一种模锻件切边凹模结构的制作方法
[0001]
本实用新型涉及一种模锻件切边凹模结构,属于切边凹模结构技术领域。
背景技术:
[0002]
现有的膜锻件的切边凹模结构,一般都是采用5crnimo或h13模具钢整体制作而成。而现有的5crnimo锻件价格13元/公斤,热处理价格4元/公斤,h13锻件价格20元/公斤,热处理价格5元/公斤,导致模锻件切边凹模的价格居高不下,影响公司的生产成本。但是,为了保证模具具有高温强度、热态硬度和耐磨损性,要降低成本,现有技术没有好的方法。
技术实现要素:
[0003]
本实用新型的目的在于克服现有技术的不足,提供一种模锻件切边凹模结构。
[0004]
为达到上述目的,本实用新型所采用的技术方案是:一种模锻件切边凹模结构,包括由普通钢制备的基底,基底的切边刃口处设置有内凹槽,在内凹槽中堆焊模具钢形成直刃口。
[0005]
进一步的,所述内凹槽的横截面为弧形槽,堆焊的模具钢横截面为直角扇形。
[0006]
更进一步的,所述直角扇形位于水平端面边的长度≤所在水平端面边长度的1/2;直角扇形位于竖直端面边的长度≤所在竖直端面边长度的1/2。
[0007]
进一步的,所述基底由45钢锻造。
[0008]
进一步的,所述直刃口为5crnimo或h13模具钢堆焊。
[0009]
本实用新型的有益效果在于:利用45钢的普通钢作为基底,锻件价格和热处理价格都大幅度降低,而以内凹弧形槽内堆焊模具钢的结构,能够满足所有技术指标的需要,实现降低成本近一半,为公司节约了大量的生产成本。
附图说明
[0010]
下面结合附图和实施实例对本实用新型做进一步的阐述。
[0011]
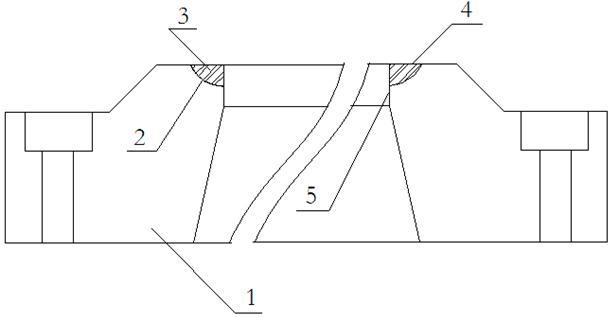
图1为本实用新型的结构示意图。
[0012]
图中:1、基底,2、内凹槽,3、直刃口,4、水平端面边,5、竖直端面边。
具体实施方式
[0013]
如图1所示,一种模锻件切边凹模结构,包括由普通钢制备的基底1,基底1的切边刃口处设置有内凹槽2,在内凹槽2中堆焊模具钢形成直刃口3。
[0014]
作为一种优选设计,所述内凹槽2的横截面为弧形槽,堆焊的模具钢3横截面为直角扇形。内凹槽的横截面形状可以是弧形槽,也可以是l形开口槽,也可以是其他形状,但是在加工上,弧形槽的加工,以及是否有利于基底与堆焊的连接牢固,我们优选设计了弧形槽,且堆焊的模具钢3横截面是直角扇形。
[0015]
更关键的,所述直角扇形位于水平端面边4的长度≤所在水平端面边长度的1/2;
直角扇形位于竖直端面边5的长度≤所在竖直端面边长度的1/2。这个结构用于限定堆焊的模具钢的尺寸,尺寸过大或过小都会影响模具的参数。在加工中,选择1/2或略小一点。
[0016]
作为优选,我们在实际加工中使用的普通钢为45钢。所述模具钢为5crnimo或h13模具钢。由45钢锻造基底1,而后由5crnimo或h13模具钢堆焊形成直刃口3。利用45钢作为基底钢的材料,更能满足设计需要。45#钢锻件价格6元/公斤,热处理1元/公斤,与现有技术相比,整体的制作成本降低了近一半。
[0017]
本实用新型利用45钢的普通钢作为基底,锻件价格和热处理价格都大幅度降低,而以内凹弧形槽内堆焊模具钢的结构,能够满足所有技术指标的需要,实现降低成本近一半,为公司节约了大量的生产成本。
[0018]
以上对本实用新型的具体实施例进行了描述。需要理解的是,本实用新型并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本实用新型的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1