一种铁路火车滚动轴承压装机压装套件的制作方法
1.本实用新型涉及铁路火车技术领域,具体为一种铁路火车滚动轴承压装机压装套件。
背景技术:
2.更换铁路火车轴压装时,首先将火车轮对推至床身轨道上,千斤顶装置将铁路货车轮对顶起,使轮对轴的中心点与液压油缸上的顶尖保持在同一条直线上,千斤顶停止上升,轴向控制装置的活塞横向伸出,将轮对左右进行固定,轮对的左侧与轴向锁紧装置紧密接触,轴向锁紧装置给轮对一个向左的力,而此时,定位块给轮对一个向右的力,从而给轮对达到一个固定的作用。
3.顶尖伸出,顶紧轮对中心孔开始压装轴承,轴分为两种型号,21吨和25吨,每次换轴压装时,都需要将法兰盘进行拆卸,以及拆卸传感器,传感器上有数据采集杆,拆卸过程中,这些数据都会丢失,造成操作过程当中十分的繁琐,需要重新操作,都需要对位移串岗器数据采集杆进行重新校正以及对接。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种铁路火车滚动轴承压装机压装套件,解决了更换轴压装需要对法兰盘及拆卸传感器进行拆卸的问题。
5.为实现以上目的,本实用新型通过以下技术方案予以实现:一种铁路火车滚动轴承压装机压装套件,包括:油缸底座,所述油缸底座上固定连接有油缸缸体,所述油缸缸体的内部设置有活塞,所述活塞上固定连接有活塞杆,所述油缸缸体上固定连接有法兰盘,并且油缸缸体上设置有25吨轴压装法兰盘,所述油缸缸体上设置有21吨轴压装法兰盘,所述25吨轴压装法兰盘的表面套接有21吨压装套。
6.进一步地,还包括用于运输21吨压装套的运输装置,所述运输装置包括运输车,所述运输车上固定连接有第一夹持板,并且运输车上固定连接有固定板,所述固定板上螺纹连接有螺纹杆,所述螺纹杆的一端转动连接有第二夹持板;定位装置,所述定位装置固定于所述螺纹杆的一端,所述定位装置包括固定盘,所述固定盘上滑动连接有拉动杆,所述拉动杆的表面固定连接有定位盘,并且拉动杆的表面套接有第一弹簧,所述固定板上开设有多个定位槽;卡接装置,所述卡接装置固定于所述第二夹持板上,所述卡接装置包括限位杆,所述限位杆上固定连接有卡接板,并且限位杆上滑动连接有滑动盘,所述滑动盘上固定连接有卡接杆,所述第二夹持板上开设有卡接槽,所述限位杆的表面套接有第二弹簧。
7.进一步地,所述21吨压装套位于所述第一夹持板和所述第二夹持板之间,所述固定盘固定于所述螺纹杆的一端。
8.进一步地,多个所述定位槽均匀分布在所述固定板上,并且多个定位槽与所述拉动杆的一端相适配。
9.进一步地,所述第一弹簧位于所述定位盘和所述固定盘之间,所述第二夹持板与
所述运输车滑动连接。
10.进一步地,所述卡接装置共设置有两个,两个所述卡接装置对称分布在所述第二夹持板的两侧,并且两个卡接装置上的结构相同。
11.进一步地,所述限位杆与所述第二夹持板滑动连接,所述第二弹簧位于所述卡接板和所述滑动盘之间。
12.与现有技术相比,本实用新型的有益效果是:
13.该铁路火车滚动轴承压装机压装套件,通过将21吨的压装套直接套在25吨的压装法兰盘上,从而节省了拆卸法兰盘以及拆卸传感器和数据杆的时间,从而使整个加工过程方便,节省了劳动时间,节省了人员人工的劳动力。
附图说明
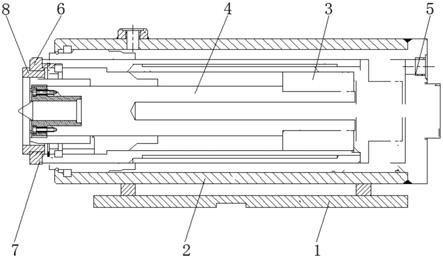
14.图1为本实用新型提供的第一实施例的结构示意图;
15.图2为本实用新型21吨压装套整体结构示意图;
16.图3为本实用新型提供的第二实施例的结构示意图;
17.图4为本实用新型第二夹持板的侧视图;
18.图5为本实用新型图3中a处放大图;
19.图6为本实用新型图3中b处放大图。
20.图中:1-油缸底座、2-油缸缸体、3-活塞、4-活塞杆、5-法兰盘、6-25吨轴压装法兰盘、7-21吨轴压装法兰盘、8-21吨压装套、9-运输装置、91-运输车、92-第一夹持板、93-固定板、94-螺纹杆、95-第二夹持板、10-定位装置、101-固定盘、102-拉动杆、103-定位盘、104-第一弹簧、105-定位槽、11-卡接装置、111-限位杆、112-卡接板、113-滑动盘、114-卡接杆、115-卡接槽、116-第二弹簧。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.第一实施例
23.请参阅图1-2,本实用新型提供一种技术方案:一种铁路火车滚动轴承压装机压装套件,包括:油缸底座1,所述油缸底座1上固定连接有油缸缸体2,所述油缸缸体2的内部设置有活塞3,所述活塞3上固定连接有活塞杆4,所述油缸缸体2上固定连接有法兰盘5,并且油缸缸体2上设置有25吨轴压装法兰盘6,所述油缸缸体2上设置有21吨轴压装法兰盘7,所述25吨轴压装法兰盘6的表面套接有21吨压装套8。
24.工作时:
25.通过在压装法兰盘的前端增加一个21吨压装套8,通过21吨压装套8来实现整体设备加工的便捷性,主要的特点体现在,当21吨轴压装法兰盘7小,25吨轴压装法兰盘6大,相互之间差了10mm,加工过程当中,可以直接在21吨轴压装法兰盘7的轴上直接安装25吨轴压装法兰盘6的基础上,安装一个21吨压装套8,安装方式是直接将21吨压装套8直接套在21吨
轴压装法兰盘7上,省去了拆卸法兰盘的过程以及拆卸传感器和数据杆的过程。
26.第二实施例
27.请参阅图3、图4、图5和图6,基于本申请的第一实施例提供的一种铁路火车滚动轴承压装机压装套件,本申请的第二实施例提出另一种铁路火车滚动轴承压装机压装套件。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
28.具体的,本申请的第二实施例提供的铁路火车滚动轴承压装机压装套件的不同之处在于,铁路火车滚动轴承压装机压装套件,还包括用于运输21吨压装套8的运输装置9,所述运输装置9包括运输车91,所述运输车91上固定连接有第一夹持板92,并且运输车91上固定连接有固定板93,所述固定板93上螺纹连接有螺纹杆94,所述螺纹杆94的一端转动连接有第二夹持板95;定位装置10,所述定位装置10固定于所述螺纹杆94的一端,所述定位装置10包括固定盘101,所述固定盘101上滑动连接有拉动杆102,所述拉动杆102的表面固定连接有定位盘103,并且拉动杆102的表面套接有第一弹簧104,所述固定板93上开设有多个定位槽105;卡接装置11,所述卡接装置11固定于所述第二夹持板95上,所述卡接装置11包括限位杆111,所述限位杆111上固定连接有卡接板112,并且限位杆111上滑动连接有滑动盘113,所述滑动盘113上固定连接有卡接杆114,所述第二夹持板95上开设有卡接槽115,所述限位杆111的表面套接有第二弹簧116。
29.所述21吨压装套8位于所述第一夹持板92和所述第二夹持板95之间,所述固定盘101固定于所述螺纹杆94的一端。
30.多个所述定位槽105均匀分布在所述固定板93上,并且多个定位槽105与所述拉动杆102的一端相适配。
31.多个定位槽105可以转动不同角度的螺纹杆94进行限位。
32.所述第一弹簧104位于所述定位盘103和所述固定盘101之间,所述第二夹持板95与所述运输车91滑动连接。
33.第一弹簧104是对拉动后的拉动杆102进行复位。
34.所述卡接装置11共设置有两个,两个所述卡接装置11对称分布在所述第二夹持板95的两侧,并且两个卡接装置11上的结构相同。
35.两个卡接装置11上有两个限位杆111,通过向下移动两个限位杆111使两个限位杆111与21吨压装套8的内表面接触,从而使两个限位杆111对21吨压装套8进行限位。
36.所述限位杆111与所述第二夹持板95滑动连接,所述第二弹簧116位于所述卡接板112和所述滑动盘113之间。
37.第二弹簧116是对移动后的滑动盘113进行复位。
38.工作原理:
39.当需要对21吨压装套8进行固定时,将21吨压装套8放在第一夹持板92和第二夹持板95之间,然后向右拉动拉动杆102,拉动杆102向右移动会使限位杆102的一端不再与定位槽105卡接,从而旋转固定盘101,固定盘101旋转会带动螺纹杆94旋转,螺纹杆94旋转会使螺纹杆94向左移动,螺纹杆94向左移动会带动第二夹持板95向左移动,从而由第一夹持板92和第二夹持板95对21吨压装套8进行夹持,然后向右拉动滑动盘113,滑动盘113向右移动会带动卡接杆114向右移动,卡接杆114向右移动会使卡接杆114与卡接槽115不再卡接,从
而向下移动限位杆111,使限位杆111对21吨压装套8进行固定,从而方便对21吨压装套8进行运输。
40.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1