
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0024]
需要理解的是,在本申请的描述中,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,也即,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。此外,除非另有说明,“多个”的含义是两个或两个以上。
[0025]
需要说明的是,在本申请的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
[0026]
需要强调的是,本申请中的铝合金薄板是指厚度为1-10mm的铝合金板。
[0027]
如图1所示,本发明实施例提供了一种铝合金薄板1的电阻焊方法,其包括如下步骤:
[0028]
s1、对各铝合金薄板1进行脱油处理;
[0029]
s2、在两块铝合金薄板1的焊接面之间形成粘合剂层,其中,粘合剂层覆盖焊接面;
[0030]
s3、将两块铝合金薄板1设置于电阻焊机的上、下电极2之间;
[0031]
s4、通过电阻焊机焊接两块铝合金薄板1。
[0032]
基于上述方法,脱油处理可去除铝合金薄板1表面因油封而残留的油脂,粘合剂层可在两块铝合金薄板1的焊接面之间形成密封,从而提高了铝合金薄板1焊接时的密封性,进而提高了焊接后的铝合金工件质量,使其不易变形。
[0033]
可选地,如图1所示,在本实施例中,s2步骤中,粘合剂层由粘合剂涂覆形成。需要
强调的是,粘合剂涂覆时覆盖全部焊接面,并且,粘合剂涂覆后的后续步骤优选在2小时内完成,以防止粘合剂层凝固。
[0034]
可选地,如图1所示,在本实施例中,粘合剂层的厚度为0.5mm-1mm。
[0035]
可选地,如图1所示,在本实施例中,铝合金薄板1的厚度为1-3mm。
[0036]
可选地,如图1所示,在本实施例中,在步骤s1中,还包括以下步骤:
[0037]
s101、对各铝合金薄板1进行脱氧化膜处理。如此,可进一步清洁铝合金薄板1。
[0038]
可选地,如图1和图2所示,在本实施例中,在s1和s2步骤之间,还包括以下步骤:
[0039]
s102、将两块铝合金薄板1设置于电阻焊机的上、下电极2之间,并通过电阻检测装置3获取两块铝合金薄板1的接触电阻值。基于此,通过电阻检测装置3获取接触电阻值可检测铝合金薄板1的焊接面有无杂质或污染物。
[0040]
可选地,如图2所示,在本实施例中,电阻检测装置3采用微欧计。
[0041]
可选地,如图2所示,在本实施例中,在步骤s102中,电阻检测装置3的探测头分别与上、下电极2相连接。如此,通过电阻检测装置3获取接触电阻值不仅可检测铝合金薄板1的焊接面有无杂质或污染物,还可检测电阻焊机的上、下电极2和与其接触的铝合金薄板1之间有无杂质或污染物。
[0042]
可选地,如图1和图2所示,在本实施例中,在s1和s2步骤之间,还包括以下步骤:
[0043]
s103、获取至少5个接触电阻值,计算平均接触电阻值,当平均接触电阻值大于预定接触电阻值时,更换至少一块铝合金薄板1。具体地,预定接触电阻值为150μω,当平均接触电阻值大于预定接触电阻值时,更换至少一块铝合金薄板1再重复上述检测接触电阻值的步骤,直至平均接触电阻值小于预定接触电阻值再对更换后的铝合金薄板1进行焊接,有利于进一步提高铝合金工件的质量。
[0044]
需要强调的是,平均接触电阻值的最佳范围为20μω~60μω。
[0045]
可选地,在本实施例中,在s4步骤中,采用退步焊法进行焊接。
[0046]
综上,本发明实施例提供了一种铝合金薄板1的电阻焊方法,其主要包括对各铝合金薄板1进行脱油处理,在两块铝合金薄板1的焊接面之间形成粘合剂层,其中,粘合剂层覆盖焊接面,将两块铝合金薄板1设置于电阻焊机的上、下电极2之间,通过电阻焊机焊接两块铝合金薄板1。与现有技术相比,该铝合金薄板1的电阻焊方法具有密封性较好、铝合金工件不易变形等优点。
[0047]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1