钢栅格原板自动锯切装置的制作方法
1.本实用新型涉及钢栅格原板自动锯切装置,属于钢格栅锯切领域的技术领域。
背景技术:
2.目前本行业领域针对钢格栅原板锯切的加工方式为人工划线,人工锯切。人工划线需根据锯切板的要求以及麻花钢的相对位置和原材料的厚度、锯片厚度确定锯切位置,在相应的位置做标识,锯切工根据标识的位置进行锯切作业。此生产工艺的弊端是:
3.一,需要专人来计算锯切位置并做标识,锯切工根据标识位置锯切钢格栅原板。锯切板(原板锯切后的产品)除要求长度之外,对麻花钢的位置也有一定的要求(头部尺寸与尾部尺寸相等),由于钢格栅板属于焊接件麻花钢的间距呈现离散的数列分布,锯切位置必须根据麻花钢的位置随时做调整,因此划线工需要对每一个锯切位置进行计算并核实,对锯切工的经验有一定的要求,而且长时间计算很容易出现差错。
4.二,锯切加工的方式风冷锯切,锯切作业时噪音高达80分贝,而且伴有粉尘及锯片崩齿的危险,耳鸣、尘肺等职业病时常发生。在目前的大环境下,锯切工序已成为制约生产的短板。
技术实现要素:
5.本实用新型的目的是提供钢栅格原板自动锯切装置,具有自动锯切装置、降低劳动强度的效果。
6.为了实现上述目的,本实用新型采用的技术方案是:
7.钢栅格原板自动锯切装置,包括送进装置和识别装置,所述识别装置对钢栅格原板麻花钢位置的识别结果通过通信连接传递到控制锯切装置的上位机中,所述上位机进行计算得出要求的锯切位置,所述上位机通过通信连接将的计算结果传送到送进装置,所述送进装置送进钢栅格原板到上位机计算结果的位置处后通过控制锯切装置进行锯切。
8.本实用新型技术方案的进一步改进在于:所述识别装置设置在钢栅格原板两侧的轨道之间,所述识别装置固定安装在钢栅格原板的上方。
9.本实用新型技术方案的进一步改进在于:v所述送进装置包括方形框,所述方形框固定安装在钢栅格原板两侧轨道上,所述方形框沿钢栅格原板宽度方向设置的一侧端部固定安装送进框,所述方形框通过两个筋板安装送进框,所述送进框,所述送进框连接筋板的位置处位后侧框并可转动,所述方形框上还安装转动杆来转动连接送进框的前侧框。
10.本实用新型技术方案的进一步改进在于:所述锯切装置安装在远离送进装置的另一端,包括用于固定钢栅格原板的压板和电锯底座,所述压板的后侧电锯底座上安装电机轨道,所述电机轨道上安装可移动的电机,所述电机的输出轴上安装用于锯钢栅格原板的锯片。
11.由于采用了上述技术方案,本实用新型取得的技术效果有:
12.本实用新型采用避免了人工直接参与生产,由设备的操作员代替了划线工位和锯
切工作位,每条线至少节省1人,提高了生产效率,降低了生产成本。同时计算机的精确计算代替了人工计算提高了产品的精度,本装置能锯切厚度小于80mm、宽度小于1200mm的钢格栅原板。此外由于人工不直接参与生产,锯切机等设备便于采取消音、除尘等措施提高了环保标准。同时上位机可以统计各种生产数据通过车间网络传送给数据库便于统计生产信息。
附图说明
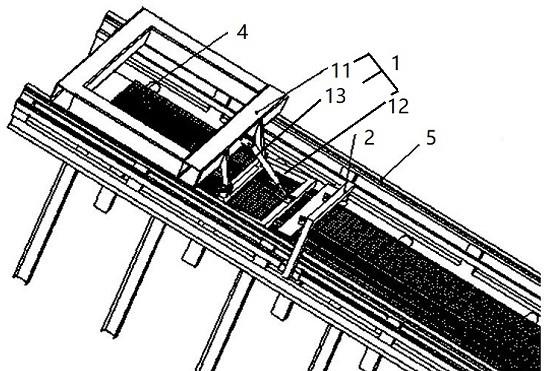
13.图1是本实用新型的部分结构示意图;
14.图2是本实用新型的整体结构示意图。
15.其中,1、送进装置,2、识别装置,3、锯切装置,4、钢栅格原板,5、轨道,11、方形框,12、送进框,13、转动杆,3
‑
1、压板,3
‑
2、电机,3
‑
3、锯片,3
‑
4、电机轨道,3
‑
5、电锯底座。
具体实施方式
16.下面结合附图及具体实施例对本实用新型做进一步详细说明:
17.本实用新型公开了钢栅格原板自动锯切装置,通过扫描麻花钢位置同时结合锯切板的具体要求,从而计算出钢格栅原板4的麻花钢需要锯切的位置。如图1所示,本实用新型由送进装置1、识别装置2和锯切装置3三个装置结构组成,送进装置1、识别装置2和锯切装置3三者之间进行通信连接,通过识别装置2进行识别钢栅格原板4的位置,将识别的结果传递到上位机中,通过上位机的计算,算出需要锯切的位置,再将计算的结构反馈给送进装置1,通过送进装置1将钢栅格原板4进行送进到上位机计算结果的位置处,再通过上位机控制锯切装置3进行锯切操作。
18.钢栅格原板4放置在有辊道的支架上,在钢栅格原板4的两侧沿钢栅格原板4的长度方向固定安装轨道5,轨道5与支架固定连接,起到导向格挡的作用,在轨道5对应钢栅格原板4的端部固定安装送进装置1,送进装置1包括安装在轨道5端部的方形框11,方形框11的中部为空洞,在方形框11沿钢栅格原板4宽度方向的侧框上通过筋板固定安装送进框12,送进框12为矩形框,送进框12连接筋板处可转动,筋板连接在送进框12的后侧框上,在送进框12的前侧框上通过转动杆13连接方形框11,通过筋板和转动杆13连接送进框12使送进框12能够转动来带动钢栅格原板4进行送进。
19.在轨道5之间设置有固定安装在轨道5上的识别装置2,识别装置2沿钢栅格原板4的宽度方向设置并且在钢栅格原板4的上方,识别装置2为u形杆状,且开口朝向钢栅格原板4。
20.锯切装置3安装在远离送进装置1的另一端,包括用于固定钢栅格原板4的压板3
‑
1和电锯底座3
‑
5,电锯底座3
‑
5为矩形块形状,压板3
‑
1为长板形状,两者通过在压板3
‑
1的两端安装螺栓来固定钢栅格原板4;在压板(3
‑
1)的后侧电锯底座3
‑
5上安装电机轨道3
‑
4,所述电机轨道3
‑
4上安装可移动的电机3
‑
2,所述电机3
‑
2的输出轴上安装用于锯钢栅格原板4的锯片3
‑
3。
21.本实施例的具体实施方式:在使用时,通过识别装置2将识别结果传递到通信连接的上位机中,通过上位机进行计算需要锯切的位置,将计算结果反馈给送进装置1,通过送进框12将钢栅格原板4传递到需要锯切的位置处,最后通过控制锯切装置3来进行锯切,完
成整个装置的锯切,整个过程,不需要人工进行操作,大大降低了工人的劳动强度。
22.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理等所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1