一种转向架构架减震器座零部件组对工装的制作方法
1.本发明属于铁路工程机械车辆制造技术领域,具体涉及一种转向架构架减震器座零部件组对工装。
背景技术:
2.机车转向架是机车上的主要组成部分之一,它用来传递各种载荷,并利用轮轨间的粘着保证牵引力制动力的产生,实现运动的转换,减小动力冲击作用,顺利通过曲线,转向架的好坏直接影响机车的牵引能力、运行品质、轮轨磨耗、列车安全。构架是转向架的基础,把转向架的各个零部件组成一个整体,它不仅承受、传递各种载荷及作用力,而且其结构、形状和尺寸都应满足各零部件组装的要求。减震器是保持转向架稳定的重要组成之一,而安装座又是固定减震器的重要部件,减震器是否发挥作用,不仅取决于减震器本身的性能,同时还要依赖于减震器的安装座,减震器座用以连接减震器与构架之间的基础零件,减震器座零部件组焊有偏差,安装不到位,在机车时间运行过程中容易出现开裂、磨损甚至失效等问题,从而影响到机车的安全性和平稳性,提升构架减震器座零部件的组焊精度及产品质量尤其重要。
3.在铁路工程机械车辆制造过程中,往往存在如减震器座等较多左右对称部件,且零部件的组焊精度直接影响到部件的制造误差,关系到铁路车辆运行安全。该类零部件结构设计具有内部无筋板支撑的特征,在制造过程中,焊接量大,容易发生焊接变形;该类零部件属于左右对称结构,若直接组对,容易发生左右部件混乱,浪费人力、物力。亟待采用一种组对工装,可减少制造过程中划线、组装等工序,直接将各零件进行组装,降低劳动强度,提高劳动效率,保证制造质量。
技术实现要素:
4.本发明为了解决上述技术问题,提供了一种转向架构架减震器座零部件组对工装,该工装具有体积小、重量轻、制作简单等特点,该工装采用支撑、压紧、定位、挡板的简易结构,可依据各种零部件形状进行尺寸、位置的灵活调整,具有左右对称、快速组对功能,能够保证转向架构架减震器座零部件组对精度、减少劳动量、提高劳动效率。
5.本发明所采用的技术方案是:一种转向架构架减震器座零部件组对工装,包括支撑底板、压紧装置、定位装置和挡板;支撑底板由一个长方形钢板切割而成,沿支撑底板中心线靠近两端位置对称设置有四块凸块;压紧装置、定位装置和挡板以支撑底板中心线为基准上下左右对称固定设置在支撑底板上,压紧装置分别固定设置于支撑底板的四块凸块位置,定位装置对称设置于支撑底板的两端,并分别位于两个压紧装置中间;挡板固定设置于支撑底板的横向中心线位置。
6.所述压紧装置包括压紧块、压紧轴、固定导向块和压紧手柄,两块支撑块前后间隔固定焊接在支撑底板上的凸块位置,两块支撑块上固定设置有长条形支撑板,支撑板前端固定设置有固定导向块,固定导向块内纵向设置有通孔,压紧轴穿过固定导向块的通孔,压
紧轴前端固定设置有长方形的压紧块,压紧轴后端与铰接板的一端铆接固定,铰接板的另一端与压紧手柄的中下部铆接固定,压紧手柄的下部与压紧固定块通过销轴连接,压紧固定块固定设置在支撑板的后端位置;压紧装置两两垂直于支撑底板纵向中心线对称相向设置,即压紧装置中的压紧方向相向设置。
7.所述定位装置包括侧定位板、顶定位板、横定位板和加强筋板,侧定位板包括两块长方形钢板,两块侧定位板垂直于支撑底板并沿支撑底板纵向中心线对称间隔设置;顶定位板横跨两块侧定位板并固定设置于侧定位板上端面靠近支撑底板横向中心线端头位置,顶定位板下端与下侧的侧定位板平齐,顶定位板上端超长于上侧的侧定位板;两块加强筋板设置于两块侧定位板之间靠近两端位置;横定位板固定设置于支撑底板上,位于侧定位板靠近支撑底板横向中心线的一侧,横定位板的上端与上侧的侧定位板平齐,下端超长于下侧的侧定位板端头。
8.所述支撑底板、定位装置、挡板采用碳素结构钢钢板制成,钢板厚度、尺寸可依据组对零部件的重量、轮廓尺寸进行适当调整,钢板可采用镂空结构;所述挡板高度高于定位装置的高度。
9.所述两块侧定位板之间的最外侧间距为组对零部件的两侧板内挡尺寸,公差
±
1mm。
10.所述压紧装置的支撑块可由四块碳素结构钢钢板焊接成箱型结构,其高度尺寸可依据组对零部件轮廓大小调整。
11.所述定位装置包括侧定位板、顶定位板、横定位板和加强筋板,侧定位板包括两块长方形钢板,两块侧定位板垂直于支撑底板并沿支撑底板纵向中心线对称间隔设置;顶定位板横跨两块侧定位板并固定设置于侧定位板上端面靠近支撑底板横向中心线端头位置;所述两块侧定位板之间的最外侧间距为所组对零部件的两侧板内挡尺寸,公差
±
1mm;这样设置的目的是:利用侧定位板的间距与所组对零部件尺寸吻合来限定住所组对零部件的侧板位置,利用顶定位板来限定组对零部件的顶板位置,利用横定位板来限定组对零部件的底板及侧板位置,保证组对零部件的组对及焊接精度;利用侧定位板、顶定位板、横定位板限定零部件位置的同时也对零部件起到内部支撑加强的作用,避免无筋板的组对零部件在组对焊接过程中产生变形。两块加强筋板用于加强定位装置的刚度和强度,保证在工装使用过程中定位装置不会发生变形,确保批量化生产过程中组对零部件组对焊接精度,避免了组焊变形问题。该工装可将组对、点固焊工序分割成两个独立工作,能够有效实现节拍化作业,显著提高作业效率,更为重要的是避免出现人为失误,造成零部件组焊尺寸超差,甚至出现左右对称零部件不配套现象。
12.所述压紧装置包括压紧块、压紧轴、固定导向块和压紧手柄,两块支撑块前后间隔固定焊接在支撑底板上的凸块位置,两块支撑块上固定设置有长条形支撑板,支撑板前端固定设置有固定导向块,固定导向块内纵向设置有通孔,压紧轴穿过固定导向块的通孔,压紧轴前端固定设置有长方形的压紧块,压紧轴后端与铰接板的一端铆接固定,铰接板的另一端与压紧手柄的中下部铆接固定,压紧手柄的下部与压紧固定块通过销轴连接,压紧固定块固定设置在支撑板的后端位置;压紧装置两两垂直于支撑底板纵向中心线对称相向设置,即压紧装置中的压紧方向相向设置;这样设置的目的是:按压或提起压紧手柄,带动铰接板的运动,同时带动铰接板前端的压紧轴通过固定导向块做水平方向前后运动,带动压
紧轴前端的压紧块前后运动,来完成对组对零部件侧板的压紧固定或松开的工作,即按压或提起压紧手柄能快速夹紧或松开组对零部件的侧板,方便组对零部件在生产过程中的快速安装,提高工作效率。压紧装置两两相向对称设置,即压紧方向相向设置,能将组对零部件侧板外侧沿水平方向压紧固定,可以通过调整压紧及压紧块的位置适应不同型号零部件的轮廓尺寸,又保证了零部件的组对焊接精度,焊接过程中不产生变形。
13.所述支撑底板、定位装置、挡板采用碳素结构钢钢板制成,钢板厚度可依据组装零部件的重量、轮廓尺寸进行适当调整,钢板可采用镂空结构;这样设置的目的是:钢板采用镂空结构可以减轻工装的重量,节省材料,组对零部件时使用灵活方便;支撑底板、定位装置、挡板采用碳素结构钢钢板制成,材料普通,取材制作方便;钢板厚度可依据组装零部件的重量、轮廓尺寸进行适当调整,适应不同类型的构架零部件的组对,提高工装的适用性和灵活性;支撑底板由碳素结构钢钢板切割而成,其四块凸起可采用焊接方式固定于长方形钢板上,可以节省制作材料。
14.所述挡板高度高于定位装置的高度;这样设置的目的是:挡板采用焊接固定于支撑底板之上,位于支撑底板横向中心线位置,可有效防止在零部件组对过程中,由于操作不当造成杂物、铁屑、焊渣等物体飞至对面,误伤工作人员,保证作业安全。
15.一种转向架构架减震器座零部件组对工装,其使用过程如下:机车转向架构架是由侧梁、横梁连接构成的主体结构,构架上附带有牵引拉杆座、制动吊座、减震器座等多种零部件。转向架构架减震器座的批量大、制作要求高,该类型减震器座是由钢板拼焊而成的箱体结构,主要是底板、两侧板及盖板的组对、焊接。该类型减震器座组对时利用组对工装,首先将减震器座底板紧贴支撑底板及两块侧定位板的外侧插入,前端插入到横定位板为止;减震器座的一侧侧板沿已定位的减震器底板并贴合工装上的一侧侧定位板插入到顶定位板位置,利用一侧的压紧装置调整压紧固定减震器座的一侧侧板,避免发生位置偏移;再将减震器座的盖板沿已定位的减震器一侧侧板并贴合工装上两侧定位板上顶面插入至顶定位板位置;最后将减震器座的另一侧侧板沿已定位的减振器底板并贴合工装上的另一侧侧定位板插入到横定位板位置,利用另一侧的压紧装置调整压紧固定减震器座的另一侧侧板,避免发生位置偏移;验证各板件位置尺寸准确无误后进行点固焊,完成一侧转向架构架减震器座零部件的组对工作;利用该工装挡板另一侧装置重复上述组对顺序,验证各板件位置尺寸准确无误后进行点固焊,将左右对称部件的另外一件组对完成,完成一套该类型减震器座的组对。进行该类型零部件对称件的组对,利用组对工装的支撑底板和定位装置中侧定位板、横定位板、顶定位板分别将减震器座的底板、两侧板和盖板进行x、y、z三维方向定位,并调节压紧装置将减震器座两侧侧板进行固定,避免发生位置偏移,同时也固定了盖板和底板位置,该工装可将组对、点固焊工序分割成两个独立工作,能够有效实现节拍化作业,显著提高作业效率,更为重要的是避免出现人为失误,造成零部件组焊尺寸超差,甚至出现左右对称零部件不配套现象,减少了划线、尺寸验证等工序,降低了工作强度,节约了工作时间。组对基准及精度直接影响构架零部件最终的尺寸,这样利用工装组对就大大降低了尺寸偏差的几率,焊接变形,可有效保证构架各部位尺寸在公差范围内。通过三维划线检测验证,其偏差均能控制在1mm之内,该工装能有效降低由制造误差以及人为操作带来的累计公差传递,提高构架零部件组对焊接精度,提高了生产效率。
16.本发明的有益效果为:
本发明设计结构简单、制作简便、操作方便,适应不同规格构架减震器座零部件的组对焊接,能够同时解决对称结构、组对精度、工作效率、安全防护等问题,同时可避免铆工手工划线、组焊变形等问题,具有安全、省时、省力、质量高、成本低、操作简单的特点,保证了构架减震器座零部件组对焊接精度。
附图说明
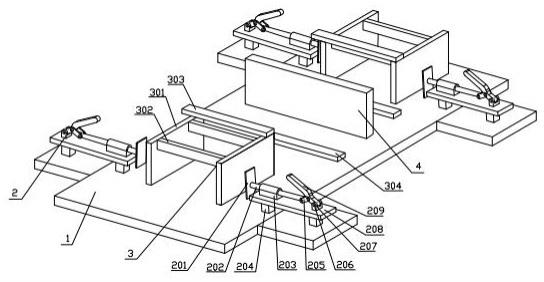
17.图1是本发明的立体结构示意图;图2是本发明的平面结构示意图;图3是本发明压紧装置的结构示意图。
18.图中标记:1、支撑底板;2、压紧装置;201、压紧块;202、压紧轴;203、固定导向块;204、支撑块;205、铰接板;206、销轴;207、压紧固定块;208、支撑板;209、压紧手柄;3、定位装置;301、侧定位板;302、加强筋板;303、顶定位板;304、横定位板;4、挡板。
具体实施方式
19.以下结合附图对本发明的具体实施方式做进一步的详细说明。
20.如图1-3所示,一种转向架构架减震器座零部件组对工装,包括支撑底板1、压紧装置2、定位装置3和挡板4;支撑底板1由一个长方形钢板切割而成,靠近支撑底板1两端位置沿钢板中心线对称设置有四块凸块;压紧装置2、定位装置3和挡板4以支撑底板1中心线为基准上下左右对称固定设置在支撑底板1上,压紧装置2分别固定设置于支撑底板1的四块凸块位置,定位装置2对称设置于支撑底板1的两端,并分别位于两个压紧装置2中间;挡板4固定设置于支撑底板1的横向中心线位置。
21.所述压紧装置2包括压紧块201、压紧轴202、固定导向块203和压紧手柄209,两块支撑块204前后间隔固定焊接在支撑底板1上的凸块位置,两块支撑块204上固定设置有长条形支撑板208,支撑板208前端固定设置有固定导向块203,固定导向块203内纵向设置有通孔,压紧轴202穿过固定导向块203的通孔,压紧轴202前端固定设置有长方形的压紧块201,压紧轴202后端与铰接板205的一端铆接固定,铰接板205的另一端与压紧手柄209的中下部铆接固定,压紧手柄209的下部与压紧固定块207通过销轴206连接,压紧固定块207固定设置在支撑板208的后端位置;压紧装置2两两垂直于支撑底板1纵向中心线对称相向设置,即压紧装置2中的压紧方向相向设置。
22.所述定位装置3包括侧定位板301、顶定位板303、横定位板304和加强筋板302,侧定位板303包括两块长方形钢板,两块侧定位板303垂直于支撑底板1并沿支撑底板1纵向中心线对称间隔设置;顶定位板303横跨两块侧定位板301并固定设置于侧定位板301上端面靠近支撑底板1横向中心线端头位置,顶定位板303下端与下侧的侧定位板301平齐,顶定位板303上端超长于上侧的侧定位板301;两块加强筋板302设置于两块侧定位板301之间靠近两端位置;横定位板304固定设置于支撑底板1上,位于侧定位板301靠近支撑底板1横向中心线的一侧,横定位板304的上端与上侧的侧定位板301平齐,下端超长于下侧的侧定位板301端头。
23.所述支撑底板1、定位装置3、挡板4采用碳素结构钢钢板制成,钢板厚度、尺寸可依据组对零部件的重量、轮廓尺寸进行适当调整,钢板可采用镂空结构;所述挡板4的高度高
于定位装置3的高度。
24.所述两块侧定位板301之间的最外侧间距为组对零部件的两侧板内挡尺寸,公差
±
1mm。
25.所述压紧装置2的支撑块204可由四块碳素结构钢钢板焊接成箱型结构,其高度尺寸可依据组对零部件轮廓大小调整。
26.一种转向架构架减震器座零部件组对工装,其使用过程如下:机车转向架构架是由侧梁、横梁连接构成的主体结构,构架上附带有牵引拉杆座、制动吊座、减震器座等多种零部件。转向架构架减震器座的批量大、制作要求高,该类型减震器座是由钢板拼焊而成的箱体结构,主要是底板、两侧板及盖板的组对、焊接。该类型减震器座组对时利用组对工装,首先将减震器座底板紧贴支撑底板1及两块侧定位板301的外侧插入,插入到横定位板304为止;减震器座的一侧侧板沿已定位的减震器底板并贴合工装上的一侧侧定位板301插入到顶定位板303位置,利用一侧的压紧装置2调整压紧固定减震器座的一侧侧板,避免发生位置偏移;再将减震器座的盖板沿已定位的减震器一侧侧板并贴合工装上两侧定位板301上顶面插入至顶定位板303位置;最后将减震器座的另一侧侧板沿已定位的减振器底板并贴合工装上的另一侧侧定位板301插入到横定位板304位置,利用另一侧的压紧装置2调整压紧固定减震器座的另一侧侧板,避免发生位置偏移;验证各板件位置尺寸准确无误后进行点固焊,完成一侧转向架构架减震器座零部件的组对工作;利用该工装挡板另一侧装置重复上述组对顺序,验证各板件位置尺寸准确无误后进行点固焊,将左右对称部件的另外一件组对完成,完成一套该类型减震器座的组对。进行该类型零部件对称件的组对,利用组对工装的支撑底板1和定位装置3中侧定位板301、横定位板304、顶定位板303分别将减震器座底板、两侧板和盖板进行x、y、z三维方向定位,并调节压紧装置2将减震器座两侧侧板进行固定,避免发生位置偏移,同时也固定了盖板和底板位置,该工装可将组对、点固焊工序分割成两个独立工作,能够有效实现节拍化作业,显著提高作业效率,更为重要的是避免出现人为失误,造成零部件组焊尺寸超差,甚至出现左右对称零部件不配套现象,减少了划线、尺寸验证等工序,降低了工作强度,节约了工作时间。组对基准及精度直接影响构架零部件最终的尺寸,这样利用工装组对就大大降低了尺寸偏差的几率,焊接变形,可有效保证构架各部位尺寸在公差范围内。通过三维划线检测验证,其偏差均能控制在1mm之内,该工装能有效降低由制造误差以及人为操作带来的累计公差传递,提高构架零部件组对焊接精度,提高了生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1