活塞压制工装的制作方法
1.本实用新型涉及一种活塞压制工装。
背景技术:
2.目前,在活塞的的各个部件装配过程中,底座上的轴承与轴的装配是影响效率的关键环节之一,常规的做法是利用压机直接将轴穿过底座后压入轴承内,但是在压机压制的过程中缺乏影响的引导机构,从而容易在压制过程中因位移而造成装配失败,影响其装配效果。
技术实现要素:
3.本实用新型的目的在于克服上述不足,提供一种操作简单、操作效率高且作业效果好的活塞压制工装。
4.本实用新型的目的是这样实现的:
5.一种活塞压制工装,包含有压机,位于压机下方的底座上表面上竖向设置有一盲孔,一竖向设置的弹簧嵌置于该盲孔内,竖向设置的导向轴的底部与弹簧的顶部相连接,导向轴的顶部伸置于盲孔外;所述压机的压头上固定连接有固定压块,所述固定压块的两端竖向向下设置有导向杆,所述导向杆上套装有导向压块,且导向压块竖向设置有供压入轴插入的插孔。
6.本实用新型一种活塞压制工装,所述导向压块上的插孔的中心轴线与盲孔的中心轴线相重合。
7.本实用新型一种活塞压制工装,所述盲孔由通孔和位于通孔底部的堵头构成。
8.与现有技术相比,本实用新型的有益效果是:
9.本实用新型通过导向轴对压入轴进行引导和限位,从而保证了压制的效果;且整个设备可方便的在常规压机上进行改进,结构简单、使用方便。
附图说明
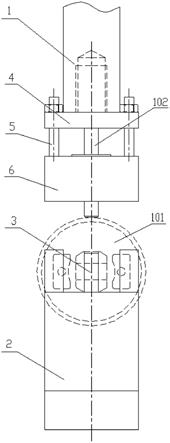
10.图1为本实用新型一种活塞压制工装的正视图。
11.图2为本实用新型一种活塞压制工装的侧面剖视图。
12.其中:
13.活塞座101、压入轴102;
14.压机1、底座2、导向轴3、固定压块4、导向杆5、导向压块6;
15.盲孔2.1、弹簧2.2。
具体实施方式
16.参见图1和图2,本实用新型涉及的一种活塞压制工装,包含有压机1,位于压机1下方的底座2上表面上竖向设置有一盲孔2.1,一竖向设置的弹簧2.2嵌置于该盲孔2.1内,竖
向设置的导向轴3的底部与弹簧2.2的顶部相连接,导向轴3的顶部伸置于盲孔2.1外;
17.所述压机1的压头上固定连接有固定压块4,所述固定压块4的两端竖向向下设置有导向杆5,所述导向杆5上套装有导向压块6,且导向压块 6竖向设置有供压入轴102插入的插孔;
18.进一步的,所述导向压块6上的插孔的中心轴线与盲孔2.1的中心轴线相重合;
19.进一步的,所述盲孔2.1由通孔和位于通孔底部的堵头构成;
20.使用时,将活塞座101套装于导向轴3上,在轴承的两侧分别垫上垫圈后,略微上抬活塞座101后将轴承横向设置于活塞座101的u形轴承槽内,随后放下活塞座101使得内径小于轴承内孔的导向轴3插置于轴承的中心孔内;接着将压入轴102插置于导向压块6的插孔内后,启动压机1 将压入轴102顶着导向轴3向下运动,随后将压入轴102压入轴承的中心孔中,此时导向轴3压迫弹簧向下运动。
21.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1