一种机柜侧片焊接工装的制作方法
1.本实用新型涉及焊接工装,具体涉及一种机柜侧片焊接工装。
背景技术:
2.一般的,核电用安全级机柜适用于核电站作为动力、照明及配电设备的电能转换、分配和控制之用。核电用安全级机柜侧片对焊接精度的要求非常高,机柜侧片的焊接要求直接影响到机柜的后续安装是否到位。机柜侧片的焊接知否合格,将会直接影响到机柜的结构强度。如何解决机柜侧片在焊接时出现的问题变得至关重要。
3.现有的方案,采用将机柜侧片放置在台面上,围绕机柜侧片在台面上设置有压块,通过压块压紧机柜侧片。焊接完机柜侧片的一面后再对机柜侧片的另一面进行焊接。这样的方案存在以下问题:(1)机柜侧片需要装夹两次进行焊接,导致机柜侧片焊接效率低;(2)采用压块压紧机柜侧片,使得机柜侧片会产生松动,导致焊接精度低。
技术实现要素:
4.针对现有技术的不足,本实用新型公开了一种机柜侧片焊接工装,以解决现有技术中机柜侧片需要装夹两次进行焊接导致机柜侧片焊接效率低和采用压块压紧机柜侧片使得机柜侧片会产生松动导致焊接精度低等问题。
5.本实用新型所采用的技术方案如下:
6.一种机柜侧片焊接工装;
7.包括第三压紧机构、框架、放置所述机柜侧片的台板、压紧侧片横梁的第一压紧机构、压紧侧片框体的第二压紧机构和限制所述机柜侧片移动的定位机构;所述台板旋转设置在所述框架上;所述台板上分别设置所述第一压紧机构、所述第二压紧机构、定位机构和所述第三压紧机构;所述第三压紧机构推动所述机柜侧片靠近所述定位机构。
8.进一步的技术方案为:所述框架包括支撑所述台板两端的架体和设置在所述架体上的轴承;所述台板沿所述轴承内旋转。
9.进一步的技术方案为:所述台板包括放置所述机柜侧片的旋转板、相对设置在所述旋转板两端的旋转轴、支撑所述旋转板的加强框架和开设在所述旋转板上的焊接孔;所述旋转轴嵌入所述轴承内;所述加强框架设置在所述旋转板上远离所述机柜侧片的一侧;所述焊接孔开设在所述旋转板上靠近所述机柜侧片焊接的位置。
10.进一步的技术方案为:所述第一压紧机构包括第一锁紧件和压紧所述侧片横梁的第一压块;所述第一锁紧件带动所述第一压块靠近所述侧片横梁;所述第一压块上并列开设有开口;所述第一锁紧件置于所述开口内;所述第一锁紧件螺纹连接在所述台板上所述侧片横梁的两侧。
11.进一步的技术方案为:所述第二压紧机构包括第二锁紧件和压紧所述侧片框体的第二压块;所述第二锁紧件带动所述第二压块靠近所述侧片框体;所述第二压块开设有压紧孔;所述第二锁紧件穿过所述压紧孔,所述第二锁紧件螺纹连接在所述台板上。
12.进一步的技术方案为:所述压紧孔为腰形孔;所述第二压块为l字形。
13.进一步的技术方案为:所述定位机构包括设置在所述台板上的定位板和固定所述定位板的支撑板;所述支撑板的一端连接所述台板,所述支撑板的另一端连接所述定位板。
14.进一步的技术方案为:所述第三压紧机构包括设置在所述台板上的连接件和顶住所述侧片框体的第三锁紧件;所述第三锁紧件螺纹连接在所述连接件上。
15.本实用新型的有益效果如下:本实用新型设计了一种机柜侧片焊接工装采用台板带动机柜侧片沿轴承翻转。机柜侧片焊接工装带来了如下效果:(1)通过台板旋转设置在框架上,使得一次装夹机柜侧片就可以焊接所有的焊接点提高了焊接效率;(2)通过加强框架加强了旋转板的结构强度,延长了台板的使用寿命;(3)通过第一锁紧件带动第一压块压紧侧片横梁,通过第一压紧机构可以完成对侧片横梁的固定,提高了侧片框体的焊接精度;(4)通过第二压紧机构完成对侧片框体的固定,通过第二压块的下端顶住旋转板,使得第二压块可以形成支撑;(5)当机柜侧片放置在旋转板上时支撑板限制机柜侧片的移动,通过定位机构可以防止机柜侧片出现位置偏移,提高了侧片框体的焊接精度;(6)定位机构顶住侧片框体,第三压紧机构完成对侧片框体的固定,提高了侧片框体的焊接精度。
附图说明
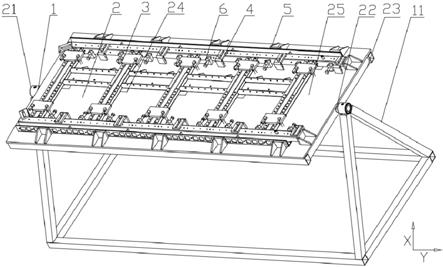
16.图1为本实用新型机柜侧片处于正面焊接状态的结构图。
17.图2为本实用新型机柜侧片处于反面焊接状态的结构图。
18.图3为本实用新型第一压紧机构的结构图。
19.图4为本实用新型第二压紧机构的结构图。
20.图5为本实用新型定位机构的结构图。
21.图6为本实用新型第三压紧机构的结构图。
22.图中:1、框架;11、架体;2、台板;21、轴承;22、旋转轴;23、加强框架;24、焊接孔;25、旋转板;3、第一压紧机构;31、第一压块;32、第一锁紧件;33、开口;4、第二压紧机构;41、第二压块;42、第二锁紧件;43、压紧孔;5、定位机构;51、定位板;52、支撑板;6、第三压紧机构;61、连接件;62、第三锁紧件。
具体实施方式
23.下面结合附图,说明本实施例的具体实施方式。
24.图1为本实用新型机柜侧片处于正面焊接状态的结构图。图2为本实用新型机柜侧片处于反面焊接状态的结构图。图3为本实用新型第一压紧机构的结构图。图4为本实用新型第二压紧机构的结构图。图5为本实用新型定位机构的结构图。图6为本实用新型第三压紧机构的结构图。结合图1、图2、图3、图4、图5和图6所示,本实用新型公开了一种机柜侧片焊接工装。图中x的方向为本实用新型机柜侧片处于正面焊接状态的结构图的上端,图中y的方向为本实用新型机柜侧片处于正面焊接状态的结构图的右端。
25.机柜侧片焊接工装包括第三压紧机构6、框架1、放置机柜侧片的台板2、压紧侧片横梁的第一压紧机构3、压紧侧片框体的第二压紧机构4和限制机柜侧片移动的定位机构5。台板2旋转设置在框架1上。台板2上分别设置第一压紧机构3、第二压紧机构4、定位机构5和第三压紧机构6。第三压紧机构6推动机柜侧片靠近定位机构5。
26.机柜侧片包括左右方向设置的两个侧片框体。侧片横梁前后方向并列设置在侧片框体之间。侧片横梁的两端分别连接侧片框体。
27.框架1包括支撑台板2两端的架体11和设置在架体11上的轴承21。台板2沿轴承21内旋转。
28.优选的,轴承21为两个。架体11为左右方向设置。轴承21分别设置在架体11上端的左右两侧。
29.台板2包括放置机柜侧片的旋转板25、相对设置在旋转板25两端的旋转轴22、支撑旋转板25的加强框架23和开设在旋转板25上的焊接孔24。旋转轴22嵌入轴承21内。加强框架23设置在旋转板25上远离机柜侧片的一侧。焊接孔24开设在旋转板25上靠近机柜侧片焊接的位置。
30.优选的,旋转板25为方形。旋转板25左右方向旋转设置在框架1的上端。旋转轴22为左右方向设置。旋转轴22分别设置在旋转板25的左右两端。旋转轴22的一端连接旋转板25,旋转轴22的另一端嵌入轴承21的内圈。
31.优选的,焊接孔24为多个。加强框架23左右方向设置在旋转板25的下端。加强框架23的上端连接旋转板25的下表面。焊接孔24开设在旋转板25的下表面。
32.机柜侧片放置在旋转板25的上表面。当机柜侧片的上端完成焊接后,通过转动台板2,使得机柜侧片翻转向下,通过焊接孔24可以方便的焊接机柜侧片。通过台板2旋转设置在框架1上,使得一次装夹机柜侧片就可以焊接所有的焊接点,提高了焊接效率。通过加强框架23加强了旋转板25的结构强度,延长了台板2的使用寿命。
33.第一压紧机构3包括第一锁紧件32和压紧侧片横梁的第一压块31。第一锁紧件32带动第一压块31靠近侧片横梁。第一压块31上并列开设有开口33。第一锁紧件32置于开口33内。第一锁紧件32螺纹连接在台板2上侧片横梁的两侧。
34.优选的,第一锁紧件32为螺钉。优选的,第一压块31为方形。优选的,第一压紧机构3为多个。第一压紧机构3分别设置在侧片横梁上端的前后两侧。开口33分别开设在第一压块31后表面的左右两端。第一压块31的下表面下压侧片横梁的上端。第一锁紧件32穿过开口33,第一锁紧件32螺纹旋入旋转板25内。
35.通过拧紧第一锁紧件32,第一锁紧件32带动第一压块31向下移动,第一压块31压紧侧片横梁。通过第一压紧机构3可以完成对侧片横梁的固定,提高了侧片框体的焊接精度。
36.第二压紧机构4包括第二锁紧件42和压紧侧片框体的第二压块41。第二锁紧件42带动第二压块41靠近侧片框体。第二压块41开设有压紧孔43。第二锁紧件42穿过压紧孔43,第二锁紧件42螺纹连接在台板2上。
37.优选的,压紧孔43为腰形孔。优选的,第二压块41为l字形。优选的,第二锁紧件42为螺钉。优选的,第二压紧机构4为多个。第二压紧机构4并列设置在旋转板25上。压紧孔43前后方向开设在第二压块41的上表面。第二压块41下压侧片框体的上端。第二锁紧件42穿过压紧孔43,第二锁紧件42螺纹旋入旋转板25内。
38.通过拧紧第二锁紧件42,第二锁紧件42带动第二压块41的上端向下移动,第二压块41压紧侧片框体。通过第二压紧机构4完成对侧片框体的固定。通过l字形的第二压块41,第二压块41在压紧侧片框体时,第二压块41的下端顶住旋转板25,使得第二压块41可以形
成支撑。
39.定位机构5包括设置在台板2上的定位板51和固定定位板51的支撑板52。支撑板52的一端连接台板2,支撑板52的另一端连接定位板51。
40.优选的,定位板51为方形。优选的,支撑板52为三角形。定位机构5围绕机柜侧片设置在旋转板25上。定位板51上下方向设置在旋转板25的上表面。当机柜侧片放置在旋转板25上时,支撑板52限制机柜侧片的移动,通过定位机构5可以防止机柜侧片出现位置偏移,提高了侧片框体的焊接精度。
41.第三压紧机构6包括设置在台板2上的连接件61和顶住侧片框体的第三锁紧件62。第三锁紧件62螺纹连接在连接件61上。
42.优选的,第三锁紧件62为螺钉。优选的,第三压紧机构6为多个。第三压紧机构6并列设置在旋转板25上。连接件61并列设置在旋转板25的上表面。连接件61上开设有螺纹孔,第三锁紧件62螺纹旋入螺纹孔内。
43.通过拧动第三锁紧件62,第三锁紧件62沿连接件61移动。第三锁紧件62顶住侧片框体,第三锁紧件62推动侧片框体靠近定位机构5。定位机构5顶住侧片框体,第三压紧机构6完成对侧片框体的固定,提高了侧片框体的焊接精度。
44.将机柜侧片焊接工装放置在台板2上,机柜侧片处于正面焊接状态,方便对机柜侧片的一侧进行焊接。将台板2翻转,台板2和机柜侧片沿轴承21旋转,机柜侧片处于反面焊接状态,通过焊接孔24方便对机柜侧片的另一侧进行焊接。
45.本实施例中,所描述的第一锁紧件32为螺钉,但不限定于此,可以是能够发挥其功能的范围内的其他锁紧件。
46.本实施例中,所描述的压紧孔43为腰形孔,但不限定于此,可以是能够发挥其功能的范围内的其他压紧孔。
47.本实施例中,所描述的第二锁紧件42为螺钉,但不限定于此,可以是能够发挥其功能的范围内的其他锁紧件。
48.本实施例中,所描述的第三锁紧件62为螺钉,但不限定于此,可以是能够发挥其功能的范围内的其他锁紧件。
49.此外,本说明书中,使用了“方形”、“l字形”和“三角形”等词语,它们并不是精确的“方形”、“l字形”和“三角形”,可以是能够发挥其功能的范围内的“大致方形”、“大致l字形”和“大致三角形”的状态。
50.此外,本说明书中,使用了“两个”和“多个”等数量,但不限定于此,可以是能够发挥其功能的范围内的其他数量。
51.在本实用新型实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
52.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在不违背本实用新型的基本结构的情况下,本实用新型可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1