一种天窗主副配合生产线的制作方法
[0001]
本实用新型属于汽车加工设备领域,具体涉及一种天窗主副配合生产线。
背景技术:
[0002]
全景天窗的生产,在将玻璃安装在外框上并由螺丝固定后,需要检测全景天窗外观、安装附件然后再进行防夹力测试、异音测试与高度及高度差测试,测试合格的全景天窗才可以作为成品全景天窗进行存储打包。
[0003]
国内申请号为cn201510097800.4的实用新型专利公布了一种全景天窗生产线。其生产线的生产方式为直线流转型设置,虽然降低全景天窗生产及测试的人工劳动强度,提高全景天窗生产及测试效率,但一旦在生产线环节中某处发生问题,需进行返工时就会大大降低生产效率。
[0004]
但该实用针对的应用场景的不足,我们希望有一种更灵活,完成不同方向的作业任务,以方便提高工作效率,同时该结构装置还能不仅限于在汽车天窗生产线中使用。
技术实现要素:
[0005]
针对现有技术的不足之处本实用新型提供一种天窗主副配合生产线,本实用新型的具体技术方案如下:
[0006]
一种天窗主副配合生产线,包括相互配合的主线生产子系统和辅线生产子系统,所述主线生产子系统各工位通过输送装置首尾相接呈回字形流转结构;所述辅线生产子系统包括周转料车方式依次设置的导轨涂油工位、线束装配工位、机械组装配工位、后框架装配工位、遮阳帘装配工位、前框架装配工位和框架拼装工位。
[0007]
作为本实用新型的优选,所述主线生产子系统包括上料工位、加工工位、测试工位和下料工位;
[0008]
所述上料工位包括框架装配工位和清洁底涂工位;
[0009]
所述框架装配工位包括防尘机架和涂油头机构,所述涂油头机构包括竖直设置的竖直导轨(1112-1),所述竖直导轨(1112-1)上套接z向电缸(1112-2),所述z向电缸(1112-2)上固定连接有涂油雾化阀。
[0010]
作为本实用新型的优选,所述涂油雾化阀的数量为4。
[0011]
作为本实用新型的优选,所加工工位包括电机安装工位、初始化工位、内密封条装配工位、防错工位、玻璃装配工位和挡风网装配工位;
[0012]
所述电机安装工位尾部与所述清洁底涂工位首部相连,所述电机安装工位尾部与所述初始化工位首部相连,且所述电机安装工位、所述清洁底涂工位和所述初始化工位均处于一条直线上;
[0013]
所述初始化工位尾部与所述内密封条装配工位首部垂直相连,所述内密封条装配工位尾部与所述防错工位首部垂直相连;
[0014]
所述防错工位尾部与所述玻璃装配工位首部相连,所述玻璃装配工位
[0015]
尾部与所述挡风网装配工位首部相连,且所述防错工位、所述玻璃装配工位和所述挡风网装配工位均处于一条直线上。
[0016]
作为本实用新型的优选,所述内密封条装配工位包括用于固定托盘的托盘定位机构和用于注胶的注胶机器人;所述注胶机器人端部设置有注胶枪。
[0017]
作为本实用新型的优选,所述内密封条装配工位还包括在外层设置的防尘护栏。
[0018]
作为本实用新型的优选,所述挡风网装配工位包括在x/z/y轴上能够移动的扭矩枪和传感检测装置,所述扭矩枪装置在机械导轨架上,所述机械导轨架包括x向移动线轨和y向移动线轨。
[0019]
作为本实用新型的优选,所述测试工位包括测面差工位、功能测试工位和噪音测试工位;
[0020]
所述测面差工位首部与所述挡风网装配工位尾部垂直连接,所述测面差工位首部与所述功能测试工位尾部垂直连接,所述噪音测试工位首部与所述测面差工位尾部垂直连接。
[0021]
作为本实用新型的优选,所述下料工位首部与所述噪音测试工位尾部垂直连接,所述下料工位尾部与所述框架装配工位首部垂直连接。
[0022]
本技术方案的优点在于:
[0023]
设置主线生产子系统和辅线生产子系统相辅相成的配合结构设置,完成整个生产流程,辅线生产子系统以周转料车方式设置,可灵活进行辅料的配合生产,在主线生产子系统需要更换辅料时可以及时输送至,提高工作效率;同时主线生产子系统各工位首尾相接,呈回字形流转结构,在工位排布上进一步缩短流转路径,提升工作时的流转速度,相隔工位之间距离更短,在检验失败需返工时,可以更快到达需要的工位。
附图说明
[0024]
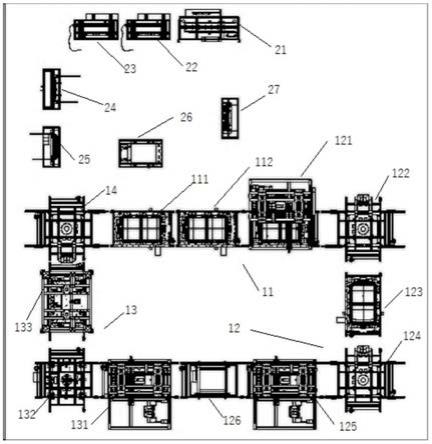
图1为本实用新型一种天窗主副配合生产线的示意图;
[0025]
图2为本实用新型框架装配工位的结构图;
[0026]
图3为本实用新型涂油头机构的结构图;
[0027]
图4为本实用新型内密封条装配工位的结构图。
具体实施方式
[0028]
下面将结合附图,通过具体实施例对本实用新型作进一步说明。
[0029]
实施例1
[0030]
如图1所示,一种天窗主副配合生产线,包括相互配合的主线生产子系统和辅线生产子系统,所述主线生产子系统各工位通过输送装置3首尾相接呈回字形流转结构;所述辅线生产子系统包括周转料车方式依次设置的导轨涂油工位21、线束装配工位22、机械组装配工位23、后框架装配工位24、遮阳帘装配工位25、前框架装配工位26和框架拼装工位27。
[0031]
进一步的,所述主线生产子系统包括上料工位11、加工工位12、测试工位13和下料工位14。
[0032]
设置主线生产子系统和辅线生产子系统相辅相成的配合结构设置,完成整个生产流程,辅线生产子系统以周转料车方式设置,可灵活进行辅料的配合生产,在主线生产子系
统需要更换辅料时可以及时输送至,提高工作效率;同时主线生产子系统各工位首尾相接,呈回字形流转结构,在工位排布上进一步缩短流转路径,提升工作时的流转速度,相隔工位之间距离更短,在检验失败需返工时,可以更快到达需要的工位。
[0033]
实施例2
[0034]
基于实施例1,与实施例1不同之处在于,如图1-4所示,所述上料工位11包括框架装配工位111和清洁底涂工位112;
[0035]
所述框架装配工位111包括防尘机架1111和涂油头机构1112,所述涂油头机构1112包括竖直设置的竖直导轨1112-1,所述竖直导轨1112-1上套接z向电缸1112-2,所述z向电缸1112-2上固定连接有涂油雾化阀1112-3。所述涂油雾化阀1112-3的数量为4。所述涂油雾化阀1112-3喷出雾化的喷涂油,在导轨上均匀喷涂,保证喷涂的均匀性。
[0036]
进一步的,所加工工位12包括电机安装工位121、初始化工位122、内密封条装配工位123、防错工位124、玻璃装配工位125和挡风网装配工位126;
[0037]
所述电机安装工位121尾部与所述清洁底涂工位112首部相连,所述电机安装工位121尾部与所述初始化工位122首部相连,且所述电机安装工位121、所述清洁底涂工位112和所述初始化工位122均处于一条直线上;
[0038]
所述初始化工位122尾部与所述内密封条装配工位123首部垂直相连,所述内密封条装配工位123尾部与所述防错工位124首部垂直相连;
[0039]
所述防错工位124尾部与所述玻璃装配工位125首部相连,所述玻璃装配工位125
[0040]
尾部与所述挡风网装配工位126首部相连,且所述防错工位124、所述玻璃装配工位125和所述挡风网装配工位126均处于一条直线上。
[0041]
通过不同工位的直线连接和垂直连接相结合的首尾连接方式,构建回字形的主线生产子系统结构,使得隔开多个工位的两个工位在空间位置上的直线距离更为靠近,方便相互之间的物料转移,提高工作效率。
[0042]
其中,所述内密封条装配工位123包括用于固定托盘的托盘定位机构123-1和用于注胶的注胶机器人123-2;所述注胶机器人123-2端部设置有注胶枪123-21。在所述内密封条装配工位123上使用所述注胶机器人123-2自动注胶,密封条压轮滚压,保证注胶贴合紧密。其中所述注胶机器人123-2在x/z/y三轴方向上完成注胶动作,影像系统检测有无溢胶,动作完成,顶升机构缩回,挡停气缸缩回,线体电机启动,托盘流入下一工位。所述内密封条装配工位123还包括在外层设置的防尘护栏123-4,防止在注胶过程中空气中过多的杂质进入,影响质量。
[0043]
其中,所述挡风网装配工位126包括在x/z/y轴上能够移动的扭矩枪和传感检测装置,所述扭矩枪装置在机械导轨架上,所述机械导轨架包括x向移动线轨和y向移动线轨。在所述挡风网装配工位126上通过螺丝固定装配挡风网。托盘到位,挡停,设备顶升定位框架,马达插头插入,玻璃打开,按启动按钮,顶升机构缩回,操作工将托盘旋转90
°
,锁紧机构锁紧,挡停气缸缩回,线体电机启动,托盘流入下一工位。
[0044]
实施例2
[0045]
基于实施例1,与实施例1不同之处在于,如图1-4所示,所述测试工位13包括测面差工位131、功能测试工位132和噪音测试工位133;所述测面差工位131首部与所述挡风网装配工位126尾部垂直连接,所述测面差工位131首部与所述功能测试工位132尾部垂直连
接,所述噪音测试工位133首部与所述测面差工位131尾部垂直连接。在测面差工位131上按照车顶位置夹装已装配完挡风网的车窗部件,使用高度检测传感器检测玻璃高度。在功能测试工位132上通过玻璃x/z向拉压力传感器及标定工装,进行玻璃x/z向、遮阳帘x向防夹力检测及遮阳帘垂度检测。托盘到位,挡停,设备顶升定位框架,马达插头插入,玻璃动作,玻璃x/z向防夹力检测,遮阳帘动作,遮阳帘x向防夹力、垂度检测,动作完成,顶升机构缩回,挡停气缸缩回,线体电机启动,托盘流入下一工位。运行遮阳帘电机、玻璃电机,并通过放置在遮阳帘电机、玻璃电机下方的分贝仪检测电机运行噪音。在噪音测试工位133上托盘到位,挡停,设备顶升定位框架,静音房门关闭,将马达插头插好,按马达启动按钮,天窗运行,震动测试系统测试天窗噪音,马达运行电流检测和运行时间,按启动按钮,顶升机构缩回,挡停气缸缩回,静音房门打开,线体电机启动,托盘流入下一工位。
[0046]
所述下料工位14首部与所述噪音测试133尾部垂直连接,所述下料工位14尾部与所述框架装配工位111首部垂直连接。
[0047]
上面所述的实施例仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围,本实用新型请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1