一种气缸盖流水线生产用油道孔加工装置的制作方法
1.本发明涉及气缸盖加工设备技术领域,尤其涉及一种气缸盖流水线生产用油道孔加工装置。
背景技术:
2.气缸盖是结构复杂的箱形零件,其上加工有进、排气门座孔,气门导管孔,火花塞安装孔(汽油机)或喷油器安装孔等;在气缸盖内还铸有水套、进排气道和燃烧室或燃烧室的一部分。气缸盖的作用是密封气缸,与活塞共同形成燃烧空间,并承受高温高压燃气的作用。气缸盖承受气体力和紧固气缸螺栓所造成的机械负荷,同时还由于与高温燃气接触而承受很高的热负荷。
3.气缸盖生产过程中,在完成各个面安装孔的加工后,需要进行钻油道孔加工,油道孔加工完成后,输送至下个工序进行附件装配;其中,油道孔的加工至关重要,直接影响气缸盖的生产质量。目前,气缸盖的油道孔加工,通常由人工在钻床设备上操作完成,需要于钻床上进行多次的装夹定位,劳动强度大,加工效率低,且油道孔较深,加工难度大,每件气缸盖钻油道孔加工时,多次的装夹难以确保气缸盖的定位准确性,气缸盖的钻孔精度得不到保证,最终影响气缸盖的加工质量及使用性能;此外,气缸盖的装夹定位及拆卸操作繁琐,无法与其他工序实现一体化流水线作业,大大降低了气缸盖的生产效率。
4.因此,开发一种气缸盖流水线生产用油道孔加工装置,不但具有迫切的研究价值,也具有良好的经济效益和工业应用潜力,这正是本发明得以完成的动力所在和基础。
技术实现要素:
5.为了克服上述所指出的现有技术的缺陷,本发明人对此进行了深入研究,在付出了大量创造性劳动后,从而完成了本发明。
6.具体而言,本发明所要解决的技术问题是:提供一种气缸盖流水线生产用油道孔加工装置,以解决目前的气缸盖钻油道孔加工,劳动强度大,加工效率及钻孔精度低,且无法配合其他工序实现一体化流水作业而影响生产效率的技术问题。
7.为解决上述技术问题,本发明的技术方案是:
8.一种气缸盖流水线生产用油道孔加工装置,包括安装底座,所述安装底座上设有钻孔装置,所述安装底座的工作台上固定安装有工装座,所述工装座位于所述钻孔装置具有钻刀的一侧;
9.所述工装座上设有驱动装置驱动的举升连接板,所述举升连接板上转动安装有托板,所述托板与所述举升连接板间设有旋转定位机构,所述托板上设有用以实现气缸盖输送的滑道、用以实现气缸盖滑动导向的导向板以及用以实现气缸盖预定位的挡料板;
10.所述工装座靠近所述钻孔装置的一端设有钻套,所述钻套与所述钻孔装置的钻刀对应设置,所述工装座上还设有若干用以实现气缸盖装夹定位的定位销、用以实现气缸盖承托的支撑台以及用以实现气缸盖固定的夹持机构。
11.作为一种改进的技术方案,所述驱动装置包括举升油缸,所述举升油缸固定安装于所述工装座上,且位于所述工装座的中间位置,所述举升油缸的活塞轴顶端与所述举升连接板固定连接。
12.作为一种改进的技术方案,所述托板的底部固定安装有连接转盘,所述连接转盘通过圆锥滚子轴承转动安装于所述举升连接板上。
13.作为一种改进的技术方案,所述旋转定位机构包括第一定位挡块和第二定位挡块,所述第一定位挡块设有两个,两所述第一定位挡块均固定安装于所述举升连接板朝向所述托板的一面,所述第二定位挡块固定安装于所述托板的底面,且位于两所述第一定位挡块之间,所述第二定位挡块处于抵靠其中一所述第一定位挡块状态时,所述托板的一端正对所述钻套,所述第二定位挡块处于抵靠另外一所述第一定位挡块状态时,所述托板的一侧正对所述钻套。
14.作为一种改进的技术方案,所述托板上固定安装有两平行设置的轨道板,所述轨道板上转动安装有若干滚轮,若干所述滚轮于所述轨道板上均匀排列设置形成所述滑道。
15.作为一种改进的技术方案,所述导向板设有两个,两所述导向板利用垫块分别固定安装于所述托板的两侧边缘位置,且与所述滑道平行设置,两所述导向板间具有与气缸盖宽度相适配的间距。
16.作为一种改进的技术方案,所述挡料板具有挡料部和复位部,所述托板的一端固定安装有安装座,所述挡料板铰接安装于所述安装座上。
17.作为一种改进的技术方案,所述定位销包括固定安装于所述工装座上的圆柱形定位销和菱形定位销,所述圆柱形定位销和所述菱形定位销分别于所述工装座的两端对应设置。
18.作为一种改进的技术方案,所述支撑台分别位于所述工装座的顶部两端,且所述支撑台上均开设有与供气系统相连的气密检测孔。
19.作为一种改进的技术方案,所述夹持机构分别于所述工装座顶部的四个边角位置处设置,所述夹持机构包括固定安装于所述工装座上的液压缸,所述液压缸的活塞轴端部铰接安装有压爪,所述液压缸上固定安装有固定块,所述固定块与所述压爪间设有连杆,所述连杆的两端分别与所述压爪、所述固定块铰接相连,且所述连杆与所述压爪的铰接点位于所述压爪的中间位置。
20.作为一种改进的技术方案,工装座包括下工装座和上工装座,所述下工装座固定安装于所述安装底座的工作台上,所述上工装座固定安装于所述下工装座上,且所述下工装座与所述安装底座的工作台之间以及所述上工装座与所述下工装座之间,均通过靠山板定位连接。
21.作为一种改进的技术方案,所述托板上开设有若干漏屑孔,所述上工装座具有两倾斜设置的导屑面。
22.作为一种改进的技术方案,还包括防护壳,所述防护壳包围所述工装座部分设置,且所述防护壳的两侧分别开设有供气缸盖输送的进料口和出料口。
23.采用了上述技术方案后,本发明的有益效果是:
24.(1)该气缸盖流水线生产用油道孔加工装置,安装于上游安装孔加工设备与下游装配设备之间,处于举升位时,上游加工完成后的气缸盖,经进料口将待钻油道孔的一端朝
向托板并推送至托板上,之后操作工人转动托板并确保气缸盖一端抵靠挡料板,之后举升油缸工作,带动托板下降至气缸盖底面抵靠支撑台,定位销和支撑台分别实现气缸盖的定位及承托,检测到下降至装夹位后,各液压缸驱动压爪下压,实现对气缸盖的夹持固定,便可进行气缸盖的油道孔钻孔加工,气缸盖钻油道孔加工完后,各液压缸驱动压爪抬起,举升油缸将托板顶起至举升位,最后操作工人转动托板至初始位,便可从出料口将加工完成后的气缸盖推送出,以输送至后续装配工序,然后可进行下个气缸盖的加工,如此反复。通过该气缸盖流水线生产用油道孔加工装置实现对气缸盖的油道孔加工,不但能够与上下游加工工序相配合实现一体化流水作业,且装夹操作简单方便,省时省力,对气缸盖的定位夹持精准牢固,为实现气缸盖油道孔的精确钻孔加工提供了可靠保证,气缸盖的加工质量及生产效率大大提高。
25.(2)设有的该旋转定位机构,使得托板仅能够在90度范围内转动,且能够有效实现旋转到位的精确性,为气缸盖的装夹操作提供了便利。
26.(3)由若干滚轮形成的滑道,使得对气缸盖推送更加省力的同时,不会对气缸盖底面造成损伤。
27.(4)设有的导向板起到对气缸盖的导向作用,同时实现气缸盖左右位置的定位。
28.(5)设有的该挡料板,铰接安装于安装座上,在由进料口向托板上推送气缸盖时,气缸盖将挡料板压下,能够将气缸盖顺利推入托板上,气缸盖尾端过挡料板后,在复位部的重力下,挡料板自动复位,之后可将气缸盖尾端抵靠挡料板的挡料部,此时,能够使得气缸盖上的定位孔与定位销相对应,实现对气缸盖的预定位,便于后续气缸盖的装夹定位。
29.(6)设有的定位销,起到对气缸盖的定位作用,为气缸盖的装夹定位提供了便利,且圆柱形定位销和菱形定位销相配合的结构设计,能够有效避免过定位现象的发生。
30.(7)支撑台上开设有的与供气系统相连的气密检测孔,在举升油缸带动托板下降至装夹位时,气缸盖底面抵靠到支撑台上,若检测有气体泄漏,则气缸盖放置位置有偏差,通过报警以提醒工作人员进行气缸盖位置调整,若检测无气体泄漏,则气缸盖位置准确,之后液压缸驱动压爪对气缸盖进行夹持固定,进而确保气缸盖的装夹定位精准牢固。
31.(8)设有的该夹持机构,液压缸工作,驱动压爪下压或抬升,实现对气缸盖的夹持或松开,且夹持机构分别于工装座顶部的四个边角位置处设置,实现对气缸盖的夹持,夹持牢固可靠。
32.(9)工装座一端设有的钻套,起到对钻刀的限位作用,有效降低在钻油道孔加工过程中,钻刀晃动或振动对钻孔精度的影响,为实现气缸盖油道孔的高精度加工提供了可靠保障。
33.(10)通过靠山板实现下工装座与安装底座的工作台之间以及上工装座与下工装座之间的定位连接,安装简单方便,且更加牢固可靠。
34.(11)托板上开设有的漏屑孔,钻油道孔加工时产生的铁屑能够从漏屑孔落下,上工装座具有的导屑面,倾斜设置,便于从漏屑孔落至导屑面上的铁屑滑落,避免铁屑堆积。
35.(12)设有的防护壳,实现对装夹工装部分防护作用的同时,开设有的进料口和出料口,便于气缸盖的输送,方便实用。
附图说明
36.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
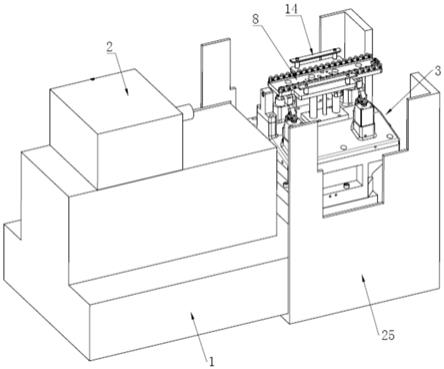
37.图1为本发明的结构示意图;
38.图2为本发明的另一立体结构示意图;
39.图3为本发明工装座部分举升位时的结构示意图;
40.图4为本发明工装座部分装夹位时的结构示意图;
41.图5为本发明托板的安装结构示意图;
42.图6为本发明托板部分的结构示意图;
43.图7为本发明夹持机构的结构示意图;
44.图8为本发明对气缸盖加工时举升状态的结构示意图;
45.图9为本发明对气缸盖加工时装夹状态的结构示意图;
46.附图标记:1
‑
安装底座;2
‑
钻孔装置;3
‑
工装座;301
‑
下工装座;302
‑
上工装座;3021
‑
导屑面;4
‑
靠山板;5
‑
举升油缸;6
‑
举升连接板;7
‑
连接转盘;8
‑
托板;801
‑
漏屑孔;9
‑
第一定位挡块;10
‑
第二定位挡块;11
‑
轨道板;12
‑
滚轮;13
‑
垫块;14
‑
导向板;15
‑
安装座;16
‑
挡料板;1601
‑
挡料部;1602
‑
复位部;17
‑
钻套安装座;18
‑
钻套;19
‑
定位销;20
‑
支撑台;2001
‑
气密检测孔;21
‑
液压缸;22
‑
压爪;23
‑
固定块;24
‑
连杆;25
‑
防护壳;2501
‑
进料口;2502
‑
出料口;26
‑
气缸盖。
具体实施方式
47.下面结合具体的实施例对本发明进一步说明。但这些例举性实施方式的用途和目的仅用来例举本发明,并非对本发明的实际保护范围构成任何形式的任何限定,更非将本发明的保护范围局限于此。
48.如图1至图9所示,本实施例提供了一种气缸盖流水线生产用油道孔加工装置,包括安装底座1,安装底座1上设有钻孔装置2,安装底座1的工作台上固定安装有工装座3,工装座3位于钻孔装置2具有钻刀的一侧;本实施例中,钻孔装置2为市售产品结构,其于安装底座1上的安装结构也为本领域技术人员所共识的,在此不做赘述。
49.工装座3上设有驱动装置驱动的举升连接板6,举升连接板6上转动安装有托板8,托板8与举升连接板6间设有旋转定位机构,托板8上设有用以实现气缸盖输送的滑道、用以实现气缸盖滑动导向的导向板14以及用以实现气缸盖预定位的挡料板16。
50.工装座3靠近钻孔装置2的一端设有钻套18,钻套18与钻孔装置2的钻刀对应设置,工装座3上还设有若干用以实现气缸盖装夹定位的定位销19、用以实现气缸盖承托的支撑台20以及用以实现气缸盖固定的夹持机构。本实施例中,为实现钻套18的安装,工装座3靠近所述钻孔装置2的一端固定安装有钻套安装座17,钻套18固定安装于所述钻套安装座17上,起到对钻刀的限位作用,有效降低在钻油道孔加工过程中,钻刀晃动或振动对钻孔精度的影响,为实现气缸盖油道孔的高精度加工提供了可靠保障。
51.该气缸盖流水线生产用油道孔加工装置还包括防护壳25,防护壳25包围工装座3部分设置,且防护壳25的两侧分别开设有供气缸盖输送的进料口2501和出料口2502。防护
壳25在实现对装夹工装部分防护作用的同时,开设有的进料口2501和出料口2502,便于气缸盖的输送,方便实用。
52.工装座3包括下工装座301和上工装座302,下工装座301利用安装螺栓固定安装于安装底座1的工作台上,上工装座302利用安装螺栓固定安装于下工装座301上,且下工装座301与安装底座1的工作台之间以及上工装座302与下工装座301之间,均通过靠山板4定位连接,不但使得安装简单方便,且更加牢固可靠。
53.驱动装置包括举升油缸5,举升油缸5固定安装于工装座3上,且位于工装座3的中间位置,举升油缸5的活塞轴顶端与举升连接板6固定连接。本实施例中,工装底的中间位置具有供举升油缸5安装的容纳槽,举升油缸5固定安装于容纳槽内。
54.为实现托板8于举升连接板6上的转动安装,托板8的底部固定安装有连接转盘7,连接转盘7通过圆锥滚子轴承转动安装于举升连接板6上。
55.旋转定位机构包括第一定位挡块9和第二定位挡块10,第一定位挡块9设有两个,两第一定位挡块9均固定安装于举升连接板6朝向托板8的一面,第二定位挡块10固定安装于托板8的底面,且位于两第一定位挡块9之间,第二定位挡块10处于抵靠其中一第一定位挡块9状态时,托板8的一端正对钻套18,第二定位挡块10处于抵靠另外一第一定位挡块9状态时,托板8的一侧正对钻套18。设有的该旋转定位机构,使得托板8仅能够在90度范围内转动,且能够有效实现旋转到位的精确性,为气缸盖的装夹操作提供了便利。
56.托板8上固定安装有两平行设置的轨道板11,轨道板11上转动安装有若干滚轮12,若干滚轮12于轨道板11上均匀排列设置形成滑道;由若干滚轮12形成的滑道,使得对气缸盖推送更加省力的同时,不会对气缸盖底面造成损伤。
57.导向板14设有两个,两个导向板14利用垫块13分别固定安装于托板8的两侧边缘位置,且与滑道平行设置,两个导向板14间具有与气缸盖宽度相适配的间距;设有的导向板14起到对气缸盖的导向作用,同时实现气缸盖左右位置的定位。
58.本实施例中,导向板14的端部内侧为倒角结构,起到对气缸盖推入时的导向作用。
59.挡料板16具有挡料部1601和复位部1602,托板8的一端固定安装有安装座15,挡料板16利用铰接轴铰接安装于安装座15上;挡料板16铰接安装于安装座15上,在由进料口2501向托板8上推送气缸盖时,气缸盖将挡料板16压下,能够将气缸盖顺利推入托板8上,气缸盖尾端过挡料板16后,在复位部1602的重力下,挡料板16自动复位,之后可将气缸盖尾端抵靠挡料板16的挡料部1601,此时,能够使得气缸盖上的定位孔与定位销19相对应,实现对气缸盖的预定位,便于后续气缸盖的装夹定位。
60.本实施例中,定位销19包括固定安装于工装座3上的圆柱形定位销19和菱形定位销19,圆柱形定位销19和菱形定位销19分别于工装座3的两端对应设置;设有的定位销19,起到对气缸盖的定位作用,为气缸盖的装夹定位提供了便利,且圆柱形定位销19和菱形定位销19相配合的结构设计,能够有效避免过定位现象的发生。
61.支撑台20分别位于工装座3的顶部两端,且两两对应设置,支撑台20上均开设有与供气系统相连的气密检测孔2001,本实施例中,供气系统可连接有报警装置,实现气密性检测报警,报警装置可选用市售的声光报警器,由于供气系统和报警装置均为本领域技术人员所共识的,故在此不作赘述。支撑台20上开设有的与供气系统相连的气密检测孔2001,在举升油缸5带动托板8下降至装夹位时,气缸盖底面抵靠到支撑台20上,若检测有气体泄漏,
则气缸盖放置位置有偏差,通过报警以提醒工作人员进行气缸盖位置调整,若检测无气体泄漏,则气缸盖位置准确,之后液压缸21驱动压爪22对气缸盖进行夹持固定,进而确保气缸盖的装夹定位精准牢固。
62.夹持机构分别于工装座3顶部的四个边角位置处设置,夹持机构包括固定安装于工装座3上的液压缸21,液压缸21的活塞轴端部铰接安装有压爪22,液压缸21上固定安装有固定块23,固定块23与压爪22间设有连杆24,连杆24的两端分别与压爪22、固定块23铰接相连,且连杆24与压爪22的铰接点位于压爪22的中间位置;该夹持机构,液压缸21工作,驱动压爪22下压或抬升,实现对气缸盖的夹持或松开,且夹持机构分别于工装座3顶部的四个边角位置处设置,实现对气缸盖的夹持,夹持牢固可靠。
63.本实施例中,托板8上开设有若干漏屑孔801,上工装座302具有两倾斜设置的导屑面3021;托板8上开设有的漏屑孔801,钻油道孔加工时产生的铁屑能够从漏屑孔801落下,上工装座302具有的导屑面3021,倾斜设置,便于从漏屑孔801落至导屑面3021上的铁屑滑落,避免铁屑堆积。
64.基于上述结构的该气缸盖流水线生产用油道孔加工装置,安装于上游安装孔加工设备与下游装配设备之间,处于举升位时,上游加工完成后的气缸盖,经进料口2501将待钻油道孔的一端朝向托板8并推送至托板8上,之后操作工人转动托板8并确保气缸盖一端抵靠挡料板16,之后举升油缸5工作,带动托板8下降至气缸盖底面抵靠支撑台20,定位销19和支撑台20分别实现气缸盖的定位及承托,检测到下降至装夹位后,各液压缸21驱动压爪22下压,实现对气缸盖的夹持固定,便可进行气缸盖的油道孔钻孔加工,气缸盖钻油道孔加工完后,各液压缸21驱动压爪22抬起,举升油缸5将托板8顶起至举升位,最后操作工人转动托板8至初始位,便可从出料口2502将加工完成后的气缸盖推送出,以输送至后续装配工序,然后可进行下个气缸盖的加工,如此反复。通过该气缸盖流水线生产用油道孔加工装置实现对气缸盖的油道孔加工,不但能够与上下游加工工序相配合实现一体化流水作业,且装夹操作简单方便,省时省力,对气缸盖的定位夹持精准牢固,为实现气缸盖油道孔的精确钻孔加工提供了可靠保证,气缸盖的加工质量及生产效率大大提高。
65.应当理解,这些实施例的用途仅用于说明本发明而非意欲限制本发明的保护范围。此外,也应理解,在阅读了本发明的技术内容之后,本领域技术人员可以对本发明作各种改动、修改和/或变型,所有的这些等价形式同样落于本申请所附权利要求书所限定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1