传动轴圆盘突缘叉新型锻件锯切用定位工装的制作方法
1.本实用新型涉及汽车工业技术领域,具体的说,涉及一种传动轴圆盘突缘叉新型锻件锯切用定位工装。
背景技术:
2.本申请人(许昌中兴锻造有限公司)在2011年09月02日申请的中国实用新型专利cn202215626u,公开了一种圆盘突缘叉锻件,如图1所示,该圆盘突缘叉锻件包括圆盘1和u型叉耳2,u型叉耳2的根部与圆盘1的一个面固定连接,所述圆盘1和u型叉耳2分别对称设有两个,其中两个圆盘1同轴连接为一体,即一次性锻造两个圆盘突缘叉锻件,而且在两个圆盘1之间划定切割线3,每个圆盘端面加工余量为3mm,提高了圆盘突缘叉的材料利用率和生产效率,减少了圆盘突缘叉的盘部加工量,在后续工序中需要使用锯床将该圆盘突缘叉锻件从盘部锯开为两个圆盘突缘叉锻件,为保证该圆盘突缘叉锻件锯开后盘部的精度,需要设计一种将该圆盘突缘叉锻件夹紧固定的定位工装。
技术实现要素:
3.本实用新型的目的是提供一种传动轴圆盘突缘叉新型锻件锯切用定位工装,本实用新型设计科学、结构合理、夹持牢靠、定位精准、能提高圆盘突缘叉锻件的锯开效率和锯开后盘部的精度。
4.为实现上述目的,本实用新型采用如下技术方案:
5.传动轴圆盘突缘叉新型锻件锯切用定位工装,
6.包括用于配合夹紧固定圆盘突缘叉锻件的固定支座和位于固定支座左侧的活动压座,固定支座包括固定板和两块定位凸台,固定板沿前后方向垂直设置,两块定位凸台上下间隔固定设置在固定板的左侧面上,上侧的定位凸台的中部开设有下侧和左侧均敞口的第一凹槽,上侧的定位凸台的中部开设有与第一凹槽结构相同且上下对称的第二凹槽,固定板的中部沿垂直方向开设有左侧、右侧和上侧均敞口的第一锯切长槽,上侧的定位凸台中部开设有左侧、右侧、上侧和下侧均敞口且与第一锯切长槽左右对应连通的第二锯切长槽,第二锯切长槽将上侧的定位凸台分隔为前后对称的两部分,下侧的定位凸台中部开设有左侧、右侧和上侧均敞口且与第一锯切长槽左右对应连通的第三锯切长槽,第三锯切长槽的下侧边与第一锯切长槽的下侧边齐平,第一凹槽和第二凹槽的槽底均与圆盘突缘叉锻件的u型叉耳的根部外圆周接触;
7.活动压座包括压板,压板沿前后方向垂直设置,压板的右侧面中部开设有前侧、后侧和右侧均敞口的v型槽,v型槽与圆盘突缘叉锻件的盘部左侧压接,压板的中部沿垂直方向开设有左侧、右侧和上侧均敞口的第四锯切长槽,第四锯切长槽与第一锯切长槽左右对应且长度相同。
8.上侧的定位凸台的左侧面下侧边开设有两个定位台阶槽,两个定位台阶槽关于第一凹槽前后对称布置,第一凹槽的槽底为左高右低的斜面,第一凹槽的槽底在第二锯切长
槽的前侧和后侧分别开设有一条定位槽,定位槽槽底的长度方向平行于第一凹槽槽底的长度方向,圆盘突缘叉锻件的盘部圆周面与两条定位槽的槽底接触,两条定位槽之间最大距离与圆盘突缘叉锻件的盘部的厚度相同。
9.固定板和压板上均开设有若干个安装通孔,压板上的安装通孔位于v型槽的槽底。
10.本实用新型相对现有技术具有实质性特点和进步,具体地说,本实用新型是用于特定结构的圆盘突缘叉锻件锯切操作的定位工装,该圆盘突缘叉锻件为两个圆盘突缘叉锻件一体锻造的,后续工序中需要使用锯床将该圆盘突缘叉锻件的盘部锯开,为保证锻件锯开后盘部的精度,设计了用于配合夹紧固定圆盘突缘叉锻件的固定支座和活动压座,固定支座由固定板和两块定位凸台构成,活动压座为压板,具体工作时,首先通过若干根螺栓穿过固定板上的安装通孔将固定板固定安装在自动锯床夹紧挡板的固定夹紧板上,再通过若干根螺栓穿过压板上的安装通孔将压板固定安装在自动锯床夹紧挡板的活动夹紧板上,固定板和压板均沿前后方向垂直设置,工人将圆盘突缘叉锻件的盘部右侧卡接在第一凹槽和第二凹槽内的定位槽中,第一凹槽和第二凹槽的槽底均与圆盘突缘叉锻件的u型叉耳的根部外圆周接触,同时,启动自动锯床夹紧挡板的活动夹紧板,控制活动夹紧板带动压板一起向右朝向圆盘突缘叉锻件移动,直至压板的v形槽与圆盘突缘叉锻件的盘部左侧紧压接触并夹紧圆盘突缘叉锻件,使圆盘突缘叉锻件的四个u型叉耳的右侧面分别对应紧压在两块定位凸台上的各个定位台阶槽的槽底,则圆盘突缘叉锻件在夹紧力的作用下能够自动定位,此时,启动锯条工作,使锯条通过第一锯切长槽和第二锯切长槽、第三锯切长槽和第四锯切长槽从上至下缓慢移动直至将圆盘突缘叉锻件锯开成两个锻件,使用本实用新型的定位工装夹紧固定圆盘突缘叉锻件,锯开圆盘突缘叉锻件后,锻件盘部马蹄度﹤1mm,两个锻件盘部的厚度相差在1mm以内,能够得到合格的锻件,通过该定位工装能提高圆盘突缘叉锻件的锯开效率和锯开后盘部的精度。
11.综上所述,本实用新型设计科学、结构合理、夹持牢靠、定位精准、能提高圆盘突缘叉锻件的锯开效率和锯开后盘部的精度。
附图说明
12.图1是圆盘突缘叉锻件的结构示意图;
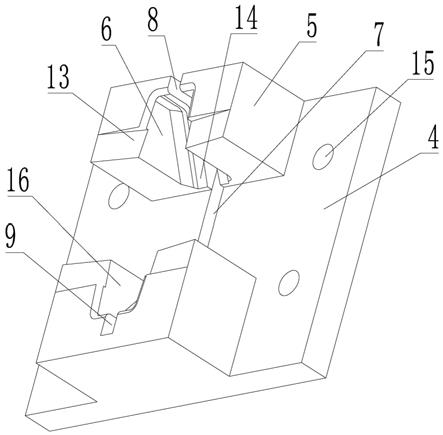
13.图2是本实用新型的固定支座的结构示意图;
14.图3是本实用新型的活动压座的结构示意图;
15.图4是本实用新型的使用参考图。
具体实施方式
16.以下结合附图进一步说明本实用新型的实施例。
17.如图2-4所示,传动轴圆盘突缘叉新型锻件锯切用定位工装,包括用于配合夹紧固定圆盘突缘叉锻件的固定支座和位于固定支座左侧的活动压座,固定支座包括固定板4和两块定位凸台5,固定板4沿前后方向垂直设置,两块定位凸台5上下间隔固定设置在固定板4的左侧面上,上侧的定位凸台5的中部开设有下侧和左侧均敞口的第一凹槽6,下侧的定位凸台5的中部开设有与第一凹槽6结构相同且上下对称的第二凹槽16,固定板4的中部沿垂直方向开设有左侧、右侧和上侧均敞口的第一锯切长槽7,上侧的定位凸台5中部开设有左
侧、右侧、上侧和下侧均敞口且与第一锯切长槽7左右对应连通的第二锯切长槽8,第二锯切长槽8将上侧的定位凸台5分隔为前后对称的两部分,下侧的定位凸台5中部开设有左侧、右侧和上侧均敞口且与第一锯切长槽7左右对应连通的第三锯切长槽9,第三锯切长槽9的下侧边与第一锯切长槽7的下侧边齐平,第一凹槽6和第二凹槽16的槽底均与圆盘突缘叉锻件的u型叉耳2的根部外圆周接触;
18.活动压座包括压板10,压板10沿前后方向垂直设置,压板10的右侧面中部开设有前侧、后侧和右侧均敞口的v型槽11,v型槽11与圆盘突缘叉锻件的盘部左侧压接,压板10的中部沿垂直方向开设有左侧、右侧和上侧均敞口的第四锯切长槽12,第四锯切长槽12与第一锯切长槽7左右对应且长度相同。
19.上侧的定位凸台5的左侧面下侧边开设有两个定位台阶槽13,两个定位台阶槽13关于第一凹槽6前后对称布置,第一凹槽6的槽底为左高右低的斜面,第一凹槽6的槽底在第二锯切长槽8的前侧和后侧分别开设有一条定位槽14,定位槽14槽底的长度方向平行于第一凹槽6槽底的长度方向,圆盘突缘叉锻件的盘部圆周面与两条定位槽14的槽底接触,两条定位槽14之间最大距离与圆盘突缘叉锻件的盘部的厚度相同。
20.固定板4和压板10上均开设有若干个安装通孔15,压板10上的安装通孔15位于v型槽11的槽底。
21.本实用新型是用于特定结构的圆盘突缘叉锻件锯切操作的定位工装,该圆盘突缘叉锻件为两个圆盘突缘叉锻件一体锻造的,后续工序中需要使用锯床将该圆盘突缘叉锻件的盘部锯开,为保证锻件锯开后盘部的精度,设计了用于配合夹紧固定圆盘突缘叉锻件的固定支座和活动压座,固定工件由固定板4和两块定位凸台5构成,活动工件为压板10,具体工作时,首先通过若干根螺栓穿过固定板4上的安装通孔15将固定板4固定安装在自动锯床夹紧挡板的固定夹紧板上,再通过若干根螺栓穿过压板10上的安装通孔15将压板10固定安装在自动锯床夹紧挡板的活动夹紧板上,固定板4和压板10均沿前后方向垂直设置,工人将圆盘突缘叉锻件的盘部右侧卡接在第一凹槽6和第二凹槽16内的定位槽14中,第一凹槽6和第二凹槽16的槽底均与圆盘突缘叉锻件的u型叉耳2的根部外圆周接触,同时,启动自动锯床夹紧挡板的活动夹紧板,控制活动夹紧板带动压板10一起向右朝向圆盘突缘叉锻件移动,直至压板10的v形槽与圆盘突缘叉锻件的盘部左侧紧压接触并夹紧圆盘突缘叉锻件,使圆盘突缘叉锻件的四个u型叉耳2的右侧面分别对应紧压在两块定位凸台5上的各个定位台阶槽13的槽底,则圆盘突缘叉锻件在夹紧力的作用下能够自动定位,此时,启动锯条工作,使锯条通过第一锯切长槽7和第二锯切长槽8、第三锯切长槽9和第四锯切长槽12从上至下缓慢移动直至将圆盘突缘叉锻件锯开成两个锻件,使用本实用新型的定位工装夹紧固定圆盘突缘叉锻件,锯开圆盘突缘叉锻件后,锻件盘部马蹄度﹤1mm,两个锻件盘部的厚度相差在1mm以内,能够得到合格的锻件,通过该定位工装能提高圆盘突缘叉锻件的锯开效率和锯开后盘部的精度。
22.以上实施例仅用以说明而非限制本实用新型的技术方案,尽管参照上述实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解;依然可以对本实用新型进行修改或者等同替换,而不脱离本实用新型的精神和范围的任何修改或局部替换,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1