一种多导轨冲切点焊贴泡棉系统的制作方法
1.本实用新型属于汽车导轨工装技术领域,具体涉及一种多导轨冲切点焊贴泡棉系统。
背景技术:
2.现有多导轨冲切点焊贴泡棉系统由人工+导轨一线作业完成,作业方式为机器人完成产品的螺钉点焊,以及支架件焊接完成后剩下的冲切和贴泡棉工序由人工作业,此方式面临的技术问题有:要求有一年以上的熟练操作员工,员工在进行冲切作业时,需要不停的拿取产品,长期作业会使得胳膊酸痛,冲切机在进行冲切作业时,噪声很大,长期作业容易耳鸣,甚至影响听力,贴泡棉时员工会频繁使用手指,长期作业很容易使手指变形;在机器人完成部分工序后,需要人工码垛,然后进行下面的工序,耗费时间,使得生产效率低等问题。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种多导轨冲切点焊贴泡棉系统,解决多导轨冲切点焊贴泡棉系统效率低且对员工要求高,冲切时噪声大,每个工序作业人员多,劳动量大等问题。
4.本实用新型解决上述技术问题所采用的技术方案为:一种多导轨冲切点焊贴泡棉系统,其特征在于,包括:
5.导轨分拣装置,待加工的导轨放置在导轨分拣装置上并在排列分拣后等待下一工序抓取;
6.冲切抓取机器人,设置在导轨分拣装置旁并从导轨分拣装置上抓取导轨等待冲切;
7.旋转冲切机,设置在冲切抓取机器人旁并用于对导轨进行冲切;
8.自动装螺钉焊机,设置在旋转冲切机旁并用于对导轨进行点焊螺钉;
9.支架件输送装置,设置在旋转冲切机旁并用于对导轨提供支架件;
10.泡棉粘贴装置,设置在支架件输送装置旁并用于对导轨进行粘贴泡棉,所述的泡棉粘贴装置包括有泡棉转动盘、产品输送机、粘泡棉机械手以及夹紧装置,所述的产品输送机设置在泡棉转动盘的一侧并于输送粘贴泡棉后的导轨,泡棉转动盘输送泡棉,夹紧装置设置在泡棉振动盘旁并用于对导轨进行夹紧,粘泡棉机械手抓取导轨后并由夹紧装置夹紧后由泡棉转动盘粘贴泡棉。
11.在上述的一种多导轨冲切点焊贴泡棉系统中,所述的支架件输送装置包括有摄像头装置、支架振动盘以及端部夹住件,所述的支架振动盘的输出端设置端部夹住件,摄像头装置设置在支架振动盘的输出端的上方。
12.在上述的一种多导轨冲切点焊贴泡棉系统中,所述的导轨分拣装置包括有输送带、阻挡件以及到位抓取件,所述的阻挡件设置有输送带的一侧端部,到位抓取件设置在阻
挡件旁。
13.与现有技术相比,本实用新型的优点在于解决多导轨冲切点焊贴泡棉系统效率低且对员工要求高,冲切时噪声大,每个工序作业人员多,劳动量大等问题。
附图说明
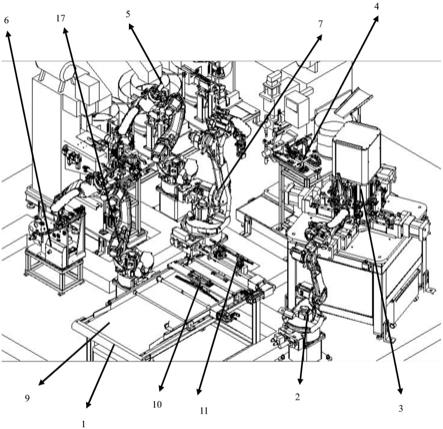
14.图1是本多导轨冲切点焊贴泡棉系统的整体示意图;
15.图2是本泡棉粘贴装置结构示意图;
16.图3是支架件输送装置的结构示意图。
具体实施方式
17.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
18.图中,导轨分拣装置1;冲切抓取机器人2;旋转冲切机3;自动装螺钉焊机4;支架件输送装置5;泡棉粘贴装置6;支架抓取机器人7;导轨8;输送带9;阻挡件10;到位抓取件11;摄像头装置12;支架振动盘13;端部夹住件14;泡棉转动盘15;产品输送机16;粘泡棉机械手17;夹紧装置18。
19.如图1所示,本多导轨冲切点焊贴泡棉系统,包括导轨分拣装置1、冲切抓取机器人2、旋转冲切机3、自动装螺钉焊机4、支架件输送装置5以及泡棉粘贴装置6,在旋转冲切机3和自动装螺钉焊机4还设置有支架抓取机器人7和冲切抓取机器人2,通过各个装置可以实现导轨8的冲切,支架焊接以及粘贴泡棉的过程。
20.具体来说,待加工的导轨8放置在导轨分拣装置1上并在排列分拣后等待下一工序抓取,导轨分拣装置1包括有输送带9、阻挡件10以及到位抓取件11,阻挡件10设置有输送带9的一侧端部,到位抓取件11设置在阻挡件10旁,这里可以将导轨8放置到输送带9上进行输送到并利用阻挡件10进行排序,到位抓取件11就可以预抓取导轨8,等待下一个冲切机器人的抓取。
21.冲切抓取机器人2设置在导轨分拣装置1旁并从导轨分拣装置1上抓取导轨8等待冲切,旋转冲切机3设置在冲切抓取机器人2旁并用于对导轨8进行冲切,这里可以通过旋转冲切机3实现冲切过程,支架件输送装置5设置在旋转冲切机3旁并用于对导轨8提供支架件,具体来说支架件输送装置5包括有摄像头装置12、支架振动盘13以及端部夹住件14,支架振动盘13的输出端设置端部夹住件14,摄像头装置12设置在支架振动盘13的输出端的上方,通过支架振动盘13可以使得每个支架件有序的进行排列,当摄像头装置12检测端部有支架件时,这时端部夹住件14就先预夹住支架上等待支架抓取机器人7抓取,另外自动装螺钉焊机4设置在旋转冲切机3旁,支架抓取机器人7抓取支架件后一起放到自动装螺钉焊机4处对导轨8与支架件进行点焊螺钉连接。
22.如图2所示,泡棉粘贴装置6设置在支架件输送装置5旁并用于对导轨8进行粘贴泡棉,泡棉粘贴装置6包括有泡棉转动盘15、产品输送机16、粘泡棉机械手17以及夹紧装置18,产品输送机16设置在泡棉转动盘15的一侧并于输送导轨8,泡棉转动盘15输送泡棉,夹紧装置18设置在泡棉振动盘旁并用于对导轨8进行夹紧,粘泡棉机械手17抓取导轨8后并由夹紧装置18夹紧后由泡棉转动盘15粘贴泡棉。
23.本多导轨冲切点焊贴泡棉系统工作原理如下:
24.1、接通电源,气源,打开机器人调取plc程序;
25.2、首先,由人工将产品放在输送带9上,一次可放满,当到位抓取件11感应到有产品时,输出信号给冲切抓取机器人2,此时冲切抓取机器人2开始作业,夹取产品至旋转冲切机3进行冲切工序,此时冲切抓取机器人2继续循环夹取第二个导轨8产品;
26.3、然后支架振动盘13的产品传送到摄像头装置12上,摄像头装置12拍摄到产品后传输信号给支架抓取机器人7,支架抓取机器人7抓取支架件放入自动装螺钉焊机4进行焊接,此时支架抓取机器人7继续循环夹取支架振动盘13里的产品;
27.3、然后冲切完成后旋转冲切机3旋转90度,此时输出信号给支架抓取机器人7,支架抓取机器人7收到信号后夹取支架件放到,完成后的自动装螺钉焊机4进行点焊工艺。
28.5、最后,支架件焊接完成后,放到泡棉粘贴装置6上,粘泡棉机械手17抓取完成泡棉粘贴后,导轨8自动放入产品输送机16输送,最后人工进行码垛输出产品。
29.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明,本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1