一种多工位加工异形管接头的工装的制作方法
1.本实用新型涉及活塞加工工装领域,尤其涉及一种多工位加工异形管接头的工装。
背景技术:
2.如图1至图3所示,传统的进气岐管加工工艺为:工序一,加工a平面并钻3个通孔;工序二:锪b处3个小平面;工序三:加工c处平面及通孔倒角,加工d平面及其上的螺纹孔,加工上述a,b,c,d处平面及其上的孔与螺纹,应分别在三个工装,需要3次装夹加工完成。工序复杂交替,多次装夹累计误差增加,很难保证产品的形位及精度要求,且人力设备成本要求多,物料的多次堆放转运,也占用较大生产场地,生产效率较低下。
技术实现要素:
3.为了解决现有技术中的不足,本实用新型的目的在于提供一种单次装夹加工精度高、减少装夹次数,规避转运物料差错,人工设备成本低、生产效率高的多工位加工异形管接头的工装。
4.为实现上述目的,本实用新型采用以下技术方案:
5.一种多工位加工异形管接头的工装,包括分度盘动力头、从动尾座和桥接板,桥接板的两端分别固定在分度盘动力头和从动尾座上,桥接板跟随分度盘动力头旋转,所述桥接板上设有相对设置的动v型块和定v型块,所述动v型块滑动连接于桥接板上并由滑移驱动机构带动滑动,异形管接头装夹时,异形管接头的尾部端面紧贴在桥接板上,且异形管接头的尾部外侧圆周处夹紧于动v型块和定v型块之间;所述工装还包括压紧于异形管接头上部的压紧机构。
6.进一步的,所述压紧机构包括压紧油缸和由压紧油缸驱动的压头。
7.进一步的,所述分度盘动力头为高精度液压分度盘。
8.进一步的,所述滑移驱动机构为横移油缸。
9.本实用新型采用以上技术方案,具有以下有益技术效果:
10.1.将安装了工装的桥接板再安装至由分度盘动力头和从动尾座组成的旋转结构上,启动分度盘动力头,就可带动安装在工装上的被加工件做360
°
精确旋转定位。只需通过一次装夹就可以实现异形管接头多道工序的顺序加工,大大提高了工作效率。
11.2、通过减少工件装夹次数,可避免多次装夹引起的积累误差及人工装夹引起的失误(错装,漏工序等),大大提高了加工精度和产品合格率。此外通过减少机台,操作人员,节约了劳动力成本,设备成本和占地成本。
附图说明
12.以下结合附图和具体实施方式对本实用新型做进一步详细说明;
13.图1为异形管接头的示意图;
14.图2为图1中m向视图;
15.图3为图1中n向视图;
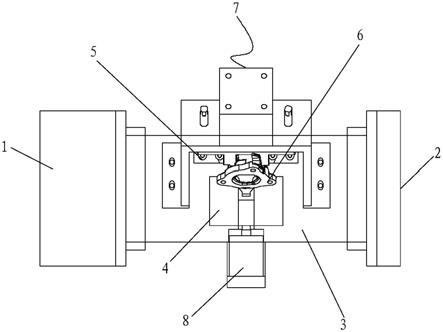
16.图4为本实用新型的俯视图;
17.图5为本实用新型的主视图。
具体实施方式
18.如图4和5所示,本实用新型一种多工位加工异形管接头的工装,包括分度盘动力头1、从动尾座2和桥接板3,桥接板3的两端分别固定在分度盘动力头1和从动尾座2上,桥接板3跟随分度盘动力头1旋转,所述桥接板3上设有相对设置的动v型块4和定v型块5,所述动v型块4滑动连接于桥接板3上并由滑移驱动机构8带动滑动,桥接板3上的v型夹紧机构,按异形管接头6的技术要求(见图1)夹紧定位基准e,f圆周处,过程为将异形管接头6尾部夹紧处的端面贴紧桥接板3,手动将异形管接头6靠紧定v型定位块5,旋转异形管接头6尾部靠紧定v型定位块5上的止转限位点,然后再推动动v型定位块5压紧于异形管接头6,实现异形管接头6准确稳定的定位。
19.所述工装还包括用于压紧于异形管接头6上部的压紧机构7,用于将已定位好的异形管接头6通过压紧油缸71和由压紧油缸71驱动的压头72压紧在桥接板3上。
20.所述分度盘动力头1为液压分度盘,具有旋转定位精度高的特点。
21.所述滑移驱动机构8为横移油缸。
22.本实用型的思路是,由于产品加工时为毛坯,无精确定位处,因此采用v型定位机构夹紧,自动找正的原理对异形管接头6进行定位,并通过压紧油缸压紧,在高精度的分度盘动力头1和从动尾座2的配合下,可带动异形管接头6实现360度内精确旋转定位,采用数控机床加工,切换刀具。这样就可以实现顺序完成加工a,b,c,d处平面及其上的孔与螺纹(如图1所示)。
23.上面结合附图对本实用新型的实施加以描述,但是本实用新型不局限于上述的具体实施方式,上述的具体实施方式是示意性而不是加以局限本实用新型,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1