一种点焊托架装置的制作方法
1.本发明涉及一种点焊托架装置,属于金属材料焊接技术领域。
背景技术:
2.钛合金具有良好的耐蚀性、较高强度和耐热性以及在低温下能保持良好力学性能等特点,在航空航天、轨道交通、武器装备等领域应用十分广泛。某型号燃油箱为筒形工件,其上需要点焊多个焊接组件,每套燃油箱上点焊点数量达300个之多,且分散在燃油箱壳体上。燃油箱壳体在点焊时需要2
‑
3位操作人员托着燃油箱壳体进行点焊,该过程造成点焊质量一致性、稳定性较差,操作人员劳动强度较大,焊接效率较低。该焊接过程效率低下,所需操作人员数量较多,为了提高该型号燃油箱点焊的点焊质量的稳定性和焊接效率,降低操作人员的劳动强度和操作人员的数量,对点焊过程中就如何减少操作人员数量、降低操作人员工作强度、提高焊接过程中的焊接质量和焊接效率方面进行了重点研究。
技术实现要素:
3.本发明解决的技术问题是:针对目前现有技术中,工件点焊时采用人工抬举导致的焊接质量及焊接效率较低的问题,提出了一种点焊托架装置。
4.本发明解决上述技术问题是通过如下技术方案予以实现的:
5.一种点焊托架装置,包括托举机构、运动控制机构,其中:
6.托举机构包括托举支架、撑杆、周向旋转机构、衬板、托举平台,所述衬板平行铺设于托举平台上,衬板两端均设置有托举支架,周向旋转机构通过撑杆设置于托举支架上,筒形工件进行电焊加工时置于衬板两端的周向旋转机构间,并根据电焊需求进行旋转;
7.运动控制机构包括连杆机构、支撑杆、连接杆、铰链结构、伸缩杆、支撑板、滚轮、轮轴、托板、连接板、扶手,所述连杆机构为x型结构,用于对托举平台进行支撑,连杆机构一端连接于托举平台下表面,另一端连接于托板上,连杆机构通过设置于连杆机构中心位置的支撑杆进行可转动连接,并通过连接杆实现稳定连接,连杆机构通过铰链结构及伸缩杆长度调节进行角度调节及托举平台高度调节,所述托板两端设置有支撑托板的支撑板,支撑板下端设置有带动托板及托举平台进行水平移动轮轴及滚轮,托板一侧的支撑板上设置有连接板,连接板上设置有控制位移方向的扶手。
8.所述托板上设置有滑槽,供调节角度过程中连杆机构进行滑动。
9.所述滚轮可通过锁紧控制筒形工件的水平运动。
10.所述周向旋转机构上设置有滚珠,在筒形工件带动周向旋转机构转动过程中保证筒形工件不产生划痕。
11.所述筒形工件为薄壁筒体,当需要进行点焊操作时置于周向旋转机构间。
12.本发明与现有技术相比的优点在于:
13.本发明提供的一种点焊托架装置,采用托举支架对筒形工件的一侧进行托举支撑,托架,对筒形工件起到托举支撑作用,而不需要依靠人工托举筒形工件,实现在筒形工
件点焊过程中的前进、后退、和转动等。可以有效减少操作人员的工作强度并实现减员1
‑
2人,提高筒形工件点焊的一致性、稳定性和焊接效率。
附图说明
14.图1为发明提供的筒形工件托举结构示意图;
15.图2为发明提供的托举支架装置结构示意图;
16.图3为发明提供的托举支架装置托举筒形工件实例结构示意图;
具体实施方式
17.一种点焊托架装置,用于对筒形工件进行托举,在筒形工件进行点焊操作过程中提供适当的位置及角度调节,主要包括托举机构、运动控制机构,运动控制机构通过自身连杆机构的和滚动机构控制来调节筒形工件上下、前后的空间位置的移动,托举机构用于对筒形工件进行托举。
18.托举机构包括托举支架、撑杆、周向旋转机构、衬板、托举平台,所述衬板平行铺设于托举平台上,衬板两端均设置有托举支架,周向旋转机构通过撑杆设置于托举支架上,筒形工件进行电焊加工时置于衬板两端的周向旋转机构间,并根据电焊需求进行旋转;
19.运动控制机构包括连杆机构、支撑杆、连接杆、铰链结构、伸缩杆、支撑板、滚轮、轮轴、撑杆、托板、连接板、扶手,所述连杆机构为x型结构,用于对托举平台进行支撑,连杆机构一端连接于托举平台下表面,另一端连接于托板上,连杆机构通过设置于连杆机构中心位置的支撑杆进行可转动连接,并通过连接杆实现稳定连接,连杆机构通过铰链结构及伸缩杆长度调节进行角度调节及托举平台高度调节,所述托板两端设置有支撑托板的支撑板,支撑板下端设置有带动托板及托举平台进行水平移动轮轴及滚轮,托板一侧的支撑板上设置有连接板,连接板上设置有控制位移方向的扶手。
20.其中,托板上设置有滑槽,供调节角度过程中连杆机构进行滑动,滚轮包括锁紧状态及可控状态可通过锁紧控制筒形工件的水平运动;
21.周向旋转机构上设置有滚珠,在筒形工件带动周向旋转机构转动过程中保证筒形工件不产生划痕,筒形工件为薄壁筒体,当需要进行点焊操作时置于周向旋转机构间。
22.下面通过具体实施例进行进一步说明:
23.在本实施例中,点焊托架装置由运动控制机构、托举机构组成,运动控制机构包括多个连杆机构,连杆机构中两侧的x形连杆机构通过支撑杆连位于上下两端导轨平板中间,通过x形连杆在导轨槽的运动以带动筒形工件的运动,x形连杆机构与上下两个导轨槽连接为一个整体,上导轨槽平面即为托举平台下表面。
24.托举机构包括多个托举支架,托举支架位于托举平台上,每个托举支架都对应两个撑杆及两个周向旋转机构,托举支架设置于衬板上,衬板平行排列设置于托举平台上表面。
25.周向旋转机构即为滚珠组件,套装于支撑杆上,筒形工件的长度为1000mm,直径400mm,壁厚最小可以至1.0mm。
26.筒形工件材料选用ta15钛合金,长度800mm,厚度1.8,点焊位置长度为240mm,宽度为34mm,共150余焊点,焊接过程中通过点焊托架装置调整焊接的位置。
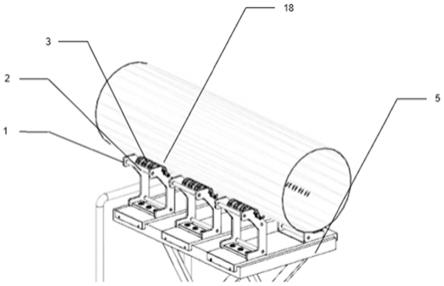
27.如图1至图3所示,托举支架1、撑杆2、周向旋转机构3、衬板4、托举平台5、连杆机构6、支撑杆7、连接杆8、铰链结构9、伸缩杆10、支撑板11、滚轮12、轮轴13、托板15、连接板16、扶手17,
28.具体流程如下:
29.将筒形工件18放置于托举支架1上,实现对待焊工件的托举功能,避免了人工抬举工件,增加工件在焊接过程中位置的稳定性;
30.通过调节x形连杆机构6实现对工件高度位置的调节,将工件的高度调节合适;
31.推动扶手17将工件周向位置调节至合适位置进行对点焊接,在焊接过程中通过推动整个装置实现水平方向位移,完成轴向待焊位置的点焊工作;
32.点焊工件通过周向旋转机构3的转动,可实现工件的旋转,在焊接过程中调节滚珠,将工件旋转到合适位置后,进行对点焊接,完成工件的周向方向上的焊接;
33.轴向方向某一待焊焊位置完成点焊后,然后调节滚珠,调节到新的一处轴向方向上的点焊位置,通过重复操作完成工件待焊位置上的点焊工作;
34.焊接完成后将工件取下来,对焊缝外观和焊缝质量进行检验,焊缝外观成形良好,焊缝满足qj2695
‑
95 i级焊缝要求,复合设计要求。
35.本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改,因此,本发明的保护范围应当以本发明权利要求所界定的范围为准。
36.本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1