销轴双孔加工用固定工装的制作方法
1.本发明属于机加工技术领域,尤其是销轴的开孔加工工艺,具体涉及销轴双孔加工用固定工装。
背景技术:
2.目前,对于销轴两端分别开孔的工艺中没有专用的卡具和工装,一般需要操作人员握持销轴至机加工位置,在一次进刀的过程中同步进行两次开孔。但在实际操作过程中,由于销轴是采用人工握持的方式,很难避免偏差和抖动,不但效率低下,还容易导致销轴外部发生划伤,因此,应设计一种新的专用工装解决上述问题。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种结构合理,快速拆装,方便进出料,定位准确的销轴双孔加工用固定工装。
4.本发明采取的技术方案是:
5.销轴双孔加工用固定工装,其特征在于:包括一个底板,所述底板的前、后端部分别安装有一端部卡块,该两端部卡块的上端中部均制出一个开口,任一的端部卡块背向另一端部卡块的端面内安装有一挡板,该挡板内穿装有一顶丝;所述的两个端部卡块之间安装有一中部卡块,该中部卡块上端制出一个嵌槽,该嵌槽旁侧的铰装有一下压头;在固定状态下,销轴的两侧端部和中部分别嵌入端部卡块的开口,以及中部卡块的嵌槽内,其轴向位置通过顶丝压紧限位,径向位置通过压头压紧限位。
6.进一步的,所述的两个端部卡块的开口位置上方均安装有一盖板,每个盖板内均制出一个通孔,所述通孔与销轴开孔的位置对应,位于开口位置正上方的投影位置。
7.进一步的,所述端部卡块制出的开口内部宽度大于销轴的外径,中部卡块制出的嵌槽和销轴外径适配。
8.进一步的,所述底板下端面一体制出一个导向块,该导向块内制出导向槽,所述导向槽滑动嵌装在一个导轨外部,该导轨的两端分别位于机加工的加工位置和出料位置。
9.进一步的,所述中部卡块旁侧安装有一铰座,铰座上端铰装有一铰臂,该铰臂的下端安装有下压头。
10.进一步的,所述铰臂沿其延伸方向制出导槽,下压头的上端部安装有螺栓,所述螺栓穿装在导槽内,其端部安装有螺母锁紧固定。
11.本发明的优点和积极效果是:
12.本发明中,以底板作为安装基础,在底板上端面内分别安装两个端部卡块和一个中部卡块对销轴进行定位。端部卡块制出的开口内径大于销轴的外径,在拆装时可容置销轴倾斜放入,中部卡块的嵌槽与销轴外径适配,用于容置销轴进行固定。在使用时,通过调整顶丝位置将销轴端部顶紧限位,之后通过下压头将其径向位置压紧在中部卡块的嵌槽内,进而将销轴的轴向和径向位置分别固定。最后即可采用机加工设备进行开孔,定位准
确,拆装快速。
13.本发明中,底板下端制出的导向块配合导轨进行滑动,即可将其推入加工位置,待加工完成后又可将其拉出。
14.本发明中,下压头配合螺栓和螺母可使其沿销轴的径向方向移动和锁死,当工装上时间使用之后,可采用其结构进行位置调整。
附图说明
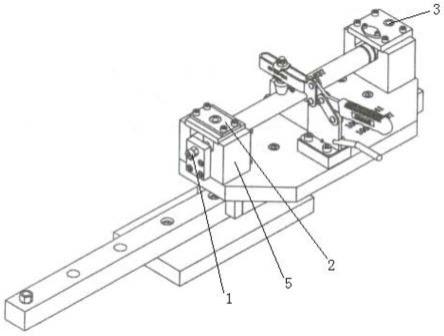
15.图1为本发明的结构示意图;
16.图2为待加工的销轴结构示意图;
17.图3为销轴固定在工装内的结构示意图。
具体实施方式
18.下面结合实施例,对本发明进一步说明,下述实施例是说明性的,不是限定性的,不能以下述实施例来限定本发明的保护范围。
19.销轴双孔加工用固定工装,本发明的创新在于,包括一个底板8,所述底板的前、后端部分别安装有一端部卡块5,该两端部卡块的上端中部均制出一个开口,任一的端部卡块背向另一端部卡块的端面内安装有一挡板,该挡板内穿装有一顶丝1;所述的两个端部卡块之间安装有一中部卡块7,该中部卡块上端制出一个嵌槽,该嵌槽旁侧的铰装有一下压头4;在固定状态下,销轴的两侧端部和中部分别嵌入端部卡块的开口,以及中部卡块的嵌槽内,其轴向位置通过顶丝压紧限位,径向位置通过压头压紧限位。
20.本实施例中,所述的两个端部卡块的开口位置上方均安装有一盖板2,每个盖板内均制出一个通孔3,所述通孔与销轴开孔的位置对应,位于开口位置正上方的投影位置。
21.本实施例中,所述端部卡块制出的开口内部宽度大于销轴的外径,中部卡块制出的嵌槽和销轴外径适配。
22.本实施例中,所述底板下端面一体制出一个导向块9,该导向块内制出导向槽,所述导向槽滑动嵌装在一个导轨10外部,该导轨的两端分别位于机加工的加工位置和出料位置。
23.本实施例中,所述中部卡块旁侧安装有一铰座,铰座上端铰装有一铰臂6,该铰臂的下端安装有下压头。
24.本实施例中,所述铰臂沿其延伸方向制出导槽,下压头的上端部安装有螺栓,所述螺栓穿装在导槽内,其端部安装有螺母锁紧固定。
25.本发明的使用过程是:
26.本发明使用时,如图3所示,将销轴11的两端放置于两个端部卡块内。在使用时,通过调整顶丝位置将销轴端部顶紧限位,之后通过下压头将其径向位置压紧在中部卡块的嵌槽内,进而将销轴的轴向和径向位置分别固定,之后即可进行开孔加工。在开孔时将其整体推入机加工的加工位置进行进刀和退刀操作,待开孔完成后将工装整体拉出后即如图2所示,拆出两端开孔12的铰轴。
27.本发明中,以底板作为安装基础,在底板上端面内分别安装两个端部卡块和一个中部卡块对销轴进行定位。端部卡块制出的开口内径大于销轴的外径,在拆装时可容置销
轴倾斜放入,中部卡块的嵌槽与销轴外径适配,用于容置销轴进行固定。在使用时,通过调整顶丝位置将销轴端部顶紧限位,之后通过下压头将其径向位置压紧在中部卡块的嵌槽内,进而将销轴的轴向和径向位置分别固定。最后即可采用机加工设备进行开孔,定位准确,拆装快速。
28.本发明中,底板下端制出的导向块配合导轨进行滑动,即可将其推入加工位置,待加工完成后又可将其拉出。
29.本发明中,下压头配合螺栓和螺母可使其沿销轴的径向方向移动和锁死,当工装上时间使用之后,可采用其结构进行位置调整。
技术特征:
1.销轴双孔加工用固定工装,其特征在于:包括一个底板,所述底板的前、后端部分别安装有一端部卡块,该两端部卡块的上端中部均制出一个开口,任一的端部卡块背向另一端部卡块的端面内安装有一挡板,该挡板内穿装有一顶丝;所述的两个端部卡块之间安装有一中部卡块,该中部卡块上端制出一个嵌槽,该嵌槽旁侧的铰装有一下压头;在固定状态下,销轴的两侧端部和中部分别嵌入端部卡块的开口,以及中部卡块的嵌槽内,其轴向位置通过顶丝压紧限位,径向位置通过压头压紧限位。2.根据权利要求1所述的销轴双孔加工用固定工装,其特征在于:所述的两个端部卡块的开口位置上方均安装有一盖板,每个盖板内均制出一个通孔,所述通孔与销轴开孔的位置对应,位于开口位置正上方的投影位置。3.根据权利要求1所述的销轴双孔加工用固定工装,其特征在于:所述端部卡块制出的开口内部宽度大于销轴的外径,中部卡块制出的嵌槽和销轴外径适配。4.根据权利要求1所述的销轴双孔加工用固定工装,其特征在于:所述底板下端面一体制出一个导向块,该导向块内制出导向槽,所述导向槽滑动嵌装在一个导轨外部,该导轨的两端分别位于机加工的加工位置和出料位置。5.根据权利要求1所述的销轴双孔加工用固定工装,其特征在于:所述中部卡块旁侧安装有一铰座,铰座上端铰装有一铰臂,该铰臂的下端安装有下压头。6.根据权利要求5所述的销轴双孔加工用固定工装,其特征在于:所述铰臂沿其延伸方向制出导槽,下压头的上端部安装有螺栓,所述螺栓穿装在导槽内,其端部安装有螺母锁紧固定。
技术总结
本发明属于机加工技术领域,尤其是销轴的开孔加工工艺,具体涉及销轴双孔加工用固定工装。包括一个底板,所述底板的前、后端部分别安装有一端部卡块,该两端部卡块的上端中部均制出一个开口,任一的端部卡块背向另一端部卡块的端面内安装有一挡板,该挡板内穿装有一顶丝;所述的两个端部卡块之间安装有一中部卡块,该中部卡块上端制出一个嵌槽,该嵌槽旁侧的铰装有一下压头;在固定状态下,销轴的两侧端部和中部分别嵌入端部卡块的开口,以及中部卡块的嵌槽内,其轴向位置通过顶丝压紧限位,径向位置通过压头压紧限位。径向位置通过压头压紧限位。径向位置通过压头压紧限位。
技术研发人员:崔超 崔越 崔文来 崔建涛 崔雅臣 李绍功 张涛 李绍德
受保护的技术使用者:天津宝涞精工集团股份有限公司
技术研发日:2020.12.25
技术公布日:2022/6/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1