一种汽车刹车盘的防尘罩的加工模具的制作方法
1.本实用新型涉及汽车零部件加工模具领域,具体涉及一种汽车刹车盘的防尘罩的加工模具。
背景技术:
2.一种汽车刹车盘的防尘罩,如图1所示,该防尘罩的外轮廓为非闭合的圆弧结构,具有一开口p1,其通过模具连续加工成型。当采用中间连接带的形式时,由于零件尺寸较大,就会导致中间连接带尺寸相对较小,强度较低,中间连接带易发生弯曲、偏移,影响料板定位。
技术实现要素:
3.本实用新型提供了一种汽车刹车盘的防尘罩的加工模具,其能解决上述技术问题。
4.其技术方案是这样的,一种汽车刹车盘的防尘罩的加工模具,其包括上模座和下模座,所述上模座和所述下模座通过外导柱、外导套导向配合,其特征在于:所述加工模具包括向下折弯冲头、凸筋凹模、向下折弯凹模、凸筋凸模和连接条浮升块,所述向下折弯冲头、所述凸筋凹模安装于所述上模座下,所述向下折弯凹模、凸筋凸模安装于所述下模座上,所述向下折弯冲头与所述向下折弯凹模配合于中间连接带的两侧形成向下的翻折部位,所述凸筋凹模和凸筋凸模配合于中间连接带的中间形成沿料带长度方向延伸的凸筋,所述连接条浮升块通过导柱导套安装于所述下模座上,中间连接带通过两侧翻折部位卡住连接条浮升块保持传输的平稳。
5.进一步的,所述上模座和所述下模座之间沿进料方向依次设有第一冲引导孔-切缺口-第一剪切-向上凸筋结构、第二冲引导孔第二剪切结构、第三剪切结构、第四剪切向下折弯结构、向下成型结构、第五剪切结构、整形结构、冲孔精切结构和切离结构;
6.所述第一冲引导孔-切缺口-第一剪切-向上凸筋结构包括第一剪切脱料板、第一剪切窗口板、第一冲引导孔冲头、切缺口冲头、第一剪切冲头、所述凸筋凹模、第一冲引导孔凹模套、切缺口刀口、第一剪切刀口、所述凸筋凸模和第一剪切沉盘,所述第一剪切脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述第一剪切窗口板安装于所述第一剪切脱料板下,所述第一冲引导孔冲头、切缺口冲头、第一剪切冲头、凸筋凹模安装于所述上模座下并能够向下穿过所述第一剪切脱料板、第一剪切窗口板,所述第一冲引导孔凹模套、切缺口刀口、第一剪切刀口、凸筋凸模安装于所述第一剪切沉盘并分别与所述第一冲引导孔冲头、切缺口冲头、第一剪切冲头、凸筋凹模配合,所述第一剪切沉盘安装于所述下模座上;
7.所述第二冲引导孔第二剪切结构包括第二冲引导孔剪切脱料板、第二冲引导孔剪切窗口板、第二冲引导孔冲头、第二剪切冲头、第二冲引导孔凹模套和第二剪切刀口,所述第二冲引导孔剪切脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述第二冲
引导孔剪切窗口板安装于所述第二冲引导孔剪切脱料板下,所述第二冲引导孔冲头、第二剪切冲头安装于所述上模座下并能够向下穿过所述第二冲引导孔剪切脱料板、第二冲引导孔剪切窗口板,所述第二冲引导孔凹模套安装于第二剪切刀口并与第二冲引导孔冲头配合,第二剪切刀口安装于下模座上并与第二剪切冲头配合;
8.所述第三剪切结构包括第三剪切脱料板、第三剪切窗口板、第三剪切冲头和第三剪切刀口,所述第三剪切脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述第三剪切窗口板安装于所述第三剪切脱料板下,所述第三剪切冲头安装于所述上模座下并能够向下穿过所述第三剪切脱料板、第三剪切窗口板,所述第三剪切刀口安装于所述下模座上并与所述第三剪切冲头配合;
9.第四剪切向下折弯结构包括第四剪切折弯脱料板、第四剪切折弯窗口板、第四剪切冲头、所述向下折弯冲头、第四剪切刀口和所述向下折弯凹模,所述第四剪切折弯脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述第四剪切折弯窗口板安装于所述第四剪切折弯脱料板下,所述第四剪切冲头、向下折弯冲头安装于所述上模座下并能够向下穿过所述第四剪切折弯脱料板、第四剪切折弯窗口板,所述第四剪切刀口、向下折弯凹模安装于所述第下模座上并分别与所述第四剪切冲头、向下折弯冲头配合;
10.所述向下成型结构包括向下成型脱料板、向下成型窗口板、向下成型冲头和向下成型凹模,所述向下成型脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述向下成型窗口板安装于所述向下成型脱料板下,所述向下成型冲头安装于所述上模座下并能够向下穿过所述向下成型脱料板、向下成型窗口板,所述向下成型凹模安装于所述下模座上并与所述向下成型冲头、向下成型窗口板配合;
11.第五剪切结构包括第五剪切脱料板、第五剪切窗口板、第五剪切冲头、第五剪切刀口和第五剪切定位块,所述第五剪切脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述第五剪切窗口板安装于所述第五剪切脱料板下,所述第五剪切冲头安装于所述上模座下并能够向下穿过所述第五剪切脱料板、第五剪切窗口板,所述第五剪切刀口安装于所述下模座上并与所述第五剪切窗口板、第五剪切冲头配合,所述第五剪切定位块安装于所述第五剪切刀口周向并与所述第五剪切窗口板配合;
12.整形结构包括整形脱料板、整形压料板、整形冲头、整形块和整形凹模,所述整形脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述整形压料板安装于所述整形脱料板下,所述整形冲头安装于所述上模座下并能够向下穿过所述整形脱料板、整形压料板,所述整形块安装于所述下模座上并与所述整形冲头配合,所述整形凹模安装于所述下模座上并与所述整形冲头、整形压料板配合,所述整形凹模位于所述整形块周向;整形结构的整形压料板、整形冲头与整形块、整形凹模配合,对制件进行整体整形;
13.所述冲孔精切结构包括冲孔精切脱料板、冲孔精切窗口板、冲孔冲头、精切冲头、冲孔凹套、精切刀口和冲孔精切定位块,所述冲孔精切脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述冲孔精切窗口板安装于所述冲孔精切脱料板下并与所述精切刀口、所述冲孔精切定位块配合,所述冲孔冲头、所述精切冲头安装于所述上模座下并能向下穿过所述冲孔精切脱料板、冲孔精切窗口板,所述冲孔凹套安装于所述精切刀口并与所述冲孔冲头配合,所述精切刀口安装于所述下模座上并与所述精切冲头配合,所述冲孔精切定位块安装于所述精切刀口周向;
14.所述分离结构包括分离脱料板、分离窗口板、切断冲头、切断刀口和切断沉盘,所述分离脱料板通过导柱导套安装于所述上模座下并通过挂钩限位,所述分离窗口板安装于所述分离脱料板下并与所述切断刀口、切断沉盘配合,所述切断冲头安装于所述上模座下并能够向下穿过所述分离脱料板、分离窗口板,所述切断刀口安装于所述切断沉盘并与所述切断冲头配合,所述切断沉盘安装于所述下模座上;
15.本实用新型的加工模具,通过增设向下折弯冲头、向下折弯凹模、凸筋凹模、凸筋凸模和连接条浮升块,向下折弯冲头与向下折弯凹模配合于中间连接带的两侧形成向下的翻折部位,中间连接带两侧的翻折部位在后续工位勾住相应的连接条浮升块,以防止中间连接带弯曲、偏移,凸筋凹模和凸筋凸模配合于中间连接带的中间形成沿料带长度方向延伸的凸筋,凸筋能够提高中间连接带的强度,进一步防止中间连接带弯曲、偏移,同时,凸筋朝上设置能够确保料带底面平整,确保送料稳定。
附图说明
16.图1为汽车刹车盘的防尘罩的形状示意图。
17.图2为本实用新型的加工模具对应的料带连续加工的工艺示意图。
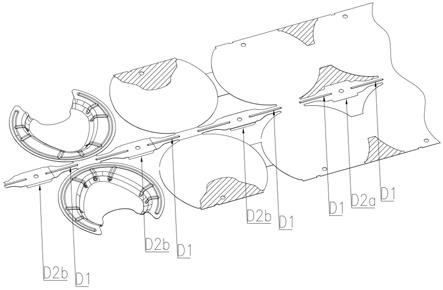
18.图3为图2中位于sat#2~ sat#5部分的料带局部放大后的示意图。
19.图4为本实用新型的加工模具的结构示意图。
20.图5为图4中a处局部放大后的示意图,即第一冲引导孔-切缺口-第一剪切-向上凸筋结构的示意图。
21.图6为图4中b处局部放大后的示意图,即第二冲引导孔第二剪切结构的示意图。
22.图7为图4中c处局部放大后的示意图,即第三剪切结构的示意图。
23.图8为图4中d处局部放大后的示意图,即向下成型结构的示意图。
24.图9为图4中e处局部放大后的示意图,即第五剪切结构的示意图。
25.图10为图4中f处局部放大后的示意图,即整形结构的示意图。
26.图11为图4中g处局部放大后的示意图,即冲孔精切结构的示意图。
27.图12为图4中h处局部放大后的示意图,即切离结构的示意图。
28.图13为本实用新型的加工模具的中间连接带、连接条浮升块、压料板和定位销配合的示意图。
29.图14为本实用新型的加工模具的第四剪切向下折弯结构的结构示意图。
30.图15为本实用新型的加工模具的第一冲引导孔-切缺口-第一剪切-向上凸筋结构的另一视角的示意图。
具体实施方式
31.如图4~图15所示,一种汽车刹车盘的防尘罩的加工模具,其包括上模座1和下模座2,上模座1和下模座2通过外导柱、外导套导向配合,加工模具包括向下折弯冲头43、凸筋凹模16、向下折弯凹模44、凸筋凸模17和连接条浮升块5,向下折弯冲头43、凸筋凹模16安装于上模座1下,向下折弯凹模44、凸筋凸模17安装于下模座2上,向下折弯冲头与向下折弯凹模配合于中间连接带的两侧形成向下的翻折部位(图3中,d2a为翻折部翻折前的形态,d2b为翻折部向下折弯后的形态),凸筋凹模和凸筋凸模配合于中间连接带的中间形成沿料带长
度方向延伸的凸筋d1,连接条浮升块5通过导柱导套安装于下模座2上,中间连接带通过定位销3定位并通过压料板4、连接浮升块5配合压装,中间连接带两侧翻折部位勾住连接条浮升块5,其中,压料板4、定位销3安装于相应脱料板下。
32.具体的,该加工模具的上模座1和下模座2之间沿进料方向依次设有第一冲引导孔-切缺口-第一剪切-向上凸筋结构、第二冲引导孔第二剪切结构、第三剪切结构、第四剪切向下折弯结构、向下成型结构、第五剪切结构、整形结构、冲孔精切结构和切离结构;
33.第一冲引导孔-切缺口-第一剪切-向上凸筋结构包括第一剪切脱料板11、第一剪切窗口板12、第一冲引导孔冲头13、切缺口冲头、第一剪切冲头、凸筋凹模16、第一冲引导孔凹模套14、切缺口刀口、第一剪切刀口18、凸筋凸模17和第一剪切沉盘15,第一剪切脱料板11通过导柱导套安装于上模座1下并通过挂钩限位,第一剪切窗口板12安装于第一剪切脱料板11下,第一冲引导孔冲头13、切缺口冲头、第一剪切冲头、凸筋凹模16安装于上模座1下并能够向下穿过第一剪切脱料板11、第一剪切窗口板12,第一冲引导孔凹模套14、切缺口刀口、第一剪切刀口18、凸筋凸模17安装于第一剪切沉盘15并分别与第一冲引导孔冲头13、切缺口冲头、第一剪切冲头、凸筋凹模16配合,第一剪切沉盘15安装于下模座2上;
34.第二冲引导孔第二剪切结构包括第二冲引导孔剪切脱料板21、第二冲引导孔剪切窗口板22、第二冲引导孔冲头23、第二剪切冲头、第二冲引导孔凹模套24和第二剪切刀口25,第二冲引导孔剪切脱料板21通过导柱导套安装于上模座1下并通过挂钩限位,第二冲引导孔剪切窗口板22安装于第二冲引导孔剪切脱料板21下,第二冲引导孔冲头23、第二剪切冲头安装于上模座1下并能够向下穿过第二冲引导孔剪切脱料板21、第二冲引导孔剪切窗口板22,第二冲引导孔凹模套24安装于第二剪切刀口25并与第二冲引导孔冲头配合,第二剪切刀口25安装于下模座上并与第二剪切冲头配合;
35.第三剪切结构包括第三剪切脱料板31、第三剪切窗口板32、第三剪切冲头33和第三剪切刀口34,第三剪切脱料板31通过导柱导套安装于上模座1下并通过挂钩限位,第三剪切窗口板32安装于第三剪切脱料板31下,第三剪切冲头33安装于上模座1下并能够向下穿过第三剪切脱料板31、第三剪切窗口板32,第三剪切刀口34安装于下模座上并与第三剪切冲头33配合;
36.第四剪切向下折弯结构包括第四剪切折弯脱料板41、第四剪切折弯窗口板42、第四剪切冲头、向下折弯冲头43、第四剪切刀口和向下折弯凹模44,第四剪切折弯脱料板41通过导柱导套安装于上模座1下并通过挂钩限位,第四剪切折弯窗口板42安装于第四剪切折弯脱料板41下,第四剪切冲头、向下折弯冲头43安装于上模座1下并能够向下穿过第四剪切折弯脱料板41、第四剪切折弯窗口板42,第四剪切刀口、向下折弯凹模44安装于下模座上并分别与第四剪切冲头、向下折弯冲头43配合;
37.向下成型结构包括向下成型脱料板51、向下成型窗口板52、向下成型冲头53和向下成型凹模54,向下成型脱料板51通过导柱导套安装于上模座1下并通过挂钩限位,向下成型窗口板52安装于向下成型脱料板51下,向下成型冲头53安装于上模座1下并能够向下穿过向下成型脱料板51、向下成型窗口板52,向下成型凹模54安装于下模座2上并与向下成型冲头53、向下成型窗口板52配合;
38.第五剪切结构包括第五剪切脱料板61、第五剪切窗口板62、第五剪切冲头63、第五剪切刀口65和第五剪切定位块64,第五剪切脱料板61通过导柱导套安装于上模座1下并通
过挂钩限位,第五剪切窗口板62安装于第五剪切脱料板61下,第五剪切冲头63安装于上模座1下并能够向下穿过第五剪切脱料板61、第五剪切窗口板62,第五剪切刀口65安装于下模座2上并与第五剪切窗口板62、第五剪切冲头63配合,第五剪切定位块64安装于第五剪切刀口65周向并与第五剪切窗口板62配合;
39.整形结构包括整形脱料板71、整形压料板72、整形冲头73、整形块74和整型凹模75,整形脱料板71通过导柱导套安装于上模座1下并通过挂钩限位,整形压料板72安装于整形脱料板71下,整形冲头73安装于上模座1下并能够向下穿过整形脱料板71、整形压料板72,整形块74安装于下模座2上并与整形冲头73配合,整型凹模75安装于下模座2上并与整形冲头73、整形压料板72配合,整型凹模75位于整形块74周向;
40.冲孔精切结构包括冲孔精切脱料板81、冲孔精切窗口板82、冲孔冲头(图中84为固定冲孔冲头的球锁固定座)、精切冲头83、冲孔凹套86、精切刀口85和冲孔精切定位块87,冲孔精切脱料板81通过导柱导套安装于上模座1下并通过挂钩限位,冲孔精切窗口板82安装于冲孔精切脱料板81下并与精切刀口85、冲孔精切定位块87配合,冲孔冲头、精切冲头83安装于上模座1下并能向下穿过冲孔精切脱料板81、冲孔精切窗口板82,冲孔凹套86安装于精切刀口85并与冲孔冲头配合,精切刀口85安装于下模座2上并与精切冲头83配合,冲孔精切定位块87安装于精切刀口85周向;
41.所述分离结构包括分离脱料板91、分离窗口板92、切断冲头93、切断刀口94和切断沉盘95,所述分离脱料板91通过导柱导套安装于所述上模座1下并通过挂钩限位,所述分离窗口板92安装于所述分离脱料板91下并与所述切断刀口94、切断沉盘配合95,所述切断冲头93安装于所述上模座1下并能够向下穿过所述分离脱料板91、分离窗口板92,所述切断刀口94安装于所述切断沉盘95并与所述切断冲头93配合,所述切断沉盘95安装于所述下模座2上;
42.其中,各工位结构可根据需求将各自的脱料板整合为一块或几块脱料板整体。
43.使用本实用新型的加工模具对汽车刹车盘的防尘罩进行加工,其上模座和下模座合模一次,可以同时完成九工步,如图2、图3所示:
44.第一工步(sta #1):第一冲引导孔-切缺口-第一剪切-向上凸筋结构的第一剪切窗口板与第一剪切沉盘配合压料,第一冲引导孔冲头和第一冲引导孔凹模套配合于料带宽度方向两侧分别冲出第一引导针孔,切缺口冲头和切缺口刀口配合于料带宽度方向两侧分别冲出定位缺口,第一剪切冲头和第一剪切刀口配合,将将料板外周的部分废料剪切去除,凸筋凹模和凸筋凸模配合于中间连接带的中间形成沿料带长度方向延伸的凸筋;
45.第二工步:(sta #2):第二剪切结构的第二冲引导孔剪切窗口板与第二剪切刀口配合压料,第二冲引导孔冲头和第二冲引导孔凹模套配合于中间连接带上冲出第二引导针孔,第二剪切冲头和第二剪切刀口配合将料板外周的部分废料剪切去除;
46.第三工步:(sta #3):第三剪切结构的第三剪切窗口板与第三剪切刀口配合压料,第三剪切冲头和第三剪切刀口配合将料板外周的剩余废料剪切去除;
47.第四工步:(sta #4):第四剪切向下折弯结构的第四剪切折弯窗口板与第四剪切沉盘配合压料,第四剪切冲头和第四剪切刀口配合,将料板开口处外侧所对应的废料剪切除去,向下折弯冲头与向下折弯凹模配合于中间连接带的两侧形成向下的翻折部位;
48.第五工步:(sta #5):向下成型结构的向下成型窗口板和向下成型凹模配合实现
压料,向下成型冲头和向下成型凹模配合,将料板冲压形成制件基本外形;
49.第六工步:(sta #6):第五剪切结构的第五剪切窗口板与第五剪切刀口、第五剪切定位块配合实现压料,第五剪切冲头和第五剪切刀口配合将料板开口处内侧所对应的废料剪切除去;
50.第七工步:(sta #7):整形结构的整形压料板、整形冲头与整形块、整形凹模配合,对制件进行整体整形;
51.第八工步:(sta #8):冲孔精切结构的冲孔精切窗口板与精切刀口、冲孔精切定位块配合实现压料,精切冲头和精切刀口配合对料板开口处进行精切操作,冲孔冲头和冲孔凹套配合冲出制件所需孔位;
52.第九工步:(sta #9):分离结构的分离窗口板和切断刀口、切断沉盘配合实现压料,切断冲头和切断刀口配合,将中心连接带切断并将制件分离,获得汽车刹车盘的防尘罩的成品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1