便携式冷拔三通机钢管夹紧防滑刚性对称支撑夹具的制作方法
1.本实用新型具体涉及一种专用于钢管三通冷拔机钢管夹具技术,尤其是便携式冷拔三通机钢管夹紧防滑刚性对称支撑夹具。
背景技术:
2.便携式冷拔三通机,简称三通机,是一种用于壁厚小于2mm小批量薄壁钢管拔三通的电动工具,三通机需通过支撑板和钢管夹紧夹具与钢管有效连接、固定和夹紧后才能工作。
3.现有的三通机支撑板与钢管的连接和夹紧方法主要有二种,即:
4.第一种是链条法:是一种将支撑板与钢管柔性连接和夹紧方法,现有便携式三通机设备主要采用这种方法,适用的管径范围比较广,除对于小管径钢管效果较差外,可实现其范围内任何管径的连接和夹紧。
5.第二种是管夹法:是一种采用哈夫管夹夹紧的方法,主要结构包括主要包括卡座在钢管上的支撑板轴向两端的两个连接板以及在这两个连接板外侧用于箍紧钢管和连接板以及支撑板的管夹哈夫法兰,每种对于管径的钢管都需要专配有一副专用夹具。哈夫是“half”音译的中文名,指整个圆形零件剖成两半后的组合体,或公模和母模结构,工程上主要指的是剖分结构。形式较多,有哈夫节,哈夫套,哈夫轴承,哈夫螺母,哈夫法兰等,哈夫这个名词现在在机械制造行业已不常听到,代之以起的是半轴套,半轴承,开合螺母等。
6.现有链条法中,由于链条结构自身固有的柔性特点,在反作用力较大时,使得应用过程中夹紧力不足,稳定性较差。而在管夹法中,这种哈夫管夹虽然意在实现刚性管夹结构,但是由于,工装组合结构对钢管夹持仅有支撑板两端局部的管夹法部位,环向有效接触不足30%,支撑板仅有通过底部的v型结构直接与钢管接触卡接,接触面积小刚性差,同时,这种夹具夹持力不能太大,否则钢管c会被压变形,同样存在夹紧力不够,夹持长度长,稳定性差的缺陷。
7.概括而言,现有方法的缺陷还包括:
8.1)易滑动:支撑板通过链条或哈夫管夹固定、夹紧在钢管上后,三通机安放在支撑板上工作时,由于钻、拔、铣的反作用力大,而这两种方法的夹持力小,所产生的摩擦力有限,支撑板会在钢管上发生轴向和圆周方向的滑动,使三通机工作的位置发生改变,这样拔出的三通轴向位置和圆周位置有偏差,位置精度不够;
9.2)刚性差:由于链条的柔性连接和哈夫管夹的结构原因,这两种方法的刚性较差,三通机工作时,支撑板会带着拔孔机扭动,这样拔出的三通支管尺寸和形状超出偏差要求,且铣削的支管端面不平,不利于后道工序——焊接。
技术实现要素:
10.本实用新型的目的是提供便携式冷拔三通机钢管夹紧防滑刚性对称支撑夹具,消除由于钢管扭曲和三通机晃动导致的位置尺寸超差、三通支管变形和支管轴向开裂缺陷。
11.本实用新型的目的将通过以下技术措施来实现:对称双侧夹持哈夫夹具,包括下部通过夹持螺钉连接成一体完全对称的二个在相对接触的内侧面中上部轴向水平开管槽的哈夫单体,位于对称双侧夹持哈夫夹具轴向两端外侧的直连接板分别垂直于夹持内孔轴向安装,直连接板两端有垂直安装孔,直连接板分别通过连接螺钉穿接固定在对称双侧夹持哈夫夹具角部的安装孔上;在对称双侧夹持哈夫夹具上侧中部上凸有支撑定位台,支撑定位台顶面中部下凹有操作孔,操作孔中部进一步缩径下凹有连通夹持内孔的支管生成孔,支管生成孔与操作孔同轴;对称双侧夹持哈夫夹具中上部外壁外缘向四角凸出,其顶面形成支持面,并且分别在角部向下开有安装孔,在夹持内孔轴向上对称双侧夹持哈夫夹具至少一端中部至少一侧向内有倾斜导向扇形缺口,而且,支撑定位台在夹持内孔轴向二端外壁的轴向上立面相互平行,支撑定位台在与夹持内孔轴向平行的二侧外壁的管侧立面相互平行;对称双侧夹持哈夫夹具下部平行于夹持内孔轴向两外侧有相互平行的垂直底侧夹持立面;通过对称双侧夹持哈夫夹具重心的垂直线向下延伸段垂直于对称双侧夹持哈夫夹具下部通过夹持螺钉的水平面,而且,夹持螺钉以该垂直线为对称轴;对称双侧夹持哈夫夹具的哈夫面为三通的几何对称面,即三通主管和支管轴线所在的平面,二块直连接板跨接固定在三通机支撑板的轴向两外侧,每块直连接板均分别通过一组二至四个连接螺钉与对称双侧夹持哈夫夹具轴向两外端面固定连接。
12.尤其是,夹持内孔内壁表面有粗糙面结构或防滑槽。
13.尤其是,直连接板底侧中部有上凹的角槽,直连接板上有至少二个用于固定三通机支撑板的水平安装孔。
14.尤其是,夹持内孔中轴线低于哈夫夹具支持面,夹持内孔顶面低于支撑定位台中部内的操作孔底端,在支撑定位台的支管生成孔旁侧的夹持内孔环周内壁闭合。
15.尤其是,在平行于夹持内孔轴向两外侧,二侧管侧立面相互间距大于两外侧底侧夹持立面间距;沿夹持内孔轴向两外端相对二扇形缺口的内端间距与三通机支撑板同侧外壁对齐。
16.尤其是,沿夹持内孔轴向,两外端相对二轴向上立面间距小于二轴向底立面间距。
17.尤其是,对称双侧夹持哈夫夹具的下部均衡安装一对夹持螺钉,支管生成孔与操作孔中轴线下段位于该夹持螺钉之间。
18.本实用新型的优点和效果:以组合刚性结构提供对钢管外壁环周夹裹接触面,具有对钢管的100%环周夹持结构,有效提高夹具夹持结构的刚性,夹具与钢管的摩擦夹紧力获得显著增大,准确保持加工时三通机的位置稳定,保护钢管的刚性,避免加工时钢管发生变形,避免加工时夹具与钢管的滑动三通机的晃动,为实现冷拔三通成品率达到100%提供必要条件,尤其适于中小口径高精度冷拔三通加工。
附图说明
19.图1为拔三通支管位置两侧直管长度有限的管路结构示意图。
20.图2为支管位于弯管或近弯管处的三通结构示意图。
21.图3为本实用新型实施例1中对称双侧夹持哈夫夹具夹紧钢管并连接三通机支撑板的主视结构示意图。
22.图4为图3的沿钢管轴向侧视结构示意图。
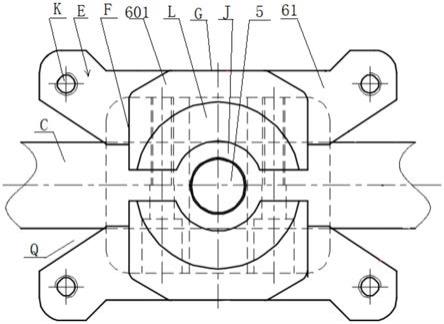
23.图5为图3的俯视结构示意图。
24.图6为本实用新型实施例1中对称双侧夹持哈夫夹具主视结构示意图。
25.图7为图6的沿钢管轴向侧视结构示意图。
26.图8为图6的俯视结构示意图。
27.图9为本实用新型实施例1中钢管卡入对称双侧夹持哈夫夹具的夹持内孔示意图。
28.图10为本实用新型实施例1中直连接板俯视结构示意图。
29.图11为本实用新型实施例2中直连接板主视结构示意图。
30.附图标记包括:
31.三通机支撑板1、直连接板21、主管4、支管5、对称双侧夹持哈夫夹具61、支撑定位台601、台虎钳7、哈夫面a、夹持螺钉b、钢管c、夹持内孔 d、支持面e、轴向上立面f、管侧立面g、轴向底立面h、支管生成孔j、安装孔k、操作孔l、底侧夹持立面p、扇形缺口q、底平面s、连接螺钉t。
具体实施方式
32.本实用新型原理在于,针对现有方法的缺陷,通过创新设计对称双侧夹持哈夫夹具61以及连接板,以夹持螺钉b和连接螺钉t紧固与三通机支撑板1刚性连接为一体,由夹持内孔d环抱夹紧钢管c,增大了有效接触面积,具有对钢管c的100%环周夹持结构,通过夹持内孔d防滑结构和表面粗糙度来增大表面摩擦系数;保证增大夹持力的情况下钢管不变形,这样增加夹持力来提高钢管c与夹持内孔d的接触压力,从而增大了摩擦力;实现对称双侧夹持哈夫夹具61平面定位和支持三通机支撑板1,并且结合气动、液压或手动台虎钳增大夹持力的方法,在能实现单侧夹持的同时,有效增大夹持力,扩大适用管路结构的范围,解决夹具与钢管间的滑动造成的位置精度不够以及刚性差造成的支管尺寸超差问题。
33.本实用新型中,对称双侧夹持哈夫夹具61自身具有很好的强度、刚性和表面硬度,以支撑三通机在冷拔三通支管工作时,保持钢管c不变形并保持三通机支撑板1的稳定;连接板具有很好的强度、刚性和表面硬度,固定在三通机支撑板1的轴向两端,通过四个连接螺钉t把三通机支撑板1与哈夫夹具连接在一起。
34.本实用新型中,通过对称双侧夹持哈夫夹具61重心的垂直线向下延伸段垂直于对称双侧夹持哈夫夹具61下部通过夹持螺钉b的水平面,而且,夹持螺钉b以该垂直线为对称轴。
35.本实用新型中,对称双侧夹持哈夫夹具61的哈夫面a为三通的几何对称面,即三通主管4和支管5轴线所在的平面,两件哈夫单体采用至少两根夹持螺钉b均衡连接在一起,夹持螺钉b同时起到导向、临时夹紧和限位的作用,通过夹持螺钉b的松、紧实现对钢管c的松开和夹紧;同组二件哈夫单体对合面中部横向的夹持内孔d将近支管5中心两侧近80%的钢管c表面都环抱夹紧,使钻孔、拔管和铣削时的钢管c的各方向都有支撑,减少变形;增大接触面积,从而在使用台虎钳等增加夹持力的情况下,钢管c不变形;结合对夹持内孔d内壁表面粗糙度和防滑槽等的防滑设计,从而进一步的,增加对称双侧夹持哈夫夹具 61与钢管c外壁间的摩擦力,避免对称双侧夹持哈夫夹具61与钢管c之间发生滑动和转动。
36.本实用新型中,通过对对称双侧夹持哈夫夹具61支持面e、轴向上立面f、管侧立面g、轴向底立面h以及底侧夹持立面p的控制,实现三通机支撑板1与钢管c的多向控制平面定
位。三通机支撑板1底平面和连接板的底平面 s与哈夫夹具顶部支持面e接触,实现平面支撑,提高连接刚性,而支撑板底部的v型结构不与钢管c接触,三通机支撑板1通过哈夫夹具有效增大接触面积达到20倍;对称双侧夹持哈夫夹具61下部两侧外立面即轴向底立面h在钢管c 轴向位置的定位面,保证对称双侧夹持哈夫夹具61固定的位置尺寸;对称双侧夹持哈夫夹具61上部突起的支撑定位台601外壁立面即轴向上立面f是三通机支撑板1的轴向定位面,保证三通机支撑板1的位置精度;而且,轴向上立面f 和轴向底立面h共同保证支管5轴向的位置公差;三通机支撑板1中上部平行于夹持内孔d中部的外凸边缘外壁有管侧立面g是三通机支撑板1另一个方向的定位面,保证支管5相对主管4中心的对称性;同时,管侧立面g也是支管5圆周方向定位夹具时的基准面,保证各支管5间或与钢管c其它结构间的圆周角度关系。
37.本实用新型中,对称双侧夹持哈夫夹具61通过分布于四角的4个螺纹安装孔k,以一组连接螺钉t固定连接三通机支撑板1,实现四孔固定保证连接强度;同时,对称双侧夹持哈夫夹具61通过下部横向穿接的夹持螺钉b夹紧固定在钢管c上后,可将组装好的对称双侧夹持哈夫夹具61安放在台虎钳上,相对夹紧底侧夹持平面p,给对称双侧夹持哈夫夹具61提供更大的增益夹持力和摩擦力,保证对称双侧夹持哈夫夹具61与钢管c不发生滑动和转动。
38.本实用新型中,对称双侧夹持哈夫夹具61中部的支管生成孔j预留拔支管5的空间,支管生成孔j同时可容纳少量加工铁屑;支管生成孔j稍大于钢管c外径,保证夹持内孔d与钢管c有更多的接触面,有效支撑钢管c,防止钢管c在加工过程中出现夹紧变形和加工变形;对称双侧夹持哈夫夹具61中部的支管生成孔j顶部周缘的操作孔l提供了刀具旋转的空间,同时可容纳少量加工铁屑。
39.本实用新型中,在仍然保持对称双侧夹持哈夫夹具61与三通机支撑板1的宽度一致的前提下,对称双侧夹持哈夫夹具61至少一端内壁外斜形成导向结构,同样也减少了加工时对支管5两侧主管4长度的要求,轴向最小夹持长度显著减小30%以上。这种导向设计解决了对弯管形主管4管端冷拔加工三通支管5的情形,以及支管5冷拔加工位置两侧空间较小的情形的适用问题。
40.本实用新型中,连接板连接三通机支撑板1和哈夫夹具,二块连接板跨接固定在三通机支撑板1的轴向两外侧,每块连接板均分别通过一组二至四个连接螺钉t与对称双侧夹持哈夫夹具61轴向两外端面固定连接。
41.本实用新型中,夹持内孔d中轴线低于对称双侧夹持哈夫夹具61支持面e,夹持内孔d顶面低于对称双侧夹持哈夫夹具61顶部支撑定位台601中部内的操作孔l底源,在支撑定位台601的支管生成孔j旁侧的夹持内孔d环周内壁闭合。即对称双侧夹持哈夫夹具61具有对钢管c的100%环周夹持结构。
42.本实用新型中,在保证强度和刚性的前提下,整个对称双侧夹持哈夫夹具61多处被镂空,以减少整体重量,方便搬运、装夹等。
43.下面结合附图和实施例对本实用新型作进一步说明。
44.实施例1:如附图3、4、5、6、7、8、9、10、11所示,一副对称双侧夹持哈夫夹具61包括完全对称的二个在相对接触的内侧面中上部轴向水平开管槽的哈夫单体,这二个哈夫单体在对合安装后该二侧管槽闭合形成圆管形夹持内孔d;而且,该二个哈夫单体在下部通过夹持螺钉b连接成一体;在对称双侧夹持哈夫夹具61上侧中部上凸有支撑定位台601,支撑定
位台601顶面中部下凹有操作孔l,操作孔l中部进一步缩径下凹有连通夹持内孔d的支管生成孔 j,支管生成孔j与操作孔l同轴;对称双侧夹持哈夫夹具61中上部外壁外缘向四角凸出,其顶面形成支持面e,并且分别在角部向下开有安装孔k,在夹持内孔d轴向上对称双侧夹持哈夫夹具61至少一端中部至少一侧向内有倾斜导向扇形缺口q,而且,支撑定位台601在夹持内孔d轴向二端外壁的轴向上立面f相互平行,支撑定位台601在与夹持内孔d轴向平行的二侧外壁的管侧立面g相互平行;对称双侧夹持哈夫夹具61下部平行于夹持内孔d轴向两外侧有相互平行的垂直底侧夹持立面p;位于对称双侧夹持哈夫夹具61轴向两端外侧的直连接板21分别垂直于夹持内孔d轴向安装,直连接板21两端有垂直安装孔,直连接板21分别通过连接螺钉t穿接固定在对称双侧夹持哈夫夹具61角部的安装孔k 上。
45.前述中,直连接板21上有至少二个水平安装孔。通过该组水平安装孔,将直连接板21与三通机支撑板1沿夹持内孔d轴向两外侧立面紧固连接。
46.前述中,在平行于夹持内孔d轴向两外侧,二侧管侧立面g相互间距大于两外侧底侧夹持立面p间距。
47.前述中,沿夹持内孔d轴向两外端相对二扇形缺口q的内端间距与三通机支撑板1同侧外壁对齐。
48.前述中,沿夹持内孔d轴向,两外端相对二轴向上立面f间距小于二轴向底立面h间距。
49.前述中,直连接板21底侧中部有上凹的角槽。在应用时该角槽适于容纳压卡在钢管c顶部并跨接对称双侧夹持哈夫夹具61的二侧单体。
50.前述中,对称双侧夹持哈夫夹具61的下部均衡安装一对夹持螺钉b,支管生成孔j与操作孔l中轴线下段位于该夹持螺钉b之间。
51.本实用新型实施例中,一副对称双侧夹持哈夫夹具61装好后轴向两端中部分别设计扇形缺口q结构;扇形缺口q减少了加工时对支管5两侧直管4夹持长度的要求,而通过分别在轴向外侧边缘压接直连接板21,使得对称双侧夹持哈夫夹具61与三通机支撑板1形成适于冷拔三通机工作的规定刚性结构宽度和长度,实现较大的夹持接触面,也进一步的,在达到足够最小夹持长度的基础上,属于缺口结构的扇形缺口q,也减轻了对称双侧夹持哈夫夹具61 的整体重量。
52.本实用新型实施例中,操作过程如下:
53.(1)安装钢管c;将二个夹持螺钉b从准备好的一副对称双侧夹持哈夫夹具61下部旋出,但不要全部旋出,把对称双侧夹持哈夫夹具61向外拉开,只要对称双侧夹持哈夫夹具61上方开口可以放下钢管c即可,将钢管c从上部向下放入夹持内孔d中,较短的直钢管也可以穿入未完全打开的对称双侧夹持哈夫夹具61的夹持内孔d中;
54.(2)固定对称双侧夹持哈夫夹具61;对称双侧夹持哈夫夹具61在钢管c上的轴向位置和圆周方向确定,将对称双侧夹持哈夫夹具61的支管生成孔j和操作孔l对准钢管c上拟冷拔三通支管5的标定位置,此时,对称双侧夹持哈夫夹具61的轴向底立面h和管侧立面g将发挥定位作用后,收紧夹持螺钉 b,将对称双侧夹持哈夫夹具61固定在钢管c上;
55.(3)夹紧对称双侧夹持哈夫夹具61;连同钢管c一起将对称双侧夹持哈夫夹具61的底侧夹持立面p放入台虎钳7的夹口中,收紧台虎钳7,夹紧对称双侧夹持哈夫夹具61;
56.(4)安装三通机支撑板1;将三通机支撑板1放在对称双侧夹持哈夫夹具61上,将三
通机支撑板1中部底面结构对接对称双侧夹持哈夫夹具61 上侧中部的支撑定位台601,然后,在三通机支撑板1轴向两端面外侧分别安装直连接板21,选择管侧立面g和轴向底立面h定位,将直连接板21两端的螺孔分别与对称双侧夹持哈夫夹具61角部的安装孔k对齐,插装并收紧4根连接螺钉t,完成通过直连接板21将三通机支撑板1刚性安装固定在对称双侧夹持哈夫夹具61上;
57.(5)通过三通机支撑板1安装冷拔三通机,完成冷拔三通作业;
58.(6)在完成冷拔三通作业后,分离直连接板21、三通机支撑板1 以及称双侧夹持哈夫夹具61,按以上逆顺序取下加工好的钢管c。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1