一种用于调整钢管桩法兰水平度的拼接胎架工装的制作方法
1.本实用新型涉及工件支撑技术领域,特别是用于大直径钢管桩法兰平整焊接的拼接胎架工装。
背景技术:
2.在大直径钢管桩法兰与筒体的焊接过程中,根据设计要求,一般法兰和筒体的焊接质量要求:基础顶法兰不允许外翻,内倾度要求控制在0~2mm;基础顶法兰与钢管桩的环焊缝径向偏移量应小于0.1t,且最大不超过4mm,钢管桩与桩顶法兰平面的垂直度小于0.05%;焊后法兰椭圆度允许偏差0~4mm;焊后法兰平整度允许偏差0~2mm。
3.针对上述严格要求,目前各个加工制造厂采用的法兰平整焊接工装,在平整地面放置环形的工装,形成半封闭空间进行焊接。
4.从环保角度讲,不利于焊接区域烟尘收集排放,对焊接人员的身体健康会造成损害,对环境造成污染。
5.从现场施工和技术角度而言,必须在一块完全平整的地面上将环形工装放置好,目前海上风电单桩基础的法兰直径在5.5m~7.5m之间,环形的法兰工装必须按照法兰尺寸进行定制,由于环形工装尺寸较大,制作成本高,运输不便,不能灵活调整局部的高度,这种整体工装会给现场实际焊接精度控制带来不便。
6.从安全角度考虑,如遇危急情况或环形工装内作业人员发生触电、中暑、物体打击等其他伤害时,受限空间作业人员难以最快速度撤出进行救治。
技术实现要素:
7.为了克服现有技术的不足,提供一种能够平稳支撑钢管桩法兰,自动升降调整工装局部高度。
8.本实用新型的目的通过以下技术方案来实现:一种用于调整钢管桩法兰水平度的拼接胎架工装,包括压盘、液压油缸和调节托板,在所述压盘上设有液压油缸,在所述液压油缸的上端连接有调节托板,在所述液压油缸的侧面安装有平衡阀块,在所述平衡阀块的下端通过第一双向球阀连接有下液压油管,在所述平衡阀块的上端通过第二双向球阀连接有上液压油管,所述下液压油管通过进油阀与液压油缸的活塞杆相连,所述上液压油管通过出油阀与液压油缸的回油管的一端相连接,所述回油管的另一端与液压油缸活塞杆的上端相连。
9.本实用新型的进一步改进在于:所述压盘与液压油缸通过螺纹胶锁紧。
10.本实用新型的进一步改进在于:所述第一双向球阀与平衡阀块之间、所述第二双向球阀与平衡阀块之间均设有密封防尘装置。
11.本实用新型的进一步改进在于:所述密封防尘装置为双唇密封防尘圈。
12.本实用新型的进一步改进在于:在所述调节托板的侧面通过调节螺栓安装有l形防侧移卡座。
13.与现有技术相比,本实用新型具有以下优点:
14.本装置将法兰工装支撑起,方便人员和小型设备的进出,改变了原本的半封闭受限作业空间,有利于施工区域范围内通风和焊接烟尘的收集,方便施工区域作业人员的紧急撤离避险;快速精确的调整了法兰的水平度,提高了法兰平整焊接的精度,释放了车间行吊的起重压力,更大程度确保生产。
15.附图说明:
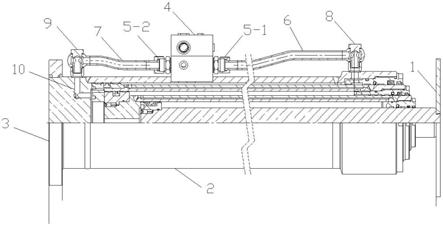
16.图1为本实用新型的结构示意图;
17.附图标记:1
‑
压盘、2
‑
液压油缸、3
‑
调节托板、4
‑
平衡阀块、5
‑1‑
第一双向球阀、5
‑2‑
第二双向球阀、6
‑
下液压油管、7
‑
上液压油管、8
‑
进油阀、9
‑
出油阀、10
‑
回油管。
18.具体实施方式:
19.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
20.如图1示出了一种用于调整钢管桩法兰水平度的拼接胎架工装的具体实施方式:包括压盘1、液压油缸2和调节托板3,在所述压盘1上设有液压油缸2,在所述液压油缸2的上端连接有调节托板3,在所述液压油缸2的侧面安装有平衡阀块4,在所述平衡阀块4的下端通过第一双向球阀5
‑
1连接有下液压油管6,在所述平衡阀块4的上端通过第二双向球阀5
‑
2连接有上液压油管7,所述下液压油管6通过进油阀8与液压油缸2的活塞杆相连,所述上液压油管7通过出油阀9与液压油缸2的回油管10的一端相连接,所述回油管10的另一端与液压油缸2活塞杆的上端相连;所述压盘1与液压油缸2通过螺纹胶锁紧;所述第一双向球阀5
‑
1与平衡阀块4之间、所述第二双向球阀5
‑
2与平衡阀块4之间均设有密封防尘装置;所述密封防尘装置为双唇密封防尘圈;在所述调节托板3的侧面通过调节螺栓安装有l形防侧移卡座,根据法兰的大小进行调节,防止法兰在调节过程中发生侧滑现象。
21.钢管桩法兰重量约在5.5~10t,按照目前7.5m直径大直径法兰重量进行设计,设计的单个工装承重能力在50t以上,调节托板和压盘以及加强结构均采用厚度为20mm,材质为q355c的钢板根据结构图焊接完成,总高度650mm,既方便人员进出,又方便气保焊接送丝装置布置,内环板、肘板转运,减少了大行吊来回转运的时间。l形防侧移卡座,每个工装设置一个,总计6个,l形防侧移卡座直径为19mm圆钢,一端带螺纹直径为20mm。
22.根据法兰直径的不同,以法兰正六边形进行定位(定位好后用100mm*10mm钢板连接固定。增强整体稳定性。根据法兰直径的不同,以法兰正六边形进行定位),定位好后用100mm*10mm钢板连接固定,增强整体稳定性。法兰水平放置在拼接工装后,使用带升降功能的工装调整局部的高度。通过本装置进行高度调整,采用1mm、5mm垫圈垫高,垫圈为弧形,尺寸和法兰工装上表面相同。
23.工作原理及过程
24.根据实际生产安排,确定好法兰拼装焊接区域后,按照生产布置,确定法兰拼装焊接中心点,施工人员根据上图布置6个工装,6个工装夹角60
°
,中心距离工装中心点的距离即为法兰半径,完成部署后,行车运输法兰至拼装工装,使用激光测平仪测量法兰水平度,高度不一致的地方使用本调整工装进行高度调整,这个过程不需要行吊进行配合,一方面由于行吊有繁重的其他起重工作安排,另外一方面行吊起钩速度快、行程大难以快速精准调整法兰放置的平整度。每次使用两个此可调节高度工装进行高度微调,直至完成法兰平
整度满足要求,法兰放置好后,使用宽100mm、厚10mm钢板对工装进行连接固定,然后紧固螺栓使法兰固定,首段筒节翻身好后,行吊吊运首段和法兰进行对接,确保错边小于2mm以内,焊接固定。
25.本装置将法兰工装支撑起,方便人员和小型设备的进出,改变了原本的半封闭受限作业空间,有利于施工区域范围内通风和焊接烟尘的收集,方便施工区域作业人员的紧急撤离避险;快速精确的调整了法兰的水平度,提高了法兰平整焊接的精度,释放了车间行吊的起重压力,更大程度确保生产。
26.申请人又一声明,本实用新型通过上述实施例来说明本实用新型的实现方法及装置结构,但本实用新型并不局限于上述实施方式,即不意味着本实用新型必须依赖上述方法及结构才能实施。所属技术领域的技术人员应该明了,对本实用新型的任何改进,对本实用新型所选用实现方法等效替换及步骤的添加、具体方式的选择等,均落在本实用新型的保护范围和公开的范围之内。
27.本实用新型并不限于上述实施方式,凡采用和本实用新型相似结构及其方法来实现本实用新型目的的所有方式,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1