一种锻件防顶穿冲孔连皮装置的制作方法
1.本实用新型涉及锻件加工技术领域,尤其是涉及一种锻件防顶穿冲孔连皮装置。
背景技术:
2.在模锻当中,由于锻件在高温高压环境下成型,冷却后孔的变形很严重,不能直接锻出,只能锻成盲孔,中间留有一定厚度的金属层,可以减小孔的变形,称为冲孔连皮。连皮厚度要留得适当,过薄容易锻打不足和打击力量过大;过厚冲切困难且易使锻件变形,因此需要设计一种设备使得在锻造过程中防止锻件顶穿。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术的不足,提供一种锻件防顶穿冲孔连皮装置。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种锻件防顶穿冲孔连皮装置,包括锻压机,所述锻压机的下方设有冲头,所述锻压机的底座上设有底板,所述底板的中心位置设有凸起,所述底板的上方设有用于凸起穿过的活动板,所述活动板的下方设有若干根圆柱,所述底板上设有与圆柱位置相对应的圆孔,所述圆柱伸入圆孔内,所述圆柱与锻压机的底座之间设有弹簧,所述活动板的上方设有限位套,所述活动板和冲头之间放置有坯体安装件,所述坯体安装件包括环套在齿轮坯体外周的锻模,所述锻模的上下端面上套接有定位罩,所述定位罩上开设有用于冲头和凸起导向的导向孔。
6.所述圆柱的下部设有凹槽,所述弹簧位于凹槽内。
7.所述冲头与锻压机之间设有限位板,所述活动板上设有若干根导向柱,所述导向柱穿过限位板用于对限位板进行导向。
8.所述限位套套设在导向柱的外周。
9.所述限位套由两个半圆环组成,两个所述半圆环的一端相互铰接,两个所述半圆环的另一端通过螺栓固定。
10.本实用新型的有益效果是:通过设置限位套限制冲头的行程,防止锻打力度过大造成锻件穿孔,造成锻件损伤,产生损失,并且在锻件的上方和下方分别设置冲头和凸起,使得锻件在锻打的过程中,冲头和凸起同时向锻件的内部进行锻压,锻件受力均匀,锻打效果更好。
附图说明
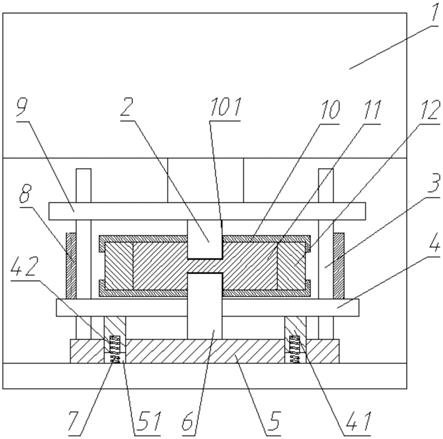
11.图1为本实用新型的结构示意图;
12.图2为本实用新型限位套的结构示意图;
13.图中:锻压机1、冲头2、导向柱3、活动板4、圆柱41、凹槽42、底板5、圆孔51、凸起6、弹簧7、限位套8、半圆环81、限位板9、定位罩10、导向孔101、齿轮坯体11、锻模12。
具体实施方式
14.下面结合附图和具体实施方式对本实用新型作进一步描述:
15.如图1~2所示一种锻件防顶穿冲孔连皮装置,包括锻压机1,所述锻压机1的下方设有限位板9,限位板9的下方设有与限位板9一体成型的冲头2,冲头2用于对所述齿轮坯体11进行锻造以冲出齿轮内孔,所述锻压机1的底座上设有底板5,所述底板5的中心位置设有凸起6,,所述底板5的上方设有用于凸起6穿过的活动板4,所述活动板4的下方设有若干根圆柱41,所述底板5上设有与圆柱41位置相对应的圆孔51,所述圆柱41伸入圆孔51内,所述圆柱41与锻压机1的底座之间设有弹簧7,所述活动板4的上方设有限位套8,所述活动板4和冲头2之间放置有坯体安装件,所述坯体安装件包括环套在齿轮坯体11外周的锻模12,所述锻模12的上下端面上套接有定位罩10,所述定位罩10上开设有用于冲头2和凸起6导向的导向孔101,当锻压机1锻打限位板9时,凸起6和冲头2同时向锻件的内部进行锻压,锻件受力均匀,锻打效果更好,并且通过设置限位套8限制冲头2的行程,防止锻打力度过大造成锻件穿孔,造成锻件损伤,产生损失。
16.所述圆柱41的下部设有凹槽42,所述弹簧7位于凹槽42内,当活动板4向下运动时,弹簧7对活动板4会起到一定的缓冲作用。
17.所述活动板4上设有若干根导向柱3,所述导向柱3穿过限位板9用于对限位板9进行导向。
18.所述限位套8套设在导向柱3的外周,所述限位套8由两个半圆环81组成,两个所述半圆环81的一端相互铰接,两个所述半圆环81的另一端通过螺栓固定,通过拧松螺栓,可以对限位套8进行更换,用于满足不同齿轮锻造时所需的连皮厚度。
19.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1