一种用于激光打标机的自动对焦装置的制作方法
1.本实用新型是一种用于激光打标机的自动对焦装置,属于激光打标机的结构技术领域。
背景技术:
2.随着当前生产线智能化程度的提升,自动化设备的普及是发展趋势。当前市场上的激光打标机的激光器高度调节大多是由人工手动调节来完成的,效率较低,具备自动调节功能的打标机价格较为昂贵。市场需要一款成本较低,自动化程度较高,与产线其它设备通讯互联性较好的激光打标机。
3.目前市场上具备自动调节功能的打标机,调节原理大多基于激光测距,每次打标前需固定好打标件,然后才能进行测距、调焦工作,存在一定的延时。而该对焦方式,可以在工件安装之前,获取工件的高度信息,自动调焦,大大提高打标效率。
技术实现要素:
4.本实用新型正是针对上述现有技术中存在的不足而设计提供了一种用于激光打标机的自动对焦装置,其目的是能够根据不同产品自动从数据库读取产品高度或者手动输入产品高度驱动的激光打标机自动对焦,排除了人为手动调节焦距的误差,从而大大提高对不同高度产品的打标质量及效率。
5.本实用新型的目的是通过以下技术方案来实现的:
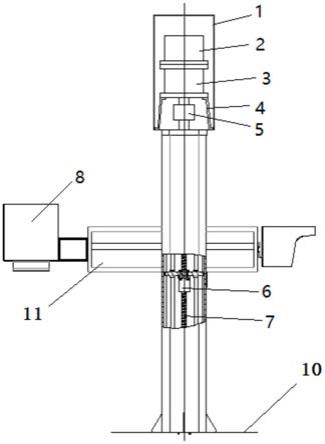
6.该种用于激光打标机的自动对焦装置,其特征在于:该装置包括一个步进电机2和arm单片机,arm单片机控制的步进电机2的转动,步进电机2与减速器3固连后竖直放置并由支架4支撑设置在打标机横梁11的顶部,减速器3 的下方连接一个联轴器5,步进电机2、减速器3、支架4和联轴器5的外部设置有一个控制箱外壳1,联轴器5的下方连接丝杆7,丝杆7上套装一个丝杠轴螺母6,丝杠轴螺母6与打标机横梁11固定连接,步进电机2带动丝杆7旋转一定角度时能够通过丝杠轴螺母6带动打标机横梁11上升或下降一定行程,以达到自动控制的目的。
7.进一步,打标机横梁11是通过打标机基座10固定在地面上。
8.进一步,在控制箱外壳1的侧面上安装有触控液晶屏9。
9.进一步,arm单片机通过gpio接口连接的触控液晶屏9。
10.进一步,触控液晶屏9的液晶屏嵌出于控制箱外壳1上的方孔以方便本地操作。
11.进一步,arm单片机通过usb数据线与上位机电脑进行usb接口通讯。
12.所述上位机通过以太网与数据库连接,该激光打标机的自动对焦装置通过工业以太网接收主机发送的数据库中的工件代号及对应的目标高度信号,当主机向上位机发送数据时,上位机通过usb接口通讯将接收到的目标高度传送至单片机,单片机通过预编程序自动计算出当前位置高度和所接收的目标位置之间的差值,将该差值转化成驱动步进电机的脉冲数,通过电机驱动器,控制步进电机旋转的转向和步数转角,步进电机带动丝杆轴旋转
相应的角度,进而带动横梁激光器上升和下降一定的行程,从而达到自动控制的目的。
13.激光打标机上位机控制界面除增加了数据库通讯功能虚拟按钮外,上位机控制界面中其它虚拟功能键,数据输入文本框等,均与液晶屏控制界面保持一致,二者实现数据同步刷新,等效控制。
14.所述激光打标机自动对焦装置通过读取数据库数据或者通过所述液晶屏输入数据,所述arm计算出需调节的距离,自动调整激光打标头高度以实现激光对焦。
附图说明
15.图1是本实用新型装置的高度控制逻辑框图;
16.图2是本实用新型装置包括的各功能模块架构图;
17.图3是本实用新型装置的结构示意图;
18.图4为图3的右视图。
具体实施方式
19.以下将结合附图和实施例对本实用新型装置作进一步地详述:
20.参见附图3~4所示,在结构上,该种用于激光打标机的自动对焦装置包括一个步进电机2和arm单片机,arm单片机控制的步进电机2的转动,步进电机2与减速器3固连后竖直放置并由支架4支撑设置在打标机横梁11的顶部,减速器3的下方连接一个联轴器5,步进电机2、减速器3、支架4和联轴器5 的外部设置有一个控制箱外壳1,联轴器5的下方连接丝杆7,丝杆7上套装一个丝杠轴螺母6,丝杠轴螺母6与打标机横梁11固定连接,步进电机2带动丝杆7旋转一定角度时能够通过丝杠轴螺母6带动打标机横梁11上升或下降一定行程,以达到自动控制的目的。
21.本实施中,打标机横梁11是通过打标机基座10固定在地面上。
22.本实施中,在控制箱外壳1的侧面上安装有触控液晶屏9。
23.本实施中,arm单片机通过gpio接口连接的触控液晶屏9。进一步,触控液晶屏9的液晶屏嵌出于控制箱外壳1上的方孔以方便本地操作。进一步,arm 单片机通过usb数据线与上位机电脑进行usb接口通讯。
24.参见附图1~2所示,该种用于激光打标机的自动对焦装置的工作机理是:电脑端作为上位机通过工业以太网接收主机发送的数据库中的工件代号及对应的目标高度信号,当主机向上位机发送数据时,上位机通过usb接口通讯将接收到的目标高度传送至单片机,单片机通过预编程序自动计算出当前位置高度和所接收的目标位置之间的差值,将该差值转化成驱动步进电机的脉冲数,通过电机驱动器,控制步进电机旋转的转向和步数(转角),步进电机带动丝杆轴旋转相应的角度,进而带动横梁(激光器)上升和下降一定的行程,从而达到自动控制的目的。
25.激光器到达目标位置后,上位机向数据库反写运动完成状态指令。
26.激光喷码机自动调节系统设置了激光器高度微调功能,用以抵消累积高度误差,上位机控制界面设置“上升”和“下降”两个虚拟按钮,可以通过上位机界面或触控液晶屏虚拟按键来调节该系统在长期运行后产生的累计高度误差。通过鼠标点击“上升”按钮可使激光器上升1毫米的行程(“下降”按钮亦然),从而抵消误差。(触控液晶屏设置了“u”和“d”两
个与上位机控制界面中“上升”和“下降”虚拟按钮等效的虚拟按键)。
27.通过编程设计了系统断电时自动储存当前位置高度值功能,该高度值作为下一次上电时的激光器基准高度,由下一次上电时读取。防止意外断电造成当前位置数据丢失。
28.控制系统设置激光器当前位置数据归零功能,方便人工对硬件位置重新校对。
29.设置电机急停虚拟按键,及中断后继续运转虚拟按键。
30.相对于触控液晶屏控制界面,上位机控制界面除增加了数据库通讯功能虚拟按钮外,上位机控制界面中其它虚拟功能键,数据输入文本框等,均与液晶屏控制界面保持一致,二者实现数据同步刷新,等效控制。
31.远程控制:工作人员通过主机修改数据库工件表中工件代号,激光喷码机系统电脑端作为上位机通过无线以太网进行数据库读表,上位机读到主机发送的工件代号及对应的目标高度信号后,将信号数据通过串口传送到单片机,经由单片机控制激光器的升降行程,实现工作人员通过主机远程控制激光器的位置高度控制。
32.本地操作:当数据库和上位机之间没有数据传送时。可通过上位机控制界面进行本地操作,在该界面的目标高度文本框内键入目标高度值,用鼠标点击“确定”按键,可实现由上位机电脑控制激光器升降行程。也可通过与单片机 gpio接口连接的触控液晶屏控制界面进行本地操作,在该液晶屏目标高度文本框内输入目标高度,按下启动虚拟按键“a”,可实现由单片机直接控制激光器升降行程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1