一种液压内六方加工机的制作方法
1.本实用新型涉及冲压成型设备技术领域,特别是一种液压内六方加工机。
背景技术:
2.对于精度要求低、强度要求低的内六角螺钉,常采用对螺钉加热后通过热镦加工出内六角。但对于一些精度要求高、强度要求高的螺钉,如飞机上使用的螺钉,如使用热镦的加工方式,其无法达到要求。对于这种特殊领域需要使用的内六角螺钉,虽然可以在螺钉成型后使用电火花工艺加工内六角,但加工效率过低,且加工出的内六角表面粗糙。
技术实现要素:
3.为解决现有技术中存在的问题,本实用新型提供了一种液压内六方加工机。
4.本实用新型采用的技术方案是:
5.一种液压内六方加工机,包括设于机台上的卡盘和设于卡盘正上方的液压缸;所述液压缸通过机架固定于机台上,所述液压缸为可调行程液压缸,所述液压缸的活塞杆底端连接有冲头连接套,所述冲头连接套的底端连接有冲头;所述活塞杆的顶端螺纹连接有加工行程调节螺母和退位行程调节螺母,所述退位行程调节螺母位于加工行程调节螺母的上方,所述液压缸的缸体顶部设有与加工行程调节螺母配合的基准板,所述机台上设有与退位行程调节螺母配合的行程开关,所述行程开关的信号输出端连接液压缸的油泵信号输入端。
6.优选的,所述行程开关通过支架设于机架上。
7.优选的,所述卡盘的中心设有用于固定零件的夹套。
8.优选的,所述夹套为c32夹头。
9.优选的,所述冲头连接套的轴心通孔的上端形状与活塞杆的底端形状匹配,所述冲头连接套的轴心通孔的下端形状与冲头的上端形状匹配,所述冲头连接套的轴心通孔的上端侧壁和下端侧壁沿径向分别开设有螺纹孔。
10.本实用新型的有益效果是:采用液压冲压加工内六角,相比于传统的热镦工艺,加工精度更高,且成品螺钉的强度更高,相比于传统的电火花加工内六角,加工效率更高,且内六角表面更光滑。
附图说明
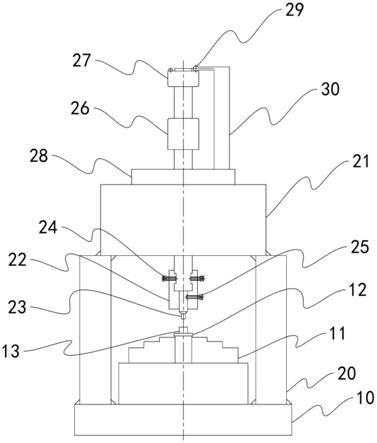
11.图1为本实用新型实施例的结构示意图;
12.附图标记:10、机台,11、卡盘,12、夹套,13、零件,20、机架,21、液压缸,22、冲头连接套,23、冲头,24、螺钉一,25、螺钉二,26、加工行程调节螺母,27、退位行程调节螺母,28、基准板,29、行程开关,30、支架。
具体实施方式
13.下面结合附图对本实用新型的实施例进行详细说明。
14.实施例
15.如图1所示,一种液压内六方加工机,包括设于机台上的卡盘和设于卡盘正上方的液压缸;所述液压缸通过机架固定于机台上,所述液压缸为可调行程液压缸,所述液压缸的活塞杆底端连接有冲头连接套,所述冲头连接套的底端连接有冲头;所述活塞杆的顶端螺纹连接有加工行程调节螺母和退位行程调节螺母,所述退位行程调节螺母位于加工行程调节螺母的上方,所述液压缸的缸体顶部设有与加工行程调节螺母配合的基准板,所述机台上设有与退位行程调节螺母配合的行程开关,所述行程开关的信号输出端连接液压缸的油泵信号输入端。
16.使用时,先检查冲头连接套、卡盘附近工作区域是否有异物,避免冲压过程发生安全事故。根据加工零件要求,选择合适的冲头,将冲头与冲头连接套固定连接,确认安装紧固可靠。松开卡盘将待加工零件(螺钉)安装好。根据待加工零件的内六角深度调节加工行程调节螺母,使加工行程调节螺母的底面和基准板的顶面之间的距离与冲头底面与待加工零件应加工出的内六角底面之间的距离匹配。点动冲头,确认冲头中心与待加工零件中心一致,否则进行调整。运行液压缸回程确认退位行程调节螺母正确触发行程开关以停止油泵,如无法触发,则向上旋转退位行程调节螺母直到能正确触发。
17.上述准备工作完毕后,安装待加工零件进行试加工。试加工时,启动油泵驱动液压缸的活塞杆向下冲压,冲压过程中,加工行程调节螺母与基准板碰撞用于控制活塞杆的行程,待冲压完成后,油泵驱动液压缸的活塞杆向上复位,复位时,退位行程调节螺母触碰行程开关以表示回程到位,油泵停止工作。如试加工满足要求再进行正常加工,如不满足要求则需要再次参照上述说明调节卡盘、冲头、加工行程调节螺母和退位行程调节螺母,并在调节完成后再次试加工。正常加工前仍需要再次确认各部件是否紧固连接、工作区域内是否无异物。
18.采用液压冲压加工内六角,相比于传统的热镦工艺,加工精度更高,且成品螺钉的强度更高,相比于传统的电火花加工内六角,加工效率更高,且内六角表面更光滑。
19.在其中一个实施例中,所述行程开关通过支架设于机架上。
20.行程开关一般位置固定,通过调节退位行程调节螺母来调节对于退位行程的检测。
21.在其中一个实施例中,所述卡盘的中心设有用于固定零件的夹套。
22.在其中一个实施例中,所述夹套为c32夹头。
23.c32夹头是强力夹头的一种,其运用广泛,是一种高速、高精度、高效率的加工夹具,使用c32夹头,待加工零件拆装方便,加工精度高、效率高。
24.在其中一个实施例中,所述冲头连接套的轴心通孔的上端形状与活塞杆的底端形状匹配,所述冲头连接套的轴心通孔的下端形状与冲头的上端形状匹配,所述冲头连接套的轴心通孔的上端侧壁和下端侧壁沿径向分别开设有螺纹孔。
25.安装冲头时,先将冲头连接套的顶端套装于活塞杆的底端外,并使用螺钉一通过冲头连接套上端侧壁的螺纹孔与活塞杆紧固连接,在加工时需要检查冲头连接套与活塞杆的连接是否紧固可靠。再将冲头塞入冲头连接套的底部,使用钉螺二通过冲头连接套下端
侧壁的螺纹孔与冲头连接套紧固连接,在加工时也需要检查冲头与冲头连接套的连接是否紧固可靠。
26.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1