建筑爬架焊接工作站的制作方法
1.本实用新型属于建筑设备技术领域,具体为一种建筑爬架焊接工作站。
背景技术:
2.爬架又叫提升架,依照其动力来源可分为液压式、电动式、人力手拉式等主要几类。它是近年来开发的新型脚手架体系,主要应用于高层剪力墙式楼盘。它能沿着建筑物往上攀升或下降。
3.现有的爬架多采用网格状的框架以及铺设是框架上的底板。传统爬架的焊接主要是人工实现的,一方面,人工焊接效率低,人工焊接过程中对爬架的定位存在一定的偏差,定位过程也比较繁琐,工件的正反面焊接对员工的体力消耗非常大;另一方面人工焊接完成后,焊件在释放应力过程中的变形比较大,严重影响焊接质量,降低了焊件的成品率。
技术实现要素:
4.本实用新型要解决的问题是提供一种建筑爬架焊接工作站,通过设计工装对爬架中的各部件进行装夹、定位和压紧等措施,焊接机器人和变位机的协同作用下实现自动焊接,人工只需要上料和移出焊接完成的爬架,实现爬架焊接的自动化,提升了爬架生产效率,保证产品的一致性,降低劳动强度。
5.为解决上述技术问题,本实用新型采用的技术方案是:一种建筑爬架焊接工作站,包括焊接机器人、清枪器、建筑爬架焊接平台以及驱动所述建筑爬架焊接平台旋转的变位机,其特征在于:在所述建筑爬架焊接平台上设有焊接工装,所述焊接工装包括设置在所述建筑爬架焊接平台上的用于限位建筑爬架中横梁的横梁限位块、用于限位建筑爬架中纵梁的纵梁限位块、用于将所述纵梁压紧在所述横梁上、将所述横梁压紧在所述横梁限位块上或者将所述纵梁压紧在所述纵梁限位块上的侧压组件、用于将所述建筑爬架中的底板压紧在由横梁和纵梁组成的框架上的下压组件以及用于将建筑爬架中的角板定位在所述框架外侧的角板定位组件。
6.进一步的,所述角板定位组件包括与所述建筑爬架焊接平台相连的连接支架、设置在所述连接支架上的定位销、角板限位块以及驱动所述定位销进入所述角板的定位孔内的定位驱动装置。
7.进一步的,在所述连接支架上设有用于将所述角板吸合在所述连接支架上的磁铁。
8.进一步的,在所述连接支架的顶部设有用于定位所述底板的转角处的定位直角板。
9.进一步的,在所述建筑爬架焊接平台和所述连接支架间设有推紧组件,所述推紧组件包括设置在所述建筑爬架焊接平台上的滑轨、固定在所述连接支架上并与所述滑轨相配合的滑块以及设置在所述建筑爬架焊接平台相连并且伸缩端抵靠在所述连接支架一侧的推紧装置。
10.进一步的,在所述建筑爬架焊接平台上设有顶出组件,所述顶出组件包括顶出气缸以及与所述顶出气缸的伸缩端相连的顶出块。
11.进一步的,所述侧压组件包括与所述建筑爬架焊接平台相连的侧压夹钳。
12.进一步的,所述下压组件包括与所述建筑爬架焊接平台相连的下压夹钳。
13.进一步的,在所述建筑爬架焊接平台的中部设有压紧杆及配套的压紧夹钳。
14.进一步的,所述建筑爬架焊接平台和变位机并排设置有两组,所述焊接机器人位于两组建筑爬架焊接平台之间。
15.本实用新型的有益效果是:只需要人工干预上料和移出焊接好的爬架的过程,通过配套的焊接机器人实现自动焊接,可以大大提升工件的生产效率、保证焊接质量、降低劳动强度及用工成本;通过设置两组建筑爬架焊接平台,可以使焊接机器人对一个平台上的工件进行焊接,另外一个平台则进行工件移出和上料作业,提升爬架的生产效率。
16.下面结合附图对本实用新型进行详细说明。
附图说明
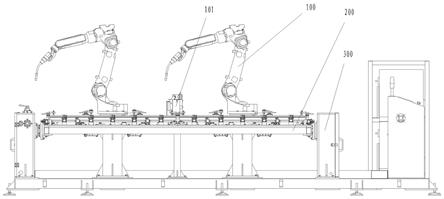
17.图1是本实用新型建筑爬架焊接工作站的主视图;
18.图2是图1的俯视图;
19.图3是本实用新型焊接工装与建筑爬架焊接平台在焊接时的结构示意图;
20.图4是图3去除底板和压紧杆后的结构示意图;
21.图5是本实用新型中角板定位组件的结构示意图;
22.图6是本实用新型中带有推紧组件的角板定位组件的结构示意图;
23.图7是本实用新型中带有推紧组件的角板定位组件的另一结构示意图。
24.在附图中:
25.100是焊接机器人,101是清枪器,
26.200是建筑爬架焊接平台,201是横梁限位块,202是纵梁限位块,203是连接支架,204是定位销,205是角板限位块,206是定位驱动装置,207是磁铁,208是定位直角板,209是滑轨,210是滑块,211是推紧装置,212是顶出气缸,213是顶出块,214是侧压夹钳,215是下压夹钳,216是压紧杆,217是压紧夹钳,
27.300是变位机,
28.a代表横梁,b代表纵梁,c代表底板,d代表角板。
具体实施方式
29.参见附图1和2,本实用新型提供了一种建筑爬架焊接工作站,包括焊接机器人100、清枪器101、建筑爬架焊接平台200、驱动建筑爬架焊接平台200旋转的变位机300以及设置在建筑爬架焊接平台200上的焊接工装。
30.建筑爬架焊接平台200的两端分别与变位机300的主动端和被动端相连,通过变位机主动端内的伺服电机驱动,在减速机的控制下可实现焊接平台360
°
精准旋转定位,以实现爬架正面位置与反面位置的焊接。
31.在具体实施时,建筑爬架焊接平台200和变位机300并排设置有两组,焊接机器人100位于两组建筑爬架焊接平台200之间。具体的,焊接工装沿每个焊接平台的长度方向设
置有两组。焊接机器人100对应的设置有2个,分别对其两侧的工装进行焊接作业。清枪器101设有1个并且位于两个焊接机器人100之间。这样的设计可以使焊接机器人100对其一侧的建筑爬架焊接平台200上的工件进行焊接时,另一侧的平台上进行爬架移出以及上料作业,以保证生产效率。
32.参见附图2-4,焊接工装包括设置在建筑爬架焊接平台200上的用于限位建筑爬架中横梁a的横梁限位块201、用于限位建筑爬架中纵梁b的纵梁限位块202、用于将纵梁b压紧在横梁a上、将横梁a压紧在横梁限位块201上或者将纵梁b压紧在纵梁限位块202上的侧压组件、用于将建筑爬架中的底板c压紧在由横梁a和纵梁b组成的框架上的下压组件以及用于将建筑爬架中的角板d定位在框架外侧的角板定位组件。
33.参见附图2和5,角板定位组件包括与建筑爬架焊接平台200相连的连接支架203、设置在连接支架203上的定位销204、角板限位块205以及驱动定位销204进入角板d的定位孔内的定位驱动装置206。本实施例中定位驱动装置206是气缸,定位销204与气缸的伸缩端相连。
34.在连接支架203上设有用于将角板d吸合在连接支架203上的磁铁207。角板限位块205在连接支架203上设有三个,分别用于限位角板d的底部和两个侧面。通过设置的磁铁207可以使角板d稳定的限位在三个角板限位块205之间。
35.在连接支架203的顶部设有用于定位底板c的转角处的定位直角板208。
36.参见附图2、6和7,在建筑爬架焊接平台200和连接支架203间设有推紧组件,推紧组件包括设置在建筑爬架焊接平台200上的滑轨209、固定在连接支架203上并与滑轨209相配合的滑块210以及设置在建筑爬架焊接平台200相连并且伸缩端抵靠在连接支架203一侧的推紧装置211。
37.在本实施例中,在框架的外侧设有四组角板定位组件,其中两组不具有推紧组件并且位于框架的同一侧。四组角板定位组件中的定位直角板208可以方便的定位底板c的四个转角,同时两组角板定位组件中的连接支架203可以移动以适应底板c在生产过程中产生的尺寸误差,同时在焊接完成后两个可移动的连接支架203可以释放在焊接过程中产生的变形,利于定位销204从定位孔中脱出以及顶出组件将焊接完成的工件顶出。
38.参见附图4,在建筑爬架焊接平台200上设有顶出组件,顶出组件包括顶出气缸212以及与顶出气缸212的伸缩端相连的顶出块213。在顶出块213上设有与横梁a相适配的凹槽。在横梁a放置在横梁限位块201的槽内时同时也位于顶出块213的凹槽内。
39.参见附图3,为使底板c的中部压紧在横梁a上,在建筑爬架焊接平台200的中部设有压紧杆216及配套的压紧夹钳217。
40.上述的侧压组件包括与建筑爬架焊接平台200相连的侧压夹钳214。下压组件包括与建筑爬架焊接平台200相连的下压夹钳215。在本实施例中,侧压夹钳214、下压夹钳215、压紧夹钳217和推紧装置211均采用的是快速夹钳,其可以是手动的也可以是气缸驱动的。
41.本实用新型的焊接工作站工作过程如下。
42.步骤a、放件,将爬架中的各部件放置在焊接平台上的对应位置:
43.1、转动用于控制角板定位组件的手转阀,焊接平台上两组工装中的8个角板定位组件中的定位驱动装置206驱动定位销204伸出,确保磁铁207、角板限位块205以及定位销204与角板接触面无焊渣异物,然后将8块角板d依次放入角板定位组件中,角板d中的定位
孔穿过定位销,与磁铁207、角板限位块205贴紧。
44.2、确保横梁限位块201、纵梁限位块202与工件接触面无焊渣异物,将横梁a和纵梁b放入对应的限位块的一侧并贴紧,当与角板d相连的横梁a或纵梁b,还需要其与对应的角板d贴紧。
45.3、转动用于控制推紧组件、侧压组件的手转阀,使推紧组件、下压组件、侧压组件分别压紧对应的部件。
46.4、放底板c,将底板c放入4个定位直角板208所形成的底板区域并与贴紧接触面。
47.5、转动用于控制下压组件的手转阀,下压组件将底板c压紧在框架上。
48.6、压紧到位后,将压紧杆216(具体为一根8040型材)放在整个底板c上面,通过压紧夹钳217压紧,确保待焊件在竖直方向上与底板c紧密贴合。
49.7、焊接,通过焊接机器人100进行焊接作业,通过变位机300驱动焊接平台旋转,保证正反面均能焊接到。
50.步骤b、取件。
51.1、转动用于控制角板定位组件的手转阀,定位驱动装置206复位以将定位销204释放。
52.2、转动用于控制下压组件的手转阀,将下压组件释放。
53.3、转动用于控制侧压组件和推紧组件的手转阀,将侧压组件,角板定位组件释放。
54.4、将带有推紧组件的角板定位组件手动推出连接支架203使角板定位组件完全释放。
55.5、转动用于控制顶出组件的手转阀,顶出组件动作顶出焊接好的爬架,最后取下爬架。
56.最后应当说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其限制;尽管参照较佳实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本实用新型的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本实用新型技术方案的精神,其均应涵盖在本实用新型请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1