利用类焊接热输入进行目视测量的检测方法及焊接方法与流程
1.本发明涉及焊接及其无损检测技术领域,更具体地,涉及一种全新且能够更加简单高效地检测及评定类焊接热输入值的利用类焊接热输入实现目视测量控制的焊条电弧焊方法、以及利用类焊接热输入对焊条电弧焊进行目视测量的检测方法。
背景技术:
2.焊接热输入是焊接工艺的一项技术指标。热输入过大,将增加无谓的功率消耗,同时也易产生"咬边"等焊接缺陷。热输入过小,也将产生"未熔透"等焊接缺陷,影响了焊接点的强度,这是不允许的。
3.目前,常规的焊接热输入检测方法需要检测人员实施记录一条焊缝焊接全过程的以下参数:焊接电压、焊接电流、焊接时间、焊接长度等参数,然后通过公式计算得出焊接热输入。例如:焊接热输入=电流*电压*热效率系数/焊接速度。这种检测方法需要的参数多,设备量大,测量及计算复杂,导致工作效率低,并且正常作业时不能直观和及时测量的问题将直接影响焊接质量。
技术实现要素:
4.本发明的目的在于解决现有技术存在的上述不足中的至少一项。例如,本发明的目的之一在于提供一种能够在正常焊接作业时直观和及时测量的焊条电弧焊检测方法和焊接方法。
5.为了实现上述目的,本发明的一方面提供了一种利用类焊接热输入实现目视测量控制的焊条电弧焊方法,所述焊条电弧焊方法包括以下步骤:获得焊条电弧焊的类焊接热输入h,确定对应于类焊接热输入的波动比例
⊿
h;以所述类焊接热输入作为焊接速度进行焊条电弧焊,并目视测量以控制焊接速度在h
±⊿
h的范围内,其中,所述获得焊条电弧焊的类焊接热输入的步骤通过以下子步骤来实现:根据焊条型号确定焊条的标准长度s,统计多次该型号单焊条合格电弧焊焊接操作中的残余焊条长度r
i
、单焊条熔覆焊缝长度l
i
,其中,i为不小于2且不大于n的自然数,i和n分别表示所述多次单焊条合格电弧焊焊接操作中的第几次操作以及总次数;利用式1计算得出焊条电弧焊的类焊接热输入h,所述式1为:
6.在本发明的一个示例性实施例中,所述n可大于或等于3。
7.在本发明的一个示例性实施例中,所述波动比例
⊿
h可为类焊接热输入h的10%。
8.在本发明的一个示例性实施例中,所述电弧焊焊接操作可为根焊、堆焊、填充焊或盖面焊。
9.本发明的另一方面提供了一种利用类焊接热输入对焊条电弧焊进行目视测量的检测方法,所述检测方法包括以下步骤:获得焊条电弧焊的基准类焊接热输入h
′
,确定对应于基准类焊接热输入的波动比例
⊿
h;根据目视测量得到的待测焊条电弧焊过程中的实测类焊接热输入是否控制在h
′±⊿
h的范围来检测所述待测焊条电弧焊过程是否合格,其中,
所述实测类焊接热输入为消耗焊条所能熔覆的长度与消耗焊条的长度的比值,其中,所述获得焊条电弧焊的基准类焊接热输入的步骤通过以下子步骤来实现:根据焊条型号确定焊条的标准长度s,统计多次该型号单焊条合格电弧焊焊接操作中的残余焊条长度r
i
、单焊条熔覆焊缝长度l
i
,其中,i为不小于2且不大于n的自然数,i和n分别表示所述多次单焊条合格电弧焊焊接操作中的第几次操作以及总次数;利用式2计算得出焊条电弧焊的基准类焊接热输入h
′
,所述式2为:
10.在本发明的一个示例性实施例中,所述n可大于或等于3。
11.在本发明的一个示例性实施例中,所述波动比例
⊿
h可为基准类焊接热输入h
′
的10%。
12.在本发明的一个示例性实施例中,所述电弧焊焊接操作可为根焊、堆焊、填充焊或盖面焊。
13.与现有技术相比,本发明的有益效果包括:一方面,提供一种利用类焊接热输入实现目视测量控制的焊条电弧焊方法,此方法可直接通过目视测量控制,需要的参数和设备量大大减少,类焊接热输入的计算及测量简单高效,将有效提升工作效率和焊接质量;另一方面,提供了一种利用类焊接热输入对焊条电弧焊进行目视测量的检测方法,该检测方法简单且直观,可以在正常作业期间实时评定,有效减少焊接失误,提升焊接质量。
附图说明
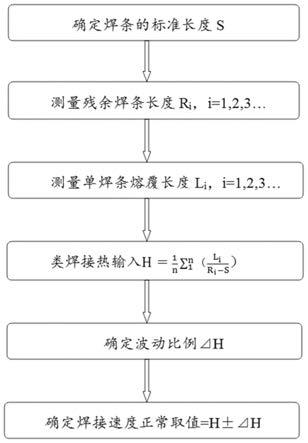
14.图1示出了本发明的利用类焊接热输入实现目视测量控制的焊条电弧焊方法流程示意图。
15.图2示出了本发明的利用类焊接热输入对焊条电弧焊进行目视测量的检测方法流程示意图。
16.图3示出了实施例2的具体实验数据图。
具体实施方式
17.在下文中,将结合示例性实施例及附图来详细说明本发明的利用类焊接热输入进行目视测量的检测方法及焊接方法。
18.实施例1
19.图1示出了本发明的利用类焊接热输入实现目视测量控制的焊条电弧焊方法流程示意图。
20.如图1所示,本发明的一方面提供了一种利用类焊接热输入实现目视测量控制的焊条电弧焊方法,该方法包括以下步骤:
21.获得焊条电弧焊的类焊接热输入h,确定对应于类焊接热输入的波动比例
⊿
h。这里,类焊接热输入区别于常规的焊接热输入,该类焊接热输入能够作为一种全新的定义来衡量焊接热输入。这里,焊接的方式可以为根焊、堆焊、填充焊或盖面焊。
22.以类焊接热输入作为焊接速度进行焊条电弧焊,并目视测量以控制焊接速度在h
±⊿
h的范围内。也就是说,以类焊接热输入作为焊接速度的标准来进行作业,但只需保证焊接速度在h
±⊿
h范围内就可进行正常焊接作业。例如,这里的
⊿
h可为10%。
23.获得焊条电弧焊的类焊接热输入的步骤通过以下子步骤来实现:
24.根据焊条型号确定焊条的标准长度s,统计多次该型号单焊条合格电弧焊焊接操作中的残余焊条长度r
i
、单焊条熔覆焊缝长度l
i
,其中,i为不小于2且不大于n的自然数,i和n分别表示多次单焊条合格电弧焊焊接操作中的第几次操作以及总次数。这里,对于确定的焊条型号,焊接时应当具有固定不变的标准长度s。例如,该合格电弧焊焊接操作指的是,在焊条电弧焊焊接领域里,相关专业的技术人员普遍认为其属于合格的焊接结果。例如,残余焊条长度可以是单根焊条基本完全消耗后所残余的长度,也可以是焊条部分消耗所残留的长度。例如,单焊条熔覆焊缝长度指的是,所消耗焊条的长度为(s-r
i
)时,所能够熔覆的焊缝长度为l
i
。例如,n的取值一般可在3以上,以使得到的数据更加准确和稳定。
25.利用式计算得出焊条电弧焊的类焊接热输入h。这里,类焊接热输入h指的是消耗单位长度焊条所能熔覆的焊缝长度,是n次正常合格焊接作业取平均值的结果。例如,该式为基础的求和取平均值,h的取值小于1。
26.图2示出了本发明的利用类焊接热输入对焊条电弧焊进行目视测量的检测方法流程示意图。
27.如图2所示,本发明的另一方面提供了一种利用类焊接热输入对焊条电弧焊进行目视测量的检测方法,该方法包括以下步骤:
28.获得焊条电弧焊的基准类焊接热输入h,确定对应于基准类焊接热输入的波动比例
⊿
h。这里,基准类焊接热输入区别于常规的焊接热输入,该基准类焊接热输入能够作为一种全新的定义来衡量焊接热输入。这里,焊接的方式可以为根焊、堆焊、填充焊或盖面焊。这里,
⊿
h可以为10%。
29.根据目视测量得到的待测焊条电弧焊过程中的实测类焊接热输入是否控制在h
′±⊿
h的范围来检测待测焊条电弧焊过程是否合格,该实测类焊接热输入为消耗焊条所能熔覆的长度与消耗焊条的长度的比值。这里,实测类焊接热输入指的是,单次焊接时,消耗单位长度的焊条所能熔覆的焊缝长度值。也就是说,只要该实测类焊接热输入在基准类焊接热输入h
′
的
±⊿
h范围内,那么该焊条电弧焊过程就应当是被检测为合格的。
30.获得焊条电弧焊的基准类焊接热输入的步骤通过以下子步骤来实现:
31.根据焊条型号确定焊条的标准长度s,统计多次该型号单焊条合格电弧焊焊接操作中的残余焊条长度r
i
、单焊条熔覆焊缝长度l
i
,其中,i为不小于2且不大于n的自然数,i和n分别表示多次单焊条合格电弧焊焊接操作中的第几次操作以及总次数。这里,对于确定的焊条型号,焊接时应当具有固定不变的标准长度s。例如,该合格电弧焊焊接操作指的是,在焊条电弧焊焊接领域里,相关专业的技术人员普遍认为其属于合格的焊接结果。例如,残余焊条长度可以是单根焊条基本完全消耗后所残余的长度,也可以是焊条部分消耗所残留的长度。例如,单焊条熔覆焊缝长度指的是,所消耗焊条的长度为(s-r
i
)时,所能够熔覆的焊缝长度为l
i
。例如,n的取值一般可在3以上,以使得到的数据更加准确和稳定。
32.利用式计算得出焊条电弧焊的基准类焊接热输入h
′
。这里,基准类焊接热输入h
′
指的是消耗单位长度焊条所能熔覆的焊缝长度,是n次正常合格焊接作业取平均值的结果。这里,该式为基础的求和取平均值,h
′
的取值小于1。
33.实施例2
34.图3示出本具体实施例的实验数据图。
35.如图3所示,利用类焊接热输入实现目视测量控制的焊条电弧焊方法来简单且直观地控制焊接作业过程。
36.确定采用根焊、堆焊、填充焊或盖面焊。使用前,所用型号焊条的标准长度s=450mm,经过3组试验,正常作业焊接完成后,焊条的残留长度分别为r1=45mm、r2=50mm、r3=55mm,该焊条的熔覆焊缝长度为l1=l2=l3=200mm。根据式得到类焊接热输入h=0.5。
37.取波动比例为10%,以类焊接热输入作为焊接速度,其正常速度区间为0.45~0.55。通过本实验数据绘制成图3,那么,在类焊接热输入线上下两条线之间的取值都应当是正常焊接作业的范围。因此,工人在进行焊接作业时,只需保证其焊接速度在该区间,就能够进行正常的焊接作业,由此可明显提高焊接的质量。
38.同样如图3所示,另一方面,利用类焊接热输入对焊条电弧焊进行目视测量的检测方法来检测工人作业是否合格。确定采用根焊、堆焊、填充焊或盖面焊。使用前,所用型号焊条的标准长度s=450mm,经过3组试验,正常作业焊接完成后,焊条的残留长度分别为r1=45mm、r2=50mm、r3=55mm,该焊条的熔覆焊缝长度为l1=l2=l3=200mm。根据式得到类焊接热输入h
′
=0.5。
39.取波动比例为10%,其作业被检测为合格的取值区间为0.45~0.55。在某次作业中,一个工人所消耗焊条的长度为300mm,该长度所熔覆的焊缝长度为120mm,则实测类焊接热输入=120/300=0.4,显然不在合格的取值区间0.45~0.55之间,因此其焊接作业不合格。
40.综上所述,采用本发明方法的有益效果包括:一方面,提供一种利用类焊接热输入实现目视测量控制的焊条电弧焊方法,此方法可直接通过目视测量控制,需要的参数和设备量大大减少,类焊接热输入的计算及测量简单高效,将有效提升工作效率和焊接质量;另一方面,提供了一种利用类焊接热输入对焊条电弧焊进行目视测量的检测方法,该检测方法简单且直观,可以在焊接作业期间实时评定,有效减少焊接失误,提升焊接质量。
41.尽管上面已经结合示例性实施例及附图描述了本发明,但是本领域普通技术人员应该清楚,在不脱离权利要求的精神和范围的情况下,可以对上述实施例进行各种修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1