基于振镜与AB偏摆轴位置坐标的异形切割系统的制作方法
基于振镜与ab偏摆轴位置坐标的异形切割系统
技术领域
[0001]
本实用新型涉及一种基于振镜与ab偏摆轴位置坐标的异形切割系统。
背景技术:
[0002]
目前,激光微加工领域各种加工控制系统繁多,在加工非平面材料时无法有效的进行精准激光打点及异形切割。
[0003]
当前振镜异形切割的主要方法有振镜加工和直线电机构成的平台加工,使用振镜加工大面积异形尺寸材料时因加工产品平面度以及异形产品的产品构造的影响无法进行有效的加工,如加工轴承内圈或外圈时无法有效的控制加工焦点及加工范围,这样只能采用人工调整的方式来多次加工,如此就造成加工方式的效率慢,加工时间长,会延长产品的生产周期,从而间接增加产品制造成本。
技术实现要素:
[0004]
本实用新型的目的是克服现有技术存在的不足,提供一种基于振镜与ab偏摆轴位置坐标的异形切割系统。
[0005]
本实用新型的目的通过以下技术方案来实现:
[0006]
基于振镜与ab偏摆轴位置坐标的异形切割系统,特点是:包含上位机和acs运动控制器,上位机分别与acs运动控制器、振镜运动控制卡以及激光控制器相连,振镜运动控制卡与振镜运动单元和激光控制器相连;
[0007]
acs运动控制器与x-y轴加工平台的x轴运动单元和y轴运动单元连接,x轴运动单元上安装有x轴光栅尺读数头,y轴运动单元上安装有y轴光栅尺读数头,x轴光栅尺读数头和y轴光栅尺读数头与acs运动控制器相连;
[0008]
acs运动控制器与a轴驱动器和b轴驱动器连接,a轴驱动器与a轴运动单元驱动连接,b轴驱动器与b轴运动单元驱动连接,a轴运动单元的法兰垂直安装于x轴运动单元之上,可前后摆动,b轴运动单元的法兰与a轴运动单元的法兰呈垂直安装;a轴运动单元和b轴运动单元与acs运动控制器信号连接;
[0009]
acs运动控制器与z轴驱动器连接,z轴驱动器与z轴步进电机驱动连接,其上安装有雷尼绍读数头,雷尼绍读数头与acs运动控制器相连。
[0010]
进一步地,上述的基于振镜与ab偏摆轴位置坐标的异形切割系统,其中,上位机通过ethercat总线与acs运动控制器相连。
[0011]
进一步地,上述的基于振镜与ab偏摆轴位置坐标的异形切割系统,其中,振镜运动控制卡安装于上位机内pci卡槽中,通过pci总线标准协议与上位机进行数据交互传输。
[0012]
进一步地,上述的基于振镜与ab偏摆轴位置坐标的异形切割系统,其中,振镜运动控制卡通过sl2-100数据传输协议与振镜运动单元通讯。
[0013]
进一步地,上述的基于振镜与ab偏摆轴位置坐标的异形切割系统,其中,上位机通过tcp/ip协议与激光控制器通讯。
[0014]
进一步地,上述的基于振镜与ab偏摆轴位置坐标的异形切割系统,其中,acs运动控制器为spiiplusec运动控制器,振镜运动控制卡是型号为tms320dm642aznz的数字信号处理控制器,激光控制器为marble un-15激光控制器。
[0015]
进一步地,上述的基于振镜与ab偏摆轴位置坐标的异形切割系统,其中,x轴运动单元和y轴运动单元为ul9n直线电机,振镜运动单元为步进电机,x轴光栅尺读数头和y轴光栅尺读数头为型号ti0200a25a雷尼绍读数头,a轴驱动器和b轴驱动器具有stm32微控制器,a轴运动单元和b轴运动单元具有光电编码器。
[0016]
本实用新型与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
[0017]
①
本实用新型通过a、b轴偏摆实现与振镜激光切割进行异形工件加工,采用a、b偏摆轴进行加工时可以完成非平面异形加工,如圆柱体加工样品,可以加工样品的表面,也可以加工内壁,通过a、b轴的精确定位,可以更高精度的完成加工;
[0018]
②
在加工非平面异形样品时,可以通过x、y以及a、b轴的移动来精确控制加工区域的位置,减小加工区域的定位误差,同时可以移动z轴来解决加工面的高度变化的问题;
[0019]
③
可以通过激光快速加工圆柱体等加工件的内部表面,相较现有加工方式,可以快速定位加工区域,在一定的加工区域内可以加工更多区域而不用进行二次拆装。
[0020]
本实用新型的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型具体实施方式了解。本实用新型的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
附图说明
[0021]
为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0022]
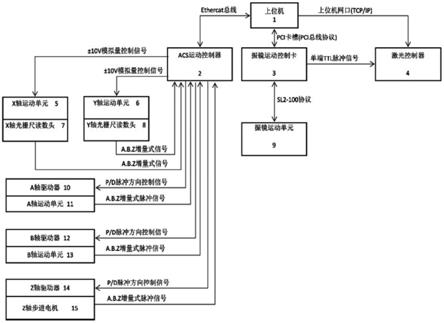
图1:本实用新型的系统框图。
具体实施方式
[0023]
下面将结合本实用新型实施例中附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0024]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本实用新型的描述中,方位术语和次序术语等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0025]
如图1所示,基于振镜与ab偏摆轴位置坐标的异形切割系统,包含上位机1和acs运
动控制器2,上位机1通过ethercat总线与acs运动控制器2相连,振镜运动控制卡3安装于上位机1内pci卡槽中,通过pci总线标准协议与上位机1进行数据交互传输,上位机1通过tcp/ip协议与激光控制器4通讯,振镜运动控制卡3通过sl2-100数据传输协议与振镜运动单元9通讯;振镜运动控制卡3与激光控制器4相连;
[0026]
acs运动控制器2与x-y轴加工平台的x轴运动单元5和y轴运动单元6连接,x轴运动单元5上安装有x轴光栅尺读数头7,y轴运动单元6上安装有y轴光栅尺读数头8,x轴光栅尺读数头7和y轴光栅尺读数头8与acs运动控制器2相连;
[0027]
acs运动控制器2与a轴驱动器10和b轴驱动器12连接,a轴驱动器10与a轴运动单元11驱动连接,b轴驱动器12与b轴运动单元13驱动连接,a轴运动单元11的法兰垂直安装于x轴运动单元5之上,可前后摆动,b轴运动单元13的法兰与a轴运动单元11的法兰呈垂直安装;a轴运动单元11和b轴运动单元13与acs运动控制器2信号连接;
[0028]
acs运动控制器2与z轴驱动器14连接,z轴驱动器14与z轴步进电机15驱动连接,其上安装有型号ti0200a25a雷尼绍读数头,雷尼绍读数头与acs运动控制器2相连。
[0029]
其中,acs运动控制器2为spiiplusec运动控制器,振镜运动控制卡3是型号为tms320dm642aznz的数字信号处理控制器,激光控制器4为marble un-15激光控制器。
[0030]
x轴运动单元5和y轴运动单元6为ul9n直线电机,振镜运动单元9为步进电机,x轴光栅尺读数头7和y轴光栅尺读数头8为型号ti0200a25a雷尼绍读数头,a轴驱动器10和b轴驱动器12具有stm32微控制器,a轴运动单元11和b轴运动单元13具有光电编码器。
[0031]
上位机1通过ethercat总线与acs运动控制器2相连,上位机1与振镜运动控制卡3基于pc的pci卡槽采用pci总线协议进行通讯,通过振镜运动控制卡3的db15中pin2与pin10引脚发出5v的高电平信号至激光控制器4的gate接口,进行加工时的开关光控制;上位机1与激光控制器4通过tcp/ip协议进行网络通讯,对激光器参数进行设置;acs运动控制器2与x-y轴加工平台通过acs一体式内置驱动器直接控制,控制方式为
±
10v的模拟量控制,x、y轴直线电机通过安装于动子上的光栅尺读数头(ti0200a25a)向acs运动控制器2发送a、b、z相脉冲信号实时反馈x、y轴当前的精确坐标位置,形成一完整的闭合回路,实时精确反馈位置坐标,减小定位误差。
[0032]
acs运动控制器2与a轴驱动器10通过p/d脉冲+方向的控制方式进行轴的精确定位,a轴运动单元11通过内置的光电编码器反馈当前的位置坐标,通过a、b、z相的脉冲反馈方式发送至a轴运动单元11,经过a轴的stm32芯片处理后发送相应的a、b、z相脉冲反馈至acs运动控制器2,形成完整的闭合回路,实时精确反馈位置坐标,减小定位误差;b轴与a轴相同,采用相同的控制模式。acs运动控制器2与z轴驱动器14采用p/d脉冲+方向的控制方式,与ab轴不同的是,z轴反馈由读数头的光栅尺细分盒直接反馈至acs运动控制器2,acs运动控制器2通过发出的pluse脉冲数及运动方向和读数头的反馈数据实时控制z轴的定位精度。
[0033]
具体应用时,上位机1通过acs运动控制器2控制ab偏摆轴旋转至加工初始角度;
[0034]
acs运动控制器2控制z轴达到加工焦点的高度,上位机1设置振镜加工参数;
[0035]
上位机1通过控制振镜运动控制卡3发出laser on+5v控制信号,通过bnc接头到达激光器gate控制接口,控制激光器出光;
[0036]
根据加工样品的加工要求设定ab轴的运动位置,将加工样品固定于b轴的治具上,
治具固定于b轴法兰面,a轴控制加工件前后的偏摆角度,b轴基于a轴的偏摆位置旋转使加工焦点可完整加工样品的内部;
[0037]
加工样品固定于b轴法兰的治具至上,当a轴发生偏摆角度时样品内部的同一平面高度产生一高度差;在加工开始时利用影像测量出样品内部的高度差,得出z轴加工步进高度,加工开始后b轴旋转,当一个区域加工完成后z轴步进电机修改加工焦点高度,平台移动ab轴改变加工区域,实现加工异形非平面加工样品的要求。
[0038]
acs运动控制器2通过p/d脉冲和方向的控制方式发送脉冲,脉冲指令到达a轴驱动器10,a轴驱动器10通过cn4接口接收信号,控制a轴运动单元11运动至控制器指定的位置;a轴运动单元11通过安装其上的光电编码器,由其光电发射器及接收器获取四组正弦波信号a、b、c、d,每个正弦波相差90度,将c、d信号反相叠加于a、b两相之上,每转输出一个z相的脉冲信号用以代表零位参考位,反馈至a轴驱动器;a轴驱动器根据光电编码器反馈的位置信号,再经过输出端口cn4将a、b、z相信号反馈至acs运动控制器2,控制a轴的定位位置。
[0039]
acs运动控制器2通过p/d脉冲和方向的控制方式发送脉冲,脉冲指令到达b轴驱动器12,b轴驱动器12通过cn4接口接收信号,控制b轴运动单元13运动至控制器指定的位置;b轴运动单元13通过安装其上的光电编码器,由其光电发射器及接收器获取四组正弦波信号a、b、c、d,每个正弦波相差90度,将c、d信号反相叠加于a、b两相之上,每转输出一个z相的脉冲信号用以代表零位参考位,反馈至b轴驱动器12;b轴驱动器12根据光电编码器反馈的位置信号,再经过输出端口cn4将a、b、z相信号反馈至acs运动控制器2,控制b轴的定位位置。
[0040]
综上所述,本实用新型通过a、b轴偏摆实现与振镜激光切割进行异形工件加工,采用a、b偏摆轴进行加工时可以完成非平面异形加工,如圆柱体加工样品,可以加工样品的表面,也可以加工内壁,通过a、b轴的精确定位,可以更高精度的完成加工;
[0041]
在加工非平面异形样品时,可以通过x、y以及a、b轴的移动来精确控制加工区域的位置,减小加工区域的定位误差,同时可以移动z轴来解决加工面的高度变化的问题;
[0042]
可以通过激光快速加工圆柱体等加工件的内部表面,相较现有加工方式,可以快速定位加工区域,在一定的加工区域内可以加工更多区域而不用进行二次拆装。
[0043]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0044]
上述仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求所述的保护范围为准。
[0045]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1