一种镁合金挤压型材热矫直-时效一体化处理方法及其装置与流程
1.本发明属于镁合金技术领域,具体涉及一种镁合金挤压型材热矫直-时效一体化处理方法及其装置。
背景技术:
2.镁合金作为轻金属结构材料,在汽车、轨交、航空航天等领域具有广泛的应用前景。热挤压是镁合金塑性变形加工方式中最主要的方式之一,通过挤压可得到各种板棒材、管材和型材,包括外轮廓复杂的空腔体的各类型材。在挤压镁合金管材、棒材和型材过程中,由于各种工艺条件限制,常因为坯料内部组织均匀性不好、温度分布的不均、模具设计偏差等众多因素,已经挤压后在外力的作用和冷却速度不均匀等影响下,使得挤压型材制品发生弯曲或扭曲,其直线度往往并不理想,严重影响成品率,为了获得尺寸精度满足使用要求的挤压型材必须对其进行矫直。
3.由于工业应用时对合金制品表面质量要求较高,为减少镁合金挤压型材表面划伤,一般需要采用矫直机进行张力矫直;尤其是具有复杂断面的合金型材,比较适合的为拉伸矫直。但镁合金在常温下拉伸变形抗力大、塑性变形能力差,当材料原始弯曲度较大时,若采用室温拉伸矫直,其矫直回弹大有时甚至导致材料断裂。因此需要将镁合金材料加热到一定温度才能进行拉伸矫直。
4.矫直后的挤压型材为了进一步提高挤压型材的力学性能,往往还需要进行时效热处理,即在某一温度下通过保温一定时间后,在型材的内部组织中形成系列细小弥散的强化相等来进一步提高型材的强度水平。
5.镁合金挤压型材加热通过矫直机构进行矫直,然后在时效炉中进行时效热处理,最终获得相应的挤压型材产品。
6.对比镁合金材料拉伸矫直的加热方式,目前镁合金材料的拉伸矫直设备主要有两大类:
7.1、将镁合金材料先放入加热炉中加热至预定温度,再将其转移到拉伸矫直机上进行拉伸矫直。
8.该工艺的主要问题是:从加热炉取出后转移到拉伸矫直机的过程中,由于镁合金的热传导性较好,材料本身的温度下降极快,因此不得不提高前段的加热温度值。该方法增加能耗,工序繁多,增加生产成本,而且材料易产生热变形,材料的组织在过高温度下易发生晶粒长大,导致材料性能严重恶化。
9.2、在拉伸矫直机上对镁合金材料进行在线加热和矫直,当前主要方式如下:
10.⑴
电阻炉加热方式:为拉伸区域外置一个加热腔体,即将挤压型材的整个拉伸矫直区域置于电阻加热炉中整体电阻加热。如中国专利申请号201710455959.8提出的拉伸矫直机,外腔壁布置电阻丝进行加热,其加热原理是由外壁向中心进行辐射传热。该方法的主要问题是:若待矫直的镁合金材料的弯曲度比较大时,原弯曲挠度大的部分距腔壁近,受到热辐射量高,温度偏高,而接近中心线的部分距腔壁远,受到的热辐射量少,温度偏低,因此
也必将导致整个材料的加热不均,型材的整体受热均匀性较难保证,拉伸矫直时由于温度不均导致矫直效果不理想。同时,电阻加热的时间一般比较长才能达到拉伸矫直所需的预热均温温度,加热效率较低,因此受到很大的限制。
11.⑵
直流电加热方式:在两端夹具上增设正、负电极,将镁合金材料作为电阻,采用低电压大电流的方式将镁合金材料加热到所需温度再进行拉伸矫直,如中国专利申请号201110194347.0用于镁合金挤压材在线加热矫直工艺的拉伸矫直装置、中国专利申请号201210392031.7镁合金快速时效与拉伸矫直同步复合工艺等,都是用这种方式。该方法的主要问题是:
12.①
若镁合金材料的截面不均匀,比如管材壁厚不均、各种不规则截面的型材,根据物理规律,当电流向着电阻最小的路径流动时,必将导致整个型材截面不同部位被加热的温度不一致;另外,截面心部散热慢、外表面散热快,导致芯部温度一般偏高。不同温度区域的温塑性不同,抗拉强度不同,严重影响拉矫效果;
13.②
镁合金的导电性强,单位电阻低,容易出现镁材未到温度,而夹具的温度已过高的情况。因此,单一电加热的方式存在自身的弊端。
14.③
电加热过程中,型材由于自身重量的影响,发生型材长度方向的中心往下坠弯的现象,导致矫直的断面不均匀,且存在中心往下弯曲的现象。
15.矫直后的挤压型材冷却到室温备用后,为了提高挤压型材的力学性能,往往还需要进行适当的时效热处理,即重新加热到某一温度下通过保温一定时间后,在型材的内部组织中形成强化相来提高型材的最终强度水平。常规的时效处理程序中,重新加热过程既浪费了重新加热的预热时间,还浪费消耗了能源,并且这种一般加热保温条件下,其时效时间一般较长,能耗高、效率低。另外还经常在再加热过程中已拉伸矫直材料又发生受热弯曲的现象。
16.而中国专利申请号201210392031.7镁合金快速时效与拉伸矫直同步复合工艺提到,先通电将镁合金工件加热至170~250℃、保温20~40min,再对镁合金工件进行拉伸矫直,拉伸矫直完成后松开镁合金工件,镁合金工件自然冷却。该方法除了存在上述电加热本身的弊端外,先进行时效强化再进行拉伸矫直,也存在明显的弊端。一方面,先时效强化后的镁合金一般其强度都明显提高、塑性明显降低,拉伸矫直过程所需矫直抗力明显增加,导致矫直力上升、矫直回弹明显增大,既浪费了拉伸所用能源,也使得矫直成功率明显降低(回弹或拉断)。另一方面,由于矫直后没有时效热处理过程,拉伸矫直的残余应力过大,材料后期使用存在隐患。因此需要进一步优化。
技术实现要素:
17.本发明的目的在于提供一种镁合金挤压型材热矫直-时效一体化处理方法及其装置,解决了现有挤压型材制备过程中加热效率不高、加热型材均匀性不好、加热前的挤压型材自重易导致挠度增加,以及时效处理时间流程长、时效后型材又发生弯曲现象等一系列问题,并实现拉伸矫直和时效处理工艺一体化加工处理。
18.为达到上述目的,本发明的技术方案是:
19.一种镁合金挤压型材热矫直-时效一体化装置,包括:基座,其顶面沿长度方向设有导轨;拉伸矫直机,包括两辆小车,设置于所述基座导轨上两端,该两辆小车上分别设有
夹持挤压型材的可导电夹头,所述可导电夹头通过电源线连接直流电源发生装置;绝热保温箱,设置于所述基座上,位于两辆小车之间;绝热保温箱包括上、下箱体及若干通入绝热保温箱内的热风导入管道和热风导出管道,所述热风导入管道和热风导出管道连接至热风发生器;所述下箱体内设可升降的支撑平台、升降调节驱动装置;控制器,所述直流电源发生装置、热风发生器、升降调节驱动装置和拉伸矫直机均连接该控制器。
20.本发明所述的镁合金挤压型材热矫直-时效一体化处理方法,其包括如下步骤:
21.1)镁合金型材穿过所述绝热保温箱,镁合金型材两端由两辆小车上的可导电夹头夹持,一辆小车固定在导轨上,另一辆小车控制产生拉伸力矫直镁合金型材;
22.2)绝热保温箱下箱体内的支撑平台上升接触托住所述镁合金型材底面;
23.3)打开直流电源发生装置,可导电夹头通电预热镁合金型材至设定矫直处理温度;
24.4)用热风均匀化保温处理镁合金型材至设置的矫直处理温度;
25.5)调节绝热保温箱下箱体内的支撑平台,接触托住拉直后的镁合金型材底面;
26.6)拉伸矫直机拉伸镁合金型材做矫直处理并保持夹持;
27.7)调节绝热保温箱下箱体内的支撑平台到拉直后的镁合金型材底面;
28.8)可导电夹头通电加热镁合金型材,温度调整至时效处理温度;
29.9)调节热风温度,使绝热保温箱内温度至时效处理温度并保温,完成矫直-时效一体化处理工艺。
30.在本发明所述的镁合金挤压型材热矫直-时效一体化处理方法及其装置中:
31.1、镁合金挤压型材的加热、矫直处理装置:
32.本发明采用电加热,是一个快速有效的加热方式,为了减少热量损失,故配备一个腔体,外置保温材料防止热量散失太快。电加热装置是通过在矫直机的固定夹头和移动夹头分别都设置导电夹头,并连接铜排作为电流输入端口,铜排串联电流发生器。工作时,夹住待拉伸矫直的挤压型材两头,输入大电流,通过挤压型材的电阻发生热量来为型材本身加温。
33.由于电流在复杂截面的分布密度不均匀,因此单独靠电加热,型材温度存在明显不均,这是拉伸矫直的非均匀性变形的隐患,后续会导致变形不均匀。为了提高型材各部位包括断面不同形状和厚度的各个部位的温度均匀性,本发明方案提出引入分散循环热风幕布进行分散加热。一般考虑在型材外部设置保温罩,罩体用绝热材料进行填充保温。但是罩体的温度可能需要提升温度,想要单纯靠电加热的热量进行保温达到均温,非常困难,因此需要其他预热保温的途径介入以实现型材均温。本发明方案中新设计热风幕循环流动空气对已被电流快速预热的挤压型材进行持续预热和均匀保温。
34.热风分散加热,指通过热风发生器产生目标温度的热风,通过热风导入管道将目标温度的热风鼓送到沿基座导轨长度方向设置的绝热保温箱内的各个区段底部,对各个区段的绝热保温箱和型材进行均温加热,热风从这些管道输入绝热保温箱,包裹挤压型材,然后流动到绝热保温箱上方由热风导出管道再导回到热风发生器,经过热风发生器补充加热到目标温度,再循环输送入绝热保温箱使用,即为拉伸区域外置一个相对密封的腔体,采用热风发生器向绝热保温箱腔体内鼓热风的方式,将已经电加热预热的待矫直的镁合金型材整体均匀地加热到目标温度。
35.带防弯支撑平台,其上设置升降机构,实现将绝热保温箱的下内表面的高度通过上下升降装置调节到与拉伸矫直机钳口一致的高度。当挤压型材被钳口夹住后,调整保温炉体的高度,保持绝热保温箱下内表面与型材底端面高度一致,可让型材各部分得到支撑,防止在加热过程中型材下坠变弯曲,从而防止型材直度发生恶化。
36.2、在线拉伸矫直与快速时效处理工艺:
37.做拉伸矫直处理后,保持夹头夹住挤压型材,对型材继续进行电加热和热风幕加热保温,并调节温度到时效处理相应的温度范围,进行时效保温处理。
38.处理过程中,电加热能够促进合金元素的扩散,加速时效热处理的相沉淀速度,有利于时效的效果和效率。
39.同时,利用拉伸矫直机对镁挤压型材产生一定的温塑性变形,在线矫直中的温塑性变形能诱导镁挤压型材中的合金元素的扩散、促进时效析出,通过矫直产生的应变来加快时效,可提升镁合金挤压材的时效效果,使镁型材强度大幅增加。
40.优选的,步骤3)中,可导电夹头通电预热镁合金型材,其设定矫直处理温度范围为50-500℃;
41.优选的,步骤4)中,用热风均匀化保温处理镁合金型材至设置的矫直处理温度范围为50-500℃;
42.优选的,步骤8)、步骤9)中,所述时效处理温度范围为50-250℃,保温处理时间为0.1-8小时。
43.本发明的创新在于:
44.一,设计了一种挤压型材拉伸矫直和时效一体化装置:该装置的创新在于:一方面,使用电加热,加快预热速度,提高了预热的效率;另一方面,在拉伸矫直机上使用热气流对型材进行均温,对镁合金材料(适用性很好,不论是棒材、管材或型材)进行整体均匀加热;另外,为了减小拉伸过长导致型材发生弯曲,针对性地设置了一个绝热体平台,支撑型材减小弯曲并实时检验平直度。
45.二,本发明提出了一种新的挤压矫直与时效一体化工艺:一方面,通过集成一体,实现了多工艺多装置的复合;同时,通过双重利用加热电流和拉伸矫直应变对材质的元素原子扩散效率的增加提升作用,获得了时效加速析出过程,提高了时效处理效率;另外,也通过设置平台,防止了时效处理加热过程对直线度的破坏,保证了时效后挤压型材仍然保持较高的精度。
46.本发明的有益效果:
47.1)本发明使用电加热,预热速度加快;用热气流对型材进行均温,整体加热均匀,两者合二为一,提高了矫直前预热的效率。
48.2)结合了电加热和热气流加热,避免了单一电加热由于截面复杂电流密度不均而导致温度不均的问题,也解决了气流加热温度提升缓慢的问题;突出的优点是可以应对更复杂截面的挤压型材矫直前的升温均匀性问题,保证复杂型材的温度均匀性和加热高效性。
49.3)解决了加热过程中挤压型材下坠弯曲、以及矫直后热处理过程型材重新发生热弯的问题,制备的挤压型材获得了更好的强度和平直度。
50.4)在线矫直中的温塑性变形能诱导镁挤压型材的时效析出,通过矫直产生的应变
来加快时效,可提升镁合金挤压材的时效效果,使镁型材强度增加;同时时效附加在拉伸矫直后面在线进行,可以降低时效加热的热弯曲变形,更好的保持矫直效果、保证型材的平直度。
51.5)将镁合金材料矫直所需的“均匀加热”、“拉伸矫直”以及“时效处理”三个工序互补地结合为一体,能够更精确地按预定的温度对镁合金材料进行拉伸矫直和时效热处理,缩短了工序,降低了能耗,同时明显地提高了加工处理效率、减低了矫直/时效处理后的应变变形等,能批次处理、高效地获得更加平直的产品。
附图说明
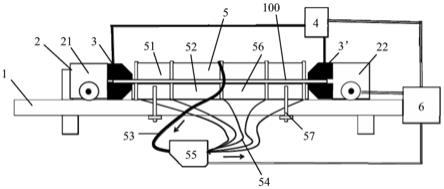
52.图1为本发明所述镁合金挤压型材热矫直-时效一体化装置的结构示意图。
具体实施方式
53.下面通过实施例对本发明的技术方案作详细说明,本实施例在本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明需保护的范围不仅仅限于下述的实施例。
54.参见图1,本发明所述的镁合金挤压型材热矫直-时效一体化装置,其包括:
55.基座1,其顶面沿长度方向设有导轨;
56.拉伸矫直机2,包括两辆小车21、22,设置于所述基座1导轨上两端,其中,小车21固定、小车22带有可产生矫直力的拉伸驱动装置;该两辆小车21、22上分别设有夹持挤压型材100的可导电夹头3、3’,所述可导电夹头3、3’通过电源线连接直流电源发生装置4;
57.绝热保温箱5,设置于所述基座1上,位于两辆小车21、22之间;绝热保温箱5包括上箱体51、下箱体52及若干通入绝热保温箱5内的热风导入管道53和热风导出管道54,所述热风导入管道53和热风导出管道54连接至热风发生器55;所述下箱体52内设可升降的支撑平台56、升降调节支柱及驱动装置57;
58.控制器6,所述拉伸矫直机小车、直流电源发生装置、热风发生器、升降调节驱动装置均连接该控制器。
59.本发明所述的镁合金挤压型材热矫直-时效一体化处理方法,其包括如下步骤:
60.1)镁合金型材穿过所述绝热保温箱,镁合金型材两端由两辆小车上的可导电夹头夹持;
61.2)绝热保温箱下箱体内的支撑平台上升接触托住所述镁合金型材底面;
62.3)打开直流电源发生装置,可导电夹头通电预热镁合金型材至设定矫直处理温度;
63.4)用热风均匀化保温处理镁合金型材至设置的矫直处理温度;
64.5)调节绝热保温箱下箱体内的支撑平台,接触托住拉直后的镁合金型材底面;
65.6)拉伸矫直机拉伸镁合金型材做矫直处理并保持夹持;
66.7)调节绝热保温箱下箱体内的支撑平台到拉直后的镁合金型材底面;
67.8)可导电夹头通电加热镁合金型材,温度调整至时效处理温度;
68.9)调节热风温度,使绝热保温箱内温度至时效处理温度并保温,完成矫直-时效一体化处理。
69.优选的,步骤3)中,可导电夹头通电预热镁合金型材,其设定矫直处理温度范围为50-500℃。
70.优选的,步骤4)中,用热风均匀化保温处理镁合金型材至设置的矫直处理温度范围为50-500℃。
71.优选的,步骤8)、步骤9)中,时效处理温度范围为50-250℃,保温处理时间为0.1-8小时。
72.实施例:
73.本实施例选择az80(mg-8%al-0%zn-0.5%mn)镁合金挤压。将az80镁合金棒料在350℃下预热,挤压出“只”字型截面的az80镁合金型材,经牵引放置冷床冷却,其型材微弯曲需矫直。
74.热矫直-时效一体化处理:
75.将获得的az80镁合金挤压只字型材,用拉伸矫直机的导电夹头夹住挤压az80镁合金型材的两端;通过升降调节支柱,绝热保温箱下箱体内的支撑平台向上移动到接触该az80镁合金型材底面并托住;通过电加热控制,矫直处理温度值设为200℃,故将加热控制温度定为200℃,对该镁合金型材预热;
76.打开热风发生器,将热风温度控制在200℃,通过热风输出管道将200℃的热风输出进绝热保温箱内,并经过热风输入管道再送进热风发生器,在绝热保温箱内均匀化保温处理镁合金型材至设置的矫直处理温度200℃;通过升降调节支柱调节绝热保温箱下箱体内的支撑平台向上升到拉直型材的底面位置,对型材做拉伸矫直处理后并保持夹持;
77.然后进一步调节绝热保温箱下箱体内的支撑平台到需拉直的型材底面;通过控制器调整电加热该只字挤压型材至时效处理温度165℃;通过热风发生器调节热风温度至时效处理温度165℃保温;5小时后完成保温时效处理,松开夹具钳口完成加热矫直和时效处理过程。
78.通过上述步骤即获得了经过拉伸矫直和时效一体化处理的高性能az80镁合金挤压只字型材件。
79.对比例:
80.挤压出的“只”字型截面的az80镁合金型材,在保温电阻炉中预热到200℃取出,夹入拉直机的夹头钳口,使用拉直机拉拽进行矫直。矫直后重新放入电阻炉进行时效,其时效时间为12h才达到峰值。经检测的力学性能列于表中对比。
81.对采用上述发明装置和工艺对挤压后型材进行热矫直-时效一体化处理的az80镁合金挤压只字型型材进行分析,并与对比例获得的型材进行比较,参见表1。
82.由表1可见,通过本发明所述方法的实施,az80镁合金型材的技术性能指标明显提升,取得了有益的技术效果。
83.表1
[0084][0085]
综上所述,本发明将镁合金材料矫直和时效热处理所需的“均匀加热”、“拉伸矫直”和“时效处理”三个工序结合在一起一体化完成,特别适用于异形截面的型材,能够按预定的温度对镁合金材料进行精确地均匀地加热后实现拉伸矫直,并能连续地在线进行后续的时效热处理过程,该方法提升了均温性、保证了型材直线度、减少了作业工序,节省了均温时间,降低了能耗,能在线连续高效地进行热处理,获得平直的高性能挤压型材产品,具有推广应用的可行性和前景。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1