一种近各向同性、高强、高塑Mg-Gd-Y-Zr系合金材料的锻造工艺
一种近各向同性、高强、高塑mg-gd-y-zr系合金材料的锻造工艺
技术领域
1.本发明涉及金属材料塑性加工技术领域,具体涉及一种近各向同性、高强、高塑性mg-gd-y-zr系合金材料的锻造工艺。
背景技术:
2.由于密度小、比强度高、减震性能优良、导热性能好等优点,镁合金在汽车、电子、通信、航空航天等领域有广阔的应用前景。然而,密排六方结构的镁合金室温下仅有基面两个独立滑移系,其临界剪切应力较小(~10mpa),因此镁合金室温强度和塑性有限。通过向镁合金中加入稀土元素可显著提高其综合力学性能,并可制备出高强度和良好抗高温蠕变性能的稀土镁合金,这可部分替代武器装备和航空航天领域中温(300℃)环境中的铝合金材料。近来发展的新型mg-gd-y-zr系合金,比商业化的we43和we54合金的时效强化能力更强。但是,传统轧制、挤压和锻造mg-gd-y-zr系合金材料通常加工成品率低、具有强基面织构或丝织构、各向异性、二次加工性能差等缺点。为解决传统轧制、挤压和锻造稀土镁合金的缺点,多向锻造作为一种新型变形工艺近来常用于稀土镁合金材料的加工。
3.文献{b.b.dong,journal of alloys and compounds,2020,823.}提出了一种定量降温多向锻造工艺,采用变形温度为480、460、440、420℃的降温锻造,单道次应变量为100%,锻造速度5mm/s,应变速率0.04s-1
,锻造4道次,初始粗晶(~60um)经锻造后演变为平均晶粒尺寸为5um的均匀细晶组织,锻造态稀土合金抗拉强度、屈服强度、延伸率分别可达到357mpa、294mpa、18.1%。该方法通过四道次锻造成功制备出了弱织构、细晶、高性能稀土镁合金,但由于每道次要求锻造温度不同(480、460、440、420℃),需要对锻造后的样品重新加热到指定温度保温,并且需要反复预热模具涂石墨润滑剂,样品加热工序繁琐复杂,不易操作。
4.文献{x.s.xia,journal of alloys and compounds 623(2015)62-68.}提出了一种降温多向锻造,采用单道次应变量为50%,锻造速度10mm/s,应变速率0.08s-1
,从初始温度530℃出炉后锻造6道次,锻造加工后原始粗晶(~200um)细化为平均晶粒尺寸为5um的均匀细晶组织,抗拉强度、屈服强度、延伸率分别可达到320mpa、253mpa、7.5%。该锻造方法采用降温多向锻造,无需重复加热模具和样品,一定程度简化了加工流程,但是单道次变形量大,第一道次锻造后长方体样品其他面变为圆鼓形,这增加了随后锻造操作的难度,严重降低了生产效率,限制稀土镁合金的锻造加工效率。以上的工作中锻造条件(温度≥480℃,道次变形量≥50%,应变速率≤0.1s-1
)中{10-12}孪晶不容易形核,少量{10-12}孪晶形核后迅速扩展长大,随后吞并整个母晶粒,对再结晶产生和组织细化的贡献非常有限。
5.中国科学院金属研究所陈荣石等人报道过一种多方向、循环、高速锤击锻打镁合金的锻造方法(专利公开号cn103805923a),该专利对变形量和转动方向控制主要取决于锻坯要达到的形状和尺寸,属于镁合金锻造产品的制备工艺,具体锻造工艺参数:每次锤击的应变量2.5~30%,被锻造材料的应变速率为1~1000s-1
,锤击锻打温度为200~550℃,这些
工艺参数太过宽泛,仅适合加工一些非稀土或低稀土含量镁合金,如az80、az31、mg-2.0zn-0.8gd等合金,这种宽泛参数的工艺不适合加工高稀土镁合金;近来陈荣石等人又报道了一种高强耐热镁合金铸锭的锤锻开坯方法(专利公开号cn105441840a),该方法采用稀土元素含量gd+y+nd≥8%的铸态合金,固溶处理后切成块体坯料,具体锻造工艺参数:总的锻打道次为20~200次,初始道次的锻打次数为1~5次,每次锻打的变形量为1~5%,总变形量为1~10%,应变速率为1~200s-1
;初始道次后的每道次锻打1~10次,每次锻打变形量为1~10%,应变速率为1~200s-1
,最终制备的高强耐热镁合金坯料,高温下相同测试条件下的断裂伸长率可提高到100%~1000%,成品率高于80%,这是一个为后续的再次锻造、轧制、挤压等过程中可以实现高速大应变量加工的开坯工艺。
6.上述研究虽然可以证明多方向锤锻可以用于非稀土镁合金材料的加工,并通过锻造工艺参数优化用于稀土元素含量gd+y+nd≥8%的镁合金开坯工艺。对于非稀土或低稀土含量镁合金,经固溶处理后其晶界处粗大共晶相回溶至基体,塑性显著升高,塑性加工过程中其再结晶温度较低(≈250℃),具有较宽的加工窗口。高温下多向锻造激活多种类型孪晶,可快速分割粗晶组织。另外,广泛的孪晶界和晶界等二维面缺陷高效阻碍位错运动,在孪晶界和晶界的微区中大量位错发生累积,在热效应作用下发生回复再结晶,组织发生二次细化。与容易发生再结晶的mg-al-zn系合金不同,固溶处理后的稀土镁合金由于大量稀土元素回溶至基体,其室温塑性仍然较差,再结晶温度较高(≥400℃),加工窗口很窄。稀土镁合金经固溶处理后大量溶质原子回溶至基体,热变形过程中稀土原子阻碍位错滑移、攀移、交滑移等运动,最终高稀土镁合金中位错诱导回复和再结晶作用被强烈抑制。另外,高稀土镁合金组织中晶界附近往往偏聚大量稀土原子,这对晶界处的位错诱导再结晶抑制作用更加明显,因此高稀土镁合金组织中的晶界促进再结晶形核的优势消失。对于缺乏位错诱导再结晶的高稀土镁合金,孪晶及其再结晶成为细化其组织的主要途径,首先孪晶通过分割、交截对组织进行初级细化,随着进一步锻造广泛的孪晶界和晶界可累积大量位错,并且新形成的孪晶界无溶质原子偏聚,可作为再结晶择优形核位置,最终实现组织的二次细化。先前的研究表明,{10-12}孪晶是高稀土镁合金多向锻造过程中最主要的孪晶机制({10-11}孪晶和{10-11}-{10-12}二次孪晶几乎不发生)。因此,要想充分利用{10-12}孪晶及其再结晶对组织的细化作用,就要针对{10-12}孪晶的性质设计特殊的工艺条件。例如设计六面立方块或其它不等边六面体(3轴)、六棱柱、等边或其它不等边八面体(4轴向),圆柱体或大于八面的等边或不等边多面体(5轴向及以上)等特殊形状的样品,在多轴向加载过程中{10-12}孪晶更容易激活。锻造温度(350-550℃)、应变速率(≥10s-1
)和变形量(1-10%)等参数的选择也都利于{10-12}孪晶激活。
7.合金成分设计方面,本工作对mg-gd-y系合金成分进行了优化。nodooshan等{h.j.nodooshan,materials science and engineering:a 615(2014)79-86.}研究了不同gd含量的mg-xgd-3y-0.5zr(x=3-12,wt.%)合金时效硬化和力学性能,发现gw103k合金具有最大的屈服强度和抗拉强度,进一步提高gd含量,强度不增反降。wang等人{j.wang,materials science and engineering:a 456(1-2)(2007)78-84.}研究了不同y含量对mg-10gd-xy-0.4zr(x=1,3,5wt.%)合金的影响,发现随y含量的增加,合金的强度和时效硬化能力不断增加,塑性逐渐下降。
8.经锻造后mg-gd-y-zr系稀土镁合金的综合力学性能具有很大的提升,锻造后其具
有较强的时效强化能力,即该成分mg-gd-y-zr系稀土镁合金可制备出近各向同性、高强高塑性镁合金。
9.因此从锻造合金成分设计、样品形状设计、锻造温度、应变速率、变形量等各方面优化锻造工艺,广泛激活{10-12}孪晶,最终实现组织的细化,提出一种高效低成本的锻造方法制备近各向同性、高强、高塑性mg-gd-y-zr系稀土镁合金及其制备方法,从而满足我国武器装备和航空航天领域对高性能稀土镁合金的需求。
技术实现要素:
10.针对稀土镁合金锻造存在的生产效率低、成本高、综合力学性能差等缺点,本发明提供一种近各向同性、高强、高塑mg-gd-y-zr系合金材料的锻造工艺,该工艺成本低,锻造效率高。
11.为实现上述目的,本发明所采用的技术方案如下:
12.一种近各向同性、高强、高塑mg-gd-y-zr系合金材料的锻造工艺,该工艺是对mg-gd-y-zr系镁合金坯料进行循环连续几火锻造后,获得的块体镁合金材料具有近各向同性、高强、高塑性的优化匹配;其中:每火锻造过程中,对镁合金坯料进行变换轴向的多轴向(轴向≥3)连续高速锻打,多个轴向锤击总次数不少于30道次,然后进行回炉退火5-600min;然后再进行下一火锻造的连续高速锻打和退火,如此循环连续几火锻造后使总道次达到100道次以上为止。
13.所述镁合金坯料为块体形状,具体为六面立方块、不等边六面体(3轴向)、六棱柱、等边八面体(4轴向)、不等边八面体(4轴向)、圆柱体、大于八面的等边多面体(5轴向及以上)或大于八面的不等边多面体(5轴向及以上)形状。
14.对镁合金坯料锻打过程中,先沿块体的一个轴锻打一次后,翻转到另一个轴向继续锻打,具体翻转的旋转轴和翻转角度根据坯料形状而定;每次锻打的应变量1-10%;锤击锻打温度350-550℃,退火温度与锻打温度相同,退火时间视样品尺寸而定。
15.所述高速锻打为每分钟锤击10-100次,对应被锻材料的应变速率≥10s-1
。
16.所述镁合金坯料在锻造前先进行固溶处理,处理温度400-550℃,处理时间8-24h,然后通过空冷或水冷获得均匀的固溶合金坯料。
17.按重量百分含量计,所述mg-gd-y-zr系合金化学成分为:gd 0.1~16%,y 0.1~12%,zr 0~1.0%,其余为mg。
18.本发明设计原理如下:
19.对于稀土镁合金,稀土元素添加对位错主导的再结晶具有很强的抑制作用,尤其是在晶界处,大量稀土原子富集会对晶界附近连续和非连续再结晶过程具有强烈的抑制作用。与位错主导再结晶不同,孪晶诱导再结晶在细化晶粒的同时还可弱化织构,并不受稀土元素抑制,可同时提高镁合金的强度和塑性。近来我们通过设计立方块或其它不等边六面体(3轴向)、六棱柱或其它不等边八面体(4轴向)和圆柱体或大于八面的等边或不等边多面体(5轴向及以上)等形状的样品,增加锻造轴向在样品组织中激活更多的{10-12}孪晶,其不仅可以高效率细化晶粒,还可调控织构,通过多向高速锻造最终实现镁稀土合金的晶粒细化、织构调控、性能显著提升的目的。{10-12}孪晶再结晶机制用于细化稀土镁合金组织的内在优势:稀土镁合金层错能较低,{10-12}孪晶常作为主要的变形机制;固溶镁合金粗
晶组织中{10-12}孪晶很容易被广泛激活;{10-12}孪晶具有二维孪晶界,分割母晶粒形成三维晶核不存在维度跳跃困难;变形过程中在晶内形成的孪晶界不存在稀土元素偏聚问题,晶界可作为再结晶择优形核位置;{10-12}孪晶诱导再结晶形核起始于晶内,具有细化效率高,不受晶界处偏聚稀土元素抑制等优点。本发明的多轴向(≥3)、高应变速率、小应变加载可充分激活{10-12}孪晶并激发孪晶再结晶的有如下外界条件优势:多方向加载有助于样品所有晶粒启动{10-12}孪晶机制;在孪晶晶粒中基面和非基面位错同样被激活,广泛的孪晶和位错交互可有效抑制孪晶扩展、钉扎孪晶界;高应变速率同样有利于广泛激活{10-12}孪晶;小应变有利于{10-12}孪晶形核但不利于孪晶扩展长大。另一方面,通过锻造立方块或其它不等边六面体(3轴向)、六棱柱、等边或其它不等边八面体(4轴向),圆柱体或大于八面的等边或不等边多面体(5轴向及以上)等形状的样品激活广泛{10-12}孪晶,在随后退火处理时有利于{10-12}孪晶静态再结晶形核,最终实现组织均匀化调控。
20.由此可见,无论是锻造过程还是锻后中间退火,多个轴向(轴向≥3)锻造激活{10-12}孪晶对组织细化和织构调控具有显著作用。另外,综合考虑合金化学成分对锻造性能和力学性能的影响,优选mg-(3-10)gd-(1-3)y-(0.4-1.0)zr(wt.%)范围内的mg-gd-y-zr系稀土镁合具有最高的强度和最佳的塑性匹配,经锻造后其综合力学性能具有很大的提升,其具有较强的时效强化能力,即该成分mg-gd-y-zr系稀土镁合金经锻造后可制备出近各向同性、高强高塑性镁合金。
21.本发明具有如下优点:
22.1.在锻造合金成分选择上进行了优化,考虑到锻造过程中具有较好的塑性,锻造后合金又要具有足够的时效析出强化能力,因此优选mg-(3-10)gd-(1-3)y-(0.4-1.0)zr(wt.%)范围内的mg-gd-y-zr系稀土镁合金,经锻造后其综合力学性能具有很大的提升,即获得近各向同性、高强、高塑性mg-gd-y-zr系稀土镁合金。
23.2.本发明只需锻造加工前和锻造过程中加热,锻造工具无需预热,降低成本。另外,采用单道次小应变量锻造方法,解决了稀土镁合金塑性变形能力差而锻造过程容易产生裂纹的问题,省去矿物油和石墨润滑剂使用步骤,同时保证实现大的应变累积,获得均匀细小再结晶组织,有利于稀土镁合金的市场化和应用。
24.3.本发明采用的设备为工业锤锻机,设备简单、操作方便、无需模具、锻造速度快,缩短了锻造时间,减少了锻造样品热损失,保证连续的可锻性,无需每道次重复加热,样品形状和尺寸变化不大,样品无需修整形状,使稀土镁合金锻造加工简单可控。
25.4.该方法制备的镁稀土合金具有弱/非基面织构、近各向同性、高强度、高塑性优化配合的优点。
附图说明
26.图1为本发明固溶态稀土镁合金多轴向(轴向≥3)锻造激活{10-12}孪晶原理示意图;其中:(a)由于{10-12}孪晶和基面滑移临界剪切应力相近,假设两者临界剪切应力相等,单向载荷时c轴与载荷方向呈70-110
°
的晶粒{10-12}孪晶施密特因子最大,(b)单向载荷时c轴与载荷方向呈70-110
°
的晶粒容易激活{10-12}孪晶(黄色区域34.2%),(c)三轴向锻造容易激活{10-12}孪晶的晶粒分布(黄色和红色区域79.8%),(d)四轴向锻造容易激活{10-12}孪晶的晶粒分布(黄色和红色区域89.8%),(e)五轴向锻造容易激活{10-12}孪晶
的晶粒分布(黄色和红色区域100.0%)。
27.图2为本发明基于图1多轴向(3≤轴向≤5)激活{10-12}孪晶原理设计稀土镁合金锻造过程示意图;其中:(a)立方块样品三轴向锻造,(b)六棱柱样品四轴向锻造,(c)圆柱形样品五轴向锻造。
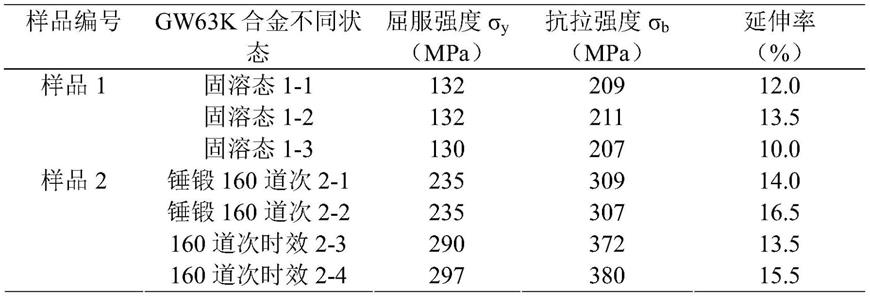
28.图3为本发明gw63k合金锻造前后宏观样品形貌、组织、及力学性能曲线;其中:(a)样品1,(b)锻造样品2,(c)样品1光学显微组织,(d)锻造样品2光学显微组织,(e)样品1室温拉伸力学性能曲线,(f)锻造样品2室温拉伸力学性能曲线。
29.图4为本发明初始固溶gw52k合金光学显微组织和力学性能;其中:(a)光学显微组织;(b)力学性能。
30.图5为锻造后gw52k合金立方样品宏观形貌;其中:(a)样品2,(b)样品3,(c)样品4,(d)样品5。
31.图6为锻造后gw52k合金样品光学显微组织;其中:(a)样品2,(b)样品3,(c)样品4,(d)样品5。
32.图7为锻造后gw52k合金样品{0002}宏观织构;其中:(a)样品4,(b)样品5。
33.图8为gw52k合金样品5锻造和时效态合金室温拉伸和压缩力学性能曲线;其中:(a)样品5拉伸力学性能曲线,(b)样品5拉伸和压缩力学性能曲线。
具体实施方式
34.以下结合附图和实施例详述本发明。
35.本发明提供一种近各向同性、高强、高塑mg-gd-y-zr系合金材料的锻造工艺,该工艺选用成分优化后的mg-(3-10)gd-(1-3)y-0.5zr(wt.%)合金,将锻造样品设计为六面立方块或其它不等边六面体(3轴向)、六棱柱、等边或不等边八面体(4轴向),圆柱体或大于八面的等边或不等边多面体(5轴向及以上)等形状,严格控制锻造道次≥30道次,然后进行回炉退火5-600min(温度为锻造温度,时间长短视样品大小而定),通过多轴锻造激活{10-12}孪晶和其动态或静态再结晶对组织实现细化,该方法具有生产流程短、设备简单、效率高、成本低,成功制备出了mg-6.0gd-3.0y-0.5zr(gw63k)和mg-5.0gd-2.0y-0.5zr(gw52k)两种具有弱织构、均匀细晶、近各向同性的块体稀土镁合金锻坯。
36.所述弱/非基面织构、近各向同性稀土镁合金具体按照如下步骤制备:
37.1)坯料准备:采用重力铸造、反重力铸造、连续铸造等方法生产的mg-(0.1-16)gd-(0.1-12)y-(0.1-1.0)zr(wt.%)合金锭坯,从锭坯中切取六面立方块或其它不等边六面体(3轴向)、六棱柱、等边或不等边八面体(4轴向),圆柱体或大于八面的等边或不等边多面体(5轴向及以上)等形状,坯料进行倒角处理,防止尖角处锻造过程中应力集中,产生开裂。
38.2)固溶处理:块体坯料在400-550℃下固溶处理8-24h,然后通过空冷或水冷获得均匀的固溶合金坯料。
39.3)锤锻加工:经固溶处理的块体坯料首先加热至变形温度350-550℃,保温30-60min,然后利用空气锤锻机,在块体坯料的多个方向上进行连续循环锤锻,每个方向锤锻一次为一道次,每锤锻一道次换一方向,单道次锤锻的应变控制在2-10%,平均应变速率在10-200s-1
,连续锤锻直至≥30道次,直接进行退火5-600min,接着迅速二次锻造直至锤锻超过100道次以上停止锤锻进行空冷。
40.以下各实施例中根据块体材料形状进行多向锻造,其中六面立方块或其它不等边六面体进行3轴向锻造、六棱柱、等边或不等边八面体进行4轴向锻造,圆柱体或大于八面的等边或不等边多面体进行5轴向及以上锻造,如图1-2所示。
41.实施例1
42.本实施例采用mg-6.0gd-3.0y-0.5zr(gw63k)合金,合金成分重量百分比为gd:6.0%,y:3.0%,zr:0.5%,镁含量为平衡余量,简写为gw63k。在gw63k合金铸锭中切出2个70
×
70
×
70mm正方体块体材料,在480℃固溶8h空冷,在420℃保温60min,然后在工业空气锤上进行多向锤锻加工,即1、2、3三个方向循环加载,块体样品2锤锻160(70+70+20)道次,符号“+”代表锻造过程中进行短时退火~5min,整个过程所用时间约15min,锻造结束温度在300-350℃,最后样品进行空冷。锤锻后表面样品无任何缺陷,样品三个方向的尺寸与原来样品尺寸差不超过20%,如图3(a)和3(b)所示,图3(c)为样品1光学显微组织。锤锻后形成细小均匀亚结构组织,晶粒尺寸由加工前100um减小到加工后的5~20um,且无任何微裂纹,如图3(d)所示。屈服强度σy≥235mpa,抗拉强度σb≥307mpa,延伸率≥14%,200℃时效100h后,屈服强度σy≥290mpa,抗拉强度σb≥372mpa,延伸率≥13.5%。
43.表1.gw63k镁合金在430℃多轴锻造加工前后力学性能
[0044][0045]
实施例2
[0046]
本实施例采用mg-5.0gd-2.0y-0.5zr(gw52k)合金,合金成分重量百分比为gd:4.96%,y:2.44%,zr:0.43%,镁含量为平衡余量,简写为gw52k。在gw52k镁合金铸锭上切出五个70
×
70
×
70mm立方体样品,在480℃固溶8h空冷。锻造前样品在430℃保温60min,然后在工业空气锤上进行多向锤锻加工,立方块样品2锤锻170(70+70+30)道次,符号“+”代表锻造过程中进行短时退火~5min,块体样品4锤锻200道次,块体样品3和5锤锻200(100+100)道次,整个过程用时间约15min,锻造结束温度在300-350℃,样品表面完好、无裂纹,如图5所示。锤锻后晶粒尺寸由加工前100μm减小到加工后的5~20μm,且无任何微裂纹,如图6所示。锻造gw52k镁合金在(0002)基面极图中,织构强度小于4,织构峰位置相对极图中心偏离角度大于30
°
,如图7所示。屈服强度σy≥250mpa,抗拉强度σb≥313mpa,延伸率≥8.0%,200℃时效100h后,屈服强度σy≥332mpa,抗拉强度σb≥360mpa,延伸率≥8.1%,且锻造方向拉伸压缩屈服强度比值约为1,如图8(a)和图8(b)所示。
[0047]
表2.gw52k镁合金在430℃多轴锻造加工前后力学性能
[0048][0049]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1