折弯模具的制作方法
1.本发明属于冲压模具技术领域,具体是一种折弯模具。
背景技术:
2.随着电视机、平板等无边框结构产品的流行,背板零件的前左右三边折弯结构必须带有向产品内侧的反折,如图1和图2所示电视机背板1上的反折内勾2。根据产品结构的需求和折弯边外观要求,相比较传统的折弯工艺,模具必须进行相应改进。
3.对于类似的零件结构,目前采用的折弯方式是侧拉式滑块,即产品直边和角上都使用侧拉滑块。此方案虽然可以实现角上的折弯,但是由于所有滑块同时运动,x、y方向滑块会较晚入模,两个角上45
°
滑块率先接触产品进行折弯,这会导致折弯开始的不同步,从而导致模印问题。此模印问题在实际调试过程中,需要进行多次的修改,且无法完全消除。
4.另外要实现角上两个45
°
滑块的运动,既要设计插刀(驱动装置),又要设计压块(导正和固定装置),这会导致折弯块尺寸太大,模具结构过于复杂,加工量较大,也不利于模具的装配调试和后续维护。
5.目前的方案还存在另一个问题,由于产品内部退料装置也需要设计水平运动的滑块,需要在模板上加工必要的插刀孔和弹簧孔等,这会导致模板强度较差,可能会影响模具的稳定性。
技术实现要素:
6.本发明提出一种折弯模具,实现产品侧面周向折弯的同步进行,从而消除因折弯不同步导致的模印问题。
7.为了达到上述技术目的,本发明采用以下技术方案,一种折弯模具,包括上模和下模,所述下模包括:下模座,其固定设置;下模板,其设在所述下模座的上方并可沿模具开合模方向上下运动;侧部退料组件,其位于所述下模板的侧部外侧,用于产品反折内勾折弯成型时对产品侧部压料;角部退料组件,其位于所述下模板的角部外侧,用于产品反折内勾折弯成型时对产品角部压料;侧部折弯组件,其位于所述侧部退料组件的外侧,用于产品反折内勾折弯成型时对产品侧部折弯;角部折弯组件,其位于所述角部退料组件的外侧,用于产品反折内勾折弯成型时对产品角部折弯;所述折弯模具合模时,所述下模板在所述上模的压力下向下运动驱动所述侧部退料组件及所述角部退料组件对产品侧部及角部同步压料,所述上模向下运动驱动所述侧部折弯组件及所述角部折弯组件对产品侧部及角部同步折弯。
8.所述下模板包括:下模板本体;下止挡板,其设在所述下模板本体的下方并与所述下模板本体固连为一体;所述侧部退料组件位于所述下模板本体的侧部外侧,所述角部退料组件位于所述下模板本体的角部外侧。
9.所述侧部退料组件包括:侧部退料滑块,其可水平滑动地设在所述下止挡板上以靠近或远离所述下模板本体的侧部;侧部退料插刀,其固定设置在所述下模座上并位于所述侧部退料滑块的内侧;侧部退料复位部件,其设在所述下模板本体或所述下止挡板上,用于驱动所述侧部退料滑块复位;所述侧部退料插刀和所述侧部退料滑块具有相互配合的倾斜导向部,以在所述下模板向下运动时所述侧部退料插刀推动所述侧部退料滑块实现滑动,进而拉伸或压缩所述侧部退料复位部件。
10.所述角部退料组件包括:角部退料滑块,其可水平滑动地设在所述下模板本体上以靠近或远离所述下模板本体的角部;角部退料复位部件,其设在所述下模板本体或所述下止挡板上,用于驱动所述角部退料滑块复位;所述角部退料滑块抵靠在相邻两所述侧部退料滑块的两相邻端面上,所述侧部退料滑块向远离所述下模板本体的侧部方向滑动时,推动所述角部退料滑块远离所述下模板本体的角部方向滑动。
11.所述角部退料滑块与所述侧部退料滑块的抵靠面为滑动配合的斜面。
12.所述侧部折弯组件包括:折弯插刀,其设在所述下模座的上方并可沿模具开合模方向上下运动;折弯滑块,其上设有侧部折弯冲头,所述折弯滑块可水平滑动地设在所述下模座上以使所述侧部折弯冲头靠近或远离所述侧部退料滑块;侧部折弯复位部件,其设在所述下模座上,用于驱动所述折弯滑块复位;所述折弯插刀和所述折弯滑块具有相互配合的倾斜导向部,以在所述上模向下运动时所述折弯插刀推动所述折弯滑块实现滑动,进而拉伸或压缩所述侧部折弯复位部件。
13.所述角部折弯组件包括:角部折弯冲头,其可向远离或靠近所述角部退料滑块的方向滑动,所述角部折弯冲头位于相邻两所述折弯滑块的内侧,且其外侧面同时抵靠在两所述折弯滑块上;可伸缩连接部件,其将所述角部折弯冲头活动连接在与所述角部折弯冲头相邻的其中一所述侧部折弯冲头的端部上,使所述角部折弯冲头与所述折弯滑块同步滑动,同时驱动所述角部折弯冲头可相对所述侧部折弯冲头靠近或远离滑动。
14.所述角部折弯冲头和所述侧部折弯冲头配置为在同步滑动过程中,所述角部折弯冲头的冲压面和所述侧部折弯冲头的冲压面始终共面。
15.相邻两所述折弯滑块之间固设有导轨,所述导轨位于相邻两所述折弯滑块的相邻
端上方且与所述折弯滑块均导向配合。
16.所述下模座上还固设有与所述折弯滑块对应设置的靠刀,所述靠刀位于所述折弯滑块的外侧,用于限定出所述折弯滑块远离所述侧部退料滑块的最大滑动距离,所述侧部折弯复位部件安装在所述靠刀上。
17.与现有技术相比,本发明具有以下优点和积极效果:本发明下模的下模板可沿模具开合模方向上下运动,通过模具合模时下模板的向下运动驱动侧部退料组件及角部退料组件对产品侧部及角部同步压料,同时通过上模的向下运动驱动侧部折弯组件及角部折弯组件对产品侧部及角部同步折,从而实现产品周向侧面反折内勾同步折弯成型,消除了因折弯不同步导致的模印问题。
附图说明
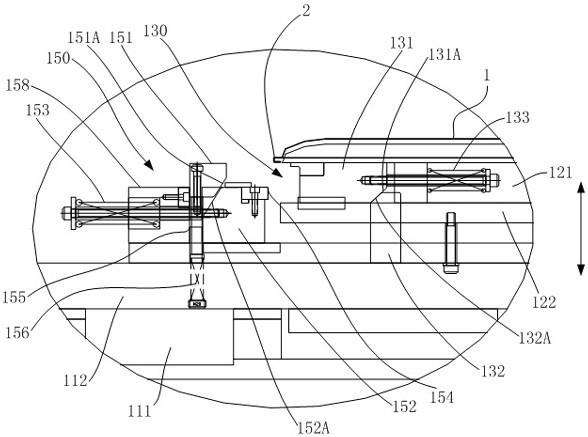
18.图1为现有技术中电视机背板立体图;图2为图1中的“i”部分放大图;图3为根据实施例的折弯模具结构示意图;图4为图3中的“i
”ꢀ
部分放大图;图5为根据实施例的折弯模具侧部退料组件和角部退料组件整体排布结构图;图6为图5中的“i
”ꢀ
部分放大图;图7为根据实施例的折弯模具侧部折弯组件和角部折弯组件整体排布结构图;图8为图7中的“i
”ꢀ
部分放大图。
19.附图标记:1-产品;2-反折内勾;100-下模;110-下模座;111-下模座本体;112-下夹板;120-下模板;121-下模板本体;122-下止挡板;130-侧部退料组件;131-侧部退料滑块;131a-第一导向斜面;131b-端面;132-侧部退料插刀;132a-第二导向斜面;133-侧部退料复位部件;140-角部退料组件;141-角部退料滑块;142-角部退料复位部件;150-侧部折弯组件;151-折弯插刀;151a-第三导向斜面;152-折弯滑块;152a-第四导向斜面;153-侧部折弯复位部件;154-侧部折弯冲头;154a-冲压面;155-浮升固定销;156-弹簧件;157-导轨;158-靠刀;159-滑道;160-角部折弯组件;161-角部折弯冲头;161a-冲压面;162-可伸缩连接部件。
具体实施方式
20.下面结合附图对本发明的具体实施方式作进一步详细地说明。
21.参照图3至图8,本实施例折弯模具,包括上模和下模100,其中上模结构同现有技术,图中省略。下模100包括下模座110、下模板120、侧部退料组件130、角部退料组件140、侧部折弯组件150和角部折弯组件160;下模座110固定设置,下模板120设在下模座110的上方并可沿模具开合模方向(即图3和图4中箭头所示方向)上下运动;侧部退料组件130位于下模板120的侧部外侧,用于产品反折内勾折弯成型时对产品侧部(即图1中a部)压料;角部退料组件140位于下模板120的角部外侧,用于产品反折内勾折弯成型时对产品角部(即图1中相邻a部之间的夹角部)压料;侧部折弯组件150位于侧部退料组件130的外侧,用于产品反折内勾折弯成型时对产品侧部折弯;角部折弯组件160位于角部退料组件140的外侧,用于产品反折内勾折弯成型时对产品角部折弯;本实施例折弯模具合模时,下模板120在上模的
压力下向下运动驱动侧部退料组件130及角部退料组件140对产品侧部及角部同步压料,上模向下运动驱动侧部折弯组件150及角部折弯组件160对产品侧部及角部同步折弯。
22.具体地,本实施例中下模板120通过多个弹簧与下模座110连接,同时下模座110上设置等高套筒、导柱对下模板120的上下运动进行限位和导向。
23.本实施例以产品1为电视机后背板,且其三个侧部(即图1中的3个a部)均需要折弯形成反折内勾,则侧部退料组件130、侧部折弯组件150数量均为3个,均与产品1的三个a部一一对应,角部退料组件140的数量为2个,分别位于两相邻的侧部退料组件130之间,角部折弯组件160的数量为2个,分别位于两相邻的侧部折弯组件150之间。
24.本实施例折弯模具工作时,产品1朝下放置在下模板120上,对于成型反折内勾的产品1而言,侧部退料组件130和角部退料组件140位于产品1的侧部内侧,侧部折弯组件150和角部折弯组件160位于产品1的侧部外侧;上模跟随压力机向下运动至上下模接触时,此时由于上模的弹簧力比较大,下模板120与下模座110之间的弹簧先被压缩,下模板120在上模的压力下先向下运动,下模板120向下运动时,驱动侧部退料组件130及角部退料组件140对产品侧部及角部同步压料,当下模板120向下运动至极限位置,上模继续向下运动驱动侧部折弯组件150及角部折弯组件160对产品侧部及角部同步折弯至折弯动作完成。
25.进一步地,如图3和图4所示,本实施例中下模板120包括下模板本体121和下止挡板122,下止挡板122设在下模板本体121的下方并与下模板本体121固连为一体;通常下模板本体121由多块小块板体拼合而成,下止挡板122为一整体板,其面积大于下模板本体121,使由多个小块板体拼合而成的下模板本体121构成一个整体。则此时在本实施例中,侧部退料组件130位于下模板本体121的侧部外侧,角部退料组件140位于下模板本体121的角部外侧。
26.参照图3和图4,侧部退料组件130具体包括侧部退料滑块131、侧部退料插刀132和侧部退料复位部件133,侧部退料滑块131可水平滑动地设在下止挡板上122以靠近或远离下模板本体121的侧部,侧部退料插刀132固定设置在下模座110上并位于侧部退料滑块131的内侧下方;侧部退料复位部件133设在下模板本体121或下止挡板122上,用于驱动侧部退料滑块131复位;侧部退料插刀132和侧部退料滑块131具有相互配合的倾斜导向部。
27.本实施例中,相互配合的倾斜导向部包括图4所示侧部退料滑块131上的第一导向斜面131a和侧部退料插刀132上的第二导向斜面132a,侧部退料滑块131和侧部退料插刀132接触时,第一导向斜面131a和第二导向斜面132a适配贴合,则在下模板120向下运动时,带动侧部退料滑块131向下运动至其接触到侧部退料插刀132时,由于侧部退料滑块131和侧部退料插刀132通过第一导向斜面131a和第二导向斜面132a接触,侧部退料滑块131可滑动,侧部退料插刀132固定不动,则侧部退料插刀132推动侧部退料滑块131实现滑动,进而拉伸或压缩侧部退料复位部件133,以产生对侧部退料滑块131的复位拉力或推力。参照图4,侧部退料复位部件133为复位弹簧,其安装在下模板本体121上,且其一端连接在侧部退料滑块131上并位于侧部退料滑块131的内侧,这样可以使模具结构紧凑,利于减小模具体积。
28.参照图5和图6,本实施例中角部退料组件140包括角部退料滑块141和角部退料复位部件142,角部退料滑块141可水平滑动地设在下模板本体121上以可滑动靠近或远离下模板本体121的角部;角部退料复位部件142设在下模板本体121或下止挡板122上,用于驱
动角部退料滑块141复位;角部退料滑块141抵靠在相邻两侧部退料滑块131的两相邻端面131b上,即角部退料滑块141与一侧的侧部退料滑块131的端面131b相抵靠,同时还与相邻的另一侧部退料滑块131的端面131b相抵靠,则在侧部退料滑块131向远离下模板本体121的侧部方向滑动时,推动角部退料滑块141向远离下模板本体121的角部方向滑动,从而实现角部退料组件140和侧部退料组件130的同步压料。
29.进一步优选地,角部退料滑块141近似直角三角形,侧部退料滑块131的端面131b具有斜面部,角部退料滑块141与侧部退料滑块131的抵靠面为滑动配合的斜面,如图5和图6所示。则角部退料滑块141的滑动直接由两侧的侧部退料滑块131驱动,可以省略设置插刀结构驱动角部退料滑块141滑动,从而简化模具结构,降低模具成本。
30.对于侧部折弯组件150,具体地,参照图3和图4,其包括折弯折弯插刀151、折弯滑块152和侧部折弯复位部件153,折弯插刀151设在下模座110的上方并可沿模具开合模方向上下运动;折弯滑块152上设有侧部折弯冲头154,折弯滑块152可水平滑动地设在下模座110上以使侧部折弯冲头154滑动靠近或远离侧部退料滑块131;侧部折弯复位部件153其设在下模座110上,用于驱动折弯滑块152复位。
31.折弯插刀151和折弯滑块152具有相互配合的倾斜导向部,相互配合的倾斜导向部包括图4所示折弯插刀151上的第三导向斜面151a和折弯滑块152上的第四导向斜面152a,折弯插刀151和折弯滑块152接触时,第三导向斜面151a和第四导向斜面152a适配贴合,则在上模向下运动至接触折弯插刀151时,上模压着折弯插刀151继续向下运动,当折弯插刀151的第三导向斜面151a与折弯滑块152的第四导向斜面152a接触时,由于折弯滑块152可滑动,折弯插刀151会推动折弯滑块152水平向内运动,进而拉伸或压缩侧部折弯复位部件153,以产生对折弯滑块151产生复位拉力或推力。
32.具体地,如图4所示,本实施例中在下模座110上竖向安装有浮升固定销155,折弯插刀151通过螺丝紧固在浮升固定销155的顶面螺纹孔内。为实现开模后折弯插刀151的自动复位,在下模座110还竖向安装有弹簧件156,浮升固定销155的底端连接或支撑在弹簧件156的顶端上,当折弯插刀151随上模向下运动时,通过浮升固定销155压缩弹簧件156,进而在弹簧件156的弹性复位力下开模时折弯插刀151可实现自动复位。
33.本实施例中,参照图7和图8,角部折弯组件160包括角部折弯冲头161和可伸缩连接部件162,角部折弯冲头161可向远离或靠近角部退料滑块132的方向水平滑动,角部折弯冲头161位于相邻两折弯滑块152的内侧,且其外侧面同时抵靠在两折弯滑块152上;可伸缩连接部件162将角部折弯冲头161活动连接在与角部折弯冲头161相邻的其中一侧部折弯冲头154的端部上,使得该侧部折弯冲头154所在折弯滑块152滑动时同步带动角部折弯冲头161滑动,进而实现侧部折弯组件150和角部折弯组件160同步折弯。则角部折弯冲头161的滑动直接由两侧的侧部折弯滑块154驱动,可以省略设置插刀结构,从而简化模具结构,降低模具成本。
34.由于侧部折弯组件150和角部折弯组件160同步折弯过程中,必须保证侧部折弯冲头154和角部折弯冲头161所谓成的冲压轮廓与产品侧部轮廓相适配,则可伸缩连接部件162还必须能够驱动角部折弯冲头161可相对侧部折弯冲头154靠近或远离滑动,如在合模折弯时,折弯滑块152带动侧部折弯冲头154及其所连接的角部折弯冲头161同步向内收缩滑动时,为避免角部折弯冲头161与另一相邻的侧部折弯冲头154干涉,则此时可伸缩连接
部件162拉动角部折弯冲头161缩回靠近其所连接的侧部折弯冲头154,以避让另一侧部折弯冲头154。
35.具体地,可伸缩连接部件162在本实施例中为弹簧,使用弹簧结构简单,易于安装且无需额外能源动力和控制。当然,其还可以为油缸、气缸等可以实现伸缩的部件。
36.另外进一步地,角部折弯冲头161和侧部折弯冲头154配置为在同步滑动过程中,角部折弯冲头161的冲压面161a和侧部折弯冲头154的冲压面154a始终共面,以有效保证角部折弯冲头161和侧部折弯冲头154同步折弯。具体地,如图8所示,在侧部折弯冲头154上形成有形成有一缺口状滑道159,角部折弯冲头161的一端对应插入此滑道159内,此滑道对角部折弯冲头161起到限位的作用,使其不会在侧部折弯冲头154的滑动方向上相对侧部折弯冲头154移动,进而保证角部折弯冲头161的冲压面161a和侧部折弯冲头154的冲压面154a始终共面。
37.参照图7和图8,相邻两折弯滑块152之间固设有导轨157,导轨157位于相邻两折弯滑块152的相邻端上方且与折弯滑块152导向配合。一方面,导轨157对折弯滑块152进行限位,使折弯滑块152的滑动方向一定,避免产生晃动,比如左侧的竖直折弯滑块152只能左右水平滑动,下部的水平折弯滑块152只能上下水平滑动;另一方面,导轨157位于折弯滑块152的上方,可以将折弯滑块152限制在下模座110上,防止其脱离下模座110,保证滑块滑动运行可靠。
38.另外,参照图4,在下模座110上还固设有与折弯滑块152对应设置的靠刀158,靠刀158位于折弯滑块152的外侧,用于限定出折弯滑块152远离侧部退料滑块131的最大滑动距离,侧部折弯复位部件153安装在靠刀158上。一方面,靠刀158起到对折弯滑块152在滑动方向上的限位作用,当折弯滑块152随上模开模动作向远离侧部退料滑块131的方向滑动至碰到靠刀158时,折弯滑块152向外滑动到位。本实施例中侧部折弯复位部件153为水平安装在靠刀158上的弹簧,且位于折弯滑块152的外侧,弹簧的内端连接在折弯滑块152上。
39.本实施例中,下模座110具体包括下模座本体111和位于下模座本体111上方的下夹板112,下夹板112和下模座本体111固连为一体且面积小于下模座本体111。折弯滑块152、靠刀158、折弯插刀151具体设置在下夹板112上,弹簧件156设置在下模座本体111上。
40.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1