一种电解超声磁粒复合研磨光整加工曲轴系统及方法与流程
1.本发明涉及磁粒研磨技术领域,尤其涉及一种电解超声磁粒复合研磨光整加工曲轴系统及方法。
背景技术:
2.超精密加工技术是衡量一个国家科学技术水平的重要标志之一,现已成为机械制造业中最重要的一部分。作为发动机中最主要零件之一,曲轴的精密程度直接决定这发动机的性能,尤其是在高精度、高速领域。而曲轴的表面质量又决定了曲轴的精密程度。因此,由于高速、高精度领域对于曲轴的精度日益苛刻的要求,精密曲轴的超精密研磨加工受到了越来越高的重视。而精密曲轴加工技术作为曲轴精密加工的最有效技术手段之一,在近年来也引起了超精密加工研究领域的广泛关注和重视。目前,国际上工业技术发达的国家超精密加工研究与应用水平远远超过我国,我国现在虽然有数量庞大的精密加工企业,但是多数工厂只能完成简单的研磨加工,并且还存在工件表面质量差等问题,因此研制出具有自主知识产权的精密曲轴加工装置具有重大的意义。
3.曲轴是发动机中最重要的部件,它承受连杆传来的力,并将其转变为转矩,通过曲轴输出并驱动发动机上其他附件工作。曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用,因此要求曲轴有足够的强度和刚度,轴径表面需耐磨、工作均匀、平衡性好。曲轴成型后,为了使得曲轴的尺寸满足一定精度要求,需要对曲轴磨削加工主要是对曲轴的连杆轴径,主轴颈进行磨削加工。
4.传统电化学光整加工是利用金属阳极电化学溶解的原理,表面形成的钝化膜在外部流场的作用下被整平,且加工时不受工件材质和表面硬度的制约;但影响电化学光整加工质量的因素很多,且随着光整加工的进行,整平效果趋于平缓:传统磁粒研磨光整加工具有自适应性强、自锐性好、柔性加工等优点,被广泛应用于平面、内外圆表面、复杂磨具型腔的光整加工,但加工较硬材料时磨料使用寿命较短,致使研磨效率不高。
5.磁粒研磨法具有自锐性和研磨精度高等优点,且磁粒研磨本身属于一种微量切削加工方式,在实现降低工件表面粗糙度提高表面质量的同时,保证了工件加工区域的形状精度。
6.超声振动加工为超声波发生器将工频交流电能转变为有一定功率输出的超声频电振荡,换能器将超声频电振荡转变为超声机械振动,通过振幅扩大棒(变幅杆)使固定在变幅杆端部的工具振产生超声波振动,迫使磨料悬浮液高速地不断撞击、抛磨被加工表面使工件成型。超声加工在几十年里的到了迅猛发展,尤其是在难加工材料领域解决了很多关键的工艺问题,取得了良好的效果。难加工材料促进了超声加工技术的发展,从而进一步促进了新材料的发展,可以预测,超声加工技术的应用将会越来越广泛。
7.现有技术中,曲轴通常采用专用磨床进行磨削。专用磨床加工曲轴及非标轴类的时候,砂轮及砂带有效加工区域有限制,只能二维加工对应的轴面;专用磨床具有结构复杂、操作繁琐、设备昂贵等缺点。
技术实现要素:
8.为了克服现有技术的不足,本发明提供一种电解超声磁粒复合研磨光整加工曲轴系统及方法。电化学光整加工与轴向超声振动辅助磁粒研磨光整加工相结合,实现对硬质合金曲轴的光整加工,显著提高了加工效率和表面质量。
9.为了达到上述目的,本发明采用以下技术方案实现:
10.一种电解超声磁粒复合研磨光整加工曲轴系统,包括机架以及安装在机架上的驱动装置、横向进给装置、磁粒研磨随动装置、超声振动装置与磁刷,还包括电化学反应装置;超声振动装置与曲轴一端相连,驱动装置与曲轴另一端相连,并带动其旋转,横向进给装置带动磁粒研磨随动装置沿曲轴轴线往复移动,磁粒研磨随动装置与磁刷相连,磁粒研磨随动装置使得磁刷跟随着要研磨的曲轴表面,且一直保持在2~3mm的加工距离;电化学反应装置包括电解槽、电解抛光仪、铜棒、喷嘴与碳刷组件,铜棒与喷嘴固接在磁刷上,电解槽通过管路与铜棒及喷嘴相连,铜棒与电解抛光仪直流电源的负极相连,直流电源的正极与碳刷组件的碳刷相连,碳刷抵在曲轴上。
11.所述机架包括底部平台、立板与横梁;底部平台为一水平的平板,立板垂直固接在底部平台上,横梁横向固接在两个立板之间,横梁与底部平台平行。
12.所述驱动装置包括驱动电机、橡胶法兰盘与驱动电机座;曲轴的一端与橡胶法兰盘相连,橡胶法兰盘与联轴器相连,联轴器与驱动电机相连,驱动电机安装在驱动电机座上,驱动电机座固接在立板上。
13.所述横向进给装置包括平移电机、丝杠、端部支撑件与导向柱;端部支撑件与平移电机固接在横梁上,导向柱一端固接在立板上,另一端固接在端部支撑件上,导向柱与横梁平行;平移电机与丝杠相连,丝杠与磁粒研磨随动装置螺纹相连,平移电机带动磁粒研磨随动装置沿导向柱横向水平移动。
14.所述磁粒研磨随动装置包括磁刷导向块、连接架、凸轮电机、凸轮、连杆、铰接杆、滑块与磁刷导向柱;磁刷导向块与丝杠螺纹连接,磁刷导向块与导向柱滑动连接,连接架固接在磁刷导向块上,凸轮电机与滑块固接在连接架上,滑块与滑轨滑动连接;
15.所述凸轮电机与凸轮相连,连杆一端与凸轮相连,另一端与铰接杆铰接,铰接杆与磁刷螺纹相连;磁刷导向柱固接在磁刷导向块上,磁刷与磁刷导向柱相连;凸轮电机带动凸轮旋转,进而带动磁刷沿磁刷导向柱往复移动。
16.所述连杆一端设有滚轮,凸轮外表面设有沟槽,滚轮内嵌在沟槽内,沿沟槽运动。
17.所述电化学反应装置还包括过滤器、蠕动泵、流量计和控制阀,电解槽内设有搅拌器,过滤器、蠕动泵、流量计和控制阀安装在电解槽与铜棒相连的管路上,铜棒与磁刷内管道连通,磁刷内管道与喷嘴连通;电解液槽内的电解液通过蠕动泵吸入到铜棒中,通过磁刷内管道到磁刷上部的喷嘴,由喷嘴喷到曲轴外表面。
18.所述碳刷组件包括碳刷、碳刷导向块、碳刷导向柱与弹簧;碳刷、弹簧安装在碳刷导向柱上,碳刷导向柱安装在碳刷导向块上。
19.所述超声振动装置包括超声波发生器、集电环、换能器、变幅杆和电木顶紧块,超声波发生器、集电环、换能器、变幅杆和电木顶紧块依次相连,电木顶紧块与曲轴的一端相连。
20.一种电解超声磁粒复合研磨光整加工曲轴的方法,具体包括如下步骤:
21.1)将曲轴装夹在驱动装置上,首先将橡胶法兰盘通过螺栓紧固在曲轴的一端,再用螺栓、螺栓电木套管、电木垫片将曲轴紧固到联轴器上,后将联轴器通过螺栓紧固在驱动电机的输出轴端;
22.2)将曲轴与超声振动装置相连一端的电木顶紧块通过自带的螺纹和螺栓来调节顶出压力,将曲轴进行定位夹紧;
23.3)水基研磨液与磁性研磨粒子以1:2的比例混合后吸附在内部磁刷的磁极上;
24.4)将碳刷与直流电源的正极相连,直流电源的负极与铜棒电极相连,铜棒电极通过电解液输送管道和蠕动泵连接电解槽,启动蠕动泵后,电解槽内的电解液可通过蠕动泵吸入到铜棒电极中并从铜棒电极流过,通过磁刷内管道到磁刷上部的喷嘴,从合金曲轴工件的间隙中流出;
25.5)开启曲轴驱动电机,通过联轴器带动曲轴进行旋转,转速为600~1500r/min;带动右端的超声振动装置一起旋转,并将超声波发生器频率调至为14~18khz;
26.6)开启横向进给装置的平移电机,平移电机通过联轴器带动丝杠进行旋转,丝杠带动磁刷调整左右位置,确定磁刷与待加工曲轴表面的横向进给方向;
27.7)开启凸轮电机,凸轮电机带动凸轮进行旋转,凸轮通过连杆带动磁刷跟着曲轴旋转运动,确定磁刷与曲轴表面距离保持在2~3mm;
28.8)当第一加工表面完成预定的加工时间后,凸轮带动磁刷退回极限位置后,通过横向进给装置,带动磁刷移动到下一加工表面的预定位置,凸轮继续带动磁刷进行横向进给跟随加工作业;
29.9)待所有加工表面加工完成后,凸轮带动磁刷退回极限位置,横向进给装置移动至初始位置,曲轴驱动电机停机,旋松曲轴电木顶紧块和驱动电机联轴器,将曲轴卸下;
30.10)对设备进行断电,并清洗磁刷上的磁粒和工作台表面。
31.与现有方法相比,本发明的有益效果是:
32.1)本发明利用电化学光整加工与磁粒研磨加工的复合工艺,通过电化学反应使合金曲轴工件表面反应生成一层较软的钝化膜,轴向超声振动辅助磁粒研磨有效去除这层钝化膜,实现对硬质合金曲轴的光整加工,并可显著提高加工效率和表面质量。
33.2)磁粒研磨法具有自锐性和研磨精度高等优点,且磁粒研磨本身属于一种微量切削加工方式,在实现降低工件表面粗糙度提高表面质量的同时,保证了工件加工区域的形状精度。而通过磁粒刷可以一次加工曲轴轴面、轴侧面及配重块侧面,并且可以加工到面与面的连接处,达到了曲轴的整体表面加工,避免了砂轮及砂带的加工局限。
34.本发明通过驱动装置带动曲轴旋转,横向进给装置带动磁粒研磨随动装置沿曲轴轴线往复移动,磁粒研磨随动装置与磁刷相连,磁粒研磨随动装置使得磁刷跟随着要研磨的曲轴表面,且一直保持在2~3mm的加工距离,进而适应各种轴径的加工。本发明可用于不同轴径的曲轴表面研磨,达到了曲轴的整体表面加工,避免了砂轮及砂带的加工局限。本发明整体结构简单合理,设计巧妙,操作简单,成本低。
附图说明
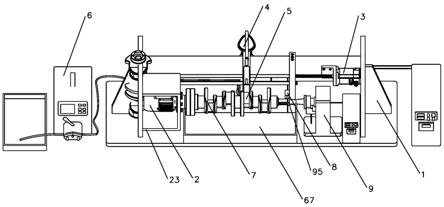
35.图1是本发明结构示意主视图;
36.图2是本发明结构示意后视图;
37.图3是本发明驱动装置与横向进给装置立体结构示意图;
38.图4是本发明磁粒研磨随动装置立体结构示意图;
39.图5是本发明碳刷组件立体结构示意图;
40.图6是本发明碳刷组件另一角度立体结构示意图;
41.图7是本发明超声振动装置立体结构示意图。
42.图中:1
‑
机架 2
‑
驱动装置 3
‑
横向进给装置 4
‑
磁粒研磨随动装置 5
‑
磁刷 6
‑
电化学反应装置 7
‑
曲轴 8
‑
碳刷组件 9
‑
超声振动装置 11
‑
底部平台 12
‑
立板 13
‑
滑轨 14
‑
横梁 21
‑
驱动电机 22
‑
橡胶法兰盘 23
‑
驱动电机座 31
‑
平移电机 32
‑
丝杠 33
‑
导向柱 34
‑
平移电机座 35
‑
端部支撑件 41
‑
磁刷导向块 42
‑
连接架 43
‑
凸轮电机 44
‑
凸轮 45
‑
连杆 46
‑
电木铰接杆 47
‑
滑块 48
‑
磁刷导向柱 61
‑
电解槽 62
‑
电解抛光仪 63
‑
铜棒 64
‑
喷嘴 65
‑
软管 66
‑
蠕动泵 67
‑
电解液废液槽 621
‑
负极线 622
‑
正极线 81
‑
碳刷 82
‑
碳刷导向块 83
‑
碳刷导向柱 84
‑
弹簧 91
‑
超声波发生器 92
‑
集电环 93
‑
换能器 94
‑
变幅杆 95
‑
电木顶紧块
具体实施方式
43.下面对本发明的具体实施方式作进一步说明,但不用来限制本发明的范围:
44.实施例:
45.如图1、图2所示,一种电解超声磁粒复合研磨光整加工曲轴系统,包括机架1、驱动装置2、横向进给装置3、磁粒研磨随动装置4、磁刷5、电化学反应装置6与超声振动装置9。
46.机架1包括底部平台11、立板12、滑轨13与横梁14。底部平台11为一水平的平板,两个立板12垂直固接在底部平台11上,横梁14横向固接在两个立板12之间,横梁14与底部平台11平行。滑轨13横向固接在横梁14上,滑轨13与底部平台11平行。
47.如图1、图3所示,驱动装置2包括驱动电机21、橡胶法兰盘22与驱动电机座23;曲轴7的一端与橡胶法兰盘22相连,橡胶法兰盘22与联轴器相连,联轴器与驱动电机21相连,驱动电机21安装在驱动电机座23上,驱动电机座23固接在立板12上。曲轴7一端通过螺栓紧固在橡胶制作的橡胶法兰盘22上,橡胶法兰盘22通过螺栓连接到驱动电机21的输出联轴器上,紧固螺栓孔内设有电木制作的螺栓套筒,加上电木制作的垫片,来达到此端的绝缘要求,并利用橡胶的变形量大得特点来完成超声振动。
48.横向进给装置3包括平移电机31、丝杠32、端部支撑件35、导向柱33与平移电机座34。端部支撑件35与平移电机31固接在横梁14上,导向柱33一端固接在立板12上,另一端固接在端部支撑件35上,导向柱33与横梁14平行;平移电机31与丝杠32相连,丝杠32与磁粒研磨随动装置螺纹相连,平移电机31带动磁粒研磨随动装置沿导向柱33横向水平移动。
49.如图3、图4所示,磁粒研磨随动装置4包括磁刷导向块41、连接架42、凸轮电机43、凸轮44、连杆45、电木铰接杆46、滑块47与磁刷导向柱48。磁刷导向块41与丝杠32螺纹连接,磁刷导向块41与导向柱33滑动连接,平移电机31带动丝杠32旋转,进而带动磁刷导向块41沿导向柱33横向水平移动。
50.连接架42固接在磁刷导向块41上,凸轮电机43与滑块47固接在连接架42上,滑块47与滑轨13滑动连接。凸轮电机43与凸轮44相连,连杆42一端与凸轮43相连,另一端与电木铰接杆46铰接,电木铰接杆46与磁刷5螺纹相连。磁刷导向柱48固接在磁刷导向块41上,磁
刷5与磁刷导向柱48相连,凸轮电机43带动凸轮44旋转,进而带动磁刷5沿磁刷导向柱48往复移动。连杆42一端设有滚轮,凸轮44外表面设有沟槽,滚轮内嵌在沟槽内,沿沟槽运动。
51.如图1、图2、图4、图5、图6所示,电化学反应装置6包括电解槽61、电解抛光仪62、铜棒63、喷嘴64、软管65、电解液废液槽67与碳刷组件8。碳刷组件8包括碳刷81、碳刷导向块82、碳刷导向柱83与弹簧84,碳刷81、弹簧84安装在碳刷导向柱83上,碳刷导向柱83安装在碳刷导向块82上,碳刷导向块82固接在端部支撑件35上。电解液废液槽67放置在底部平台11上,位于曲轴7的正下方。
52.铜棒63与喷嘴64固接在磁刷5上,电解槽61通过软管65与铜棒63及喷嘴64相连,铜棒63与磁刷5内管道连通,磁刷5内管道与喷嘴64连通。铜棒63电极通过螺纹杆固定在磁刷5侧面,螺纹杆内设有与铜棒63电极上的电解液流出孔相通的孔道,电解液输送管道与螺纹杆内部孔道连通。电化学反应装置还包括过滤器、蠕动泵66、流量计和控制阀,电解槽61内设有搅拌器,过滤器、蠕动泵、流量计和控制阀安装在电解槽61与铜棒63相连的管路上。电解液槽61内的电解液通过蠕动泵66吸入到铜棒63中,通过磁刷5内管道到磁刷5上部的喷嘴64,由喷嘴64喷到曲轴7外表面。
53.铜棒63与电解抛光仪直流电源的负极线621相连,直流电源的正极线622与碳刷组件8的碳刷81相连,碳刷81抵在曲轴上。
54.如图1、图7所示,超声振动装置9包括超声波发生器91、集电环62、换能器93、变幅杆94和电木顶紧块95,超声波发生器91、集电环92、换能器93、变幅杆94与电木顶紧块95依次相连,电木顶紧块95与曲轴7的一端相连。
55.一种电解超声磁粒复合研磨光整加工曲轴的方法,具体包括如下步骤:
56.1)将曲轴7装夹在驱动装置2上,首先将橡胶法兰盘22通过螺栓紧固在曲轴7的一端,再用螺栓、螺栓电木套管、电木垫片将曲轴7紧固到联轴器上,后将联轴器通过螺栓紧固在驱动电机21的输出轴端;
57.2)将曲轴7与超声振动装置9相连一端的电木顶紧块95通过自带的螺纹和螺栓来调节顶出压力,将曲轴7进行定位夹紧;
58.3)水基研磨液与磁性研磨粒子以1:2的比例混合后吸附在磁刷5的磁极上,磁极上吸附有磁粒;电解液为浓度为20%~30%的硝酸钠溶液;
59.4)将碳刷81与电解抛光仪62直流电源的正极线622相连,电解抛光仪62直流电源的负极线621与铜棒63电极相连,铜棒63电极通过电解液输送管道和蠕动泵66连接电解槽61,启动蠕动泵66后,电解槽61内的电解液可通过蠕动泵66吸入到铜棒63电极中并从铜棒63电极流过,通过磁刷5内管道到磁刷5上部的喷嘴64,从合金曲轴7工件的间隙中流出;
60.5)开启曲轴驱动电机21,通过联轴器带动曲轴7进行旋转,转速为600~1500r/min;带动右端的超声振动装置9一起旋转,并将超声波发生器91频率调至为14~18khz;
61.6)开启横向进给装置3的平移电机31,平移电机31通过联轴器带动丝杠32进行旋转,丝杠32带动磁刷5调整左右位置,确定磁刷5与待加工曲轴7表面的横向进给方向;
62.7)开启凸轮电机43,凸轮电机43带动凸轮44进行旋转,凸轮44通过连杆45带动磁刷5跟着曲轴7旋转运动,确定磁刷5与曲轴7表面距离保持在2~3mm;
63.8)当第一加工表面完成预定的加工时间后,凸轮44带动磁刷5退回极限位置后,通过横向进给装置3,带动磁刷5移动到下一加工表面的预定位置,凸轮44继续带动磁刷5进行
横向进给跟随加工作业;
64.9)待所有加工表面加工完成后,凸轮44带动磁刷5退回极限位置,横向进给装置3移动至初始位置,曲轴7的驱动电机21停机,旋松曲轴7电木顶紧块95和驱动电机21联轴器,将曲轴7卸下;
65.10)对设备进行断电,并清洗磁刷5上的磁粒和工作台表面。
66.本发明利用电化学光整加工与磁粒研磨加工的复合工艺,通过电化学反应使合金曲轴工件表面反应生成一层较软的钝化膜,轴向超声振动辅助磁粒研磨有效去除这层钝化膜,实现对硬质合金曲轴的光整加工,并可显著提高加工效率和表面质量。
67.磁粒研磨法具有自锐性和研磨精度高等优点,且磁粒研磨本身属于一种微量切削加工方式,在实现降低工件表面粗糙度提高表面质量的同时,保证了工件加工区域的形状精度。而通过磁粒刷可以一次加工曲轴轴面、轴侧面及配重块侧面,并且可以加工到面与面的连接处,达到了曲轴的整体表面加工,避免了砂轮及砂带的加工局限。
68.本发明通过驱动装置2带动曲轴7旋转,横向进给装置3带动磁粒研磨随动装置4沿曲轴7轴线往复移动,磁粒研磨随动装置4与磁刷5相连,磁粒研磨随动装置4使得磁刷5跟随着要研磨的曲轴7表面,且一直保持在2~3mm的加工距离,进而适应各种轴径的加工。本发明可用于不同轴径的曲轴表面研磨,达到了曲轴的整体表面加工,避免了砂轮及砂带的加工局限。本发明整体结构简单合理,设计巧妙,操作简单,成本低。
69.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1