一种多工位切削刀具的制作方法
1.本实用新型属于机械制造工艺技术领域,尤其涉及一种多工位切削刀具。
背景技术:
2.目前,切削加工仍然是最为主要的机械零部件制造加工方法,在切削加工过程中,对不同的工件进行切削加工需要使用不同的切削刀具,随着机械制造技术的不断发展,机械零部件的形状、结构也越来越多样化,这种情况下对一个机械零部件进行加工则往往需要采用多把切削刀具,而在现有机床的刀架上,通常设置有多个刀位,一个刀位往往只能安装一把刀具,在切削加工形状、结构复杂的工件时,则需要在切削加工过程中不断更换刀具,现有的机床刀位与刀具安装结构存在如下缺点:一是不同刀位上安装的刀具有可能出现相互干涉现象,影响了切削加工的效率;二是在加工过程中对刀位上相应的刀具进行更换时,则刀具需要重新装夹,重新开始加工时又需要进行重新对刀,造成刀具切削定位精度不统一,影响了切削加工精度。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种多工位切削刀具。
4.本实用新型通过以下技术方案得以实现。
5.本实用新型提供一种多工位切削刀具,包括刀体,所述刀体一端设置为刀杆,所述刀杆用于与机床固定连接,所述刀体的另一端设置有向外凸出的刀头,所述刀头数量至少是两个,每个刀头均采用锁紧螺钉固定安装有一个刀片,所述刀片边沿设置有至少两个刀刃。
6.所述刀头凸出方向相对于所述刀杆长度方向之间的倾角不等于零。
7.所述刀头凸出方向与所述刀片长度方向一致,两个刀刃设置于所述刀片长度方向彼此相对的两端。
8.所述刀头上设置有安装孔,所述锁紧螺钉穿过该安装孔与锁紧螺母连接在一起,并且使所述刀片与刀头并紧。
9.所述安装孔为腰圆形孔。
10.所述刀片在其俯视投影中整体为菱形,两个刀刃设置于所述刀片彼此相对的两端。
11.所述刀体内设置有内冷主孔和内冷分孔,该内冷主孔的一端延伸至所述刀杆外表面,该内冷主孔的另一端与内冷分孔的一端连通,内冷分孔的另一端延伸至所述刀杆外表面并作为冷液喷口,冷液喷口数量与所述刀片数量相同,并且每个冷液喷口与所述刀片边沿的至少一个刀刃口一一对应布置。
12.所述刀头在所述刀体俯视投影中整体为三角形。
13.所述刀杆为长方体形或圆柱体形。
14.所述机床为车床。
15.本实用新型的有益效果在于:采用本实用新型的技术方案,通过在刀体上设置多个刀头,每个刀头上对应可安装不同种类的刀具,对工件上具有不同形状的表面进行切削加工,减少了刀具更换次数,缩短了辅助加工工艺时间,提高了生产效率,另外,由于在加工过程中无需更换切削刀具,相应的也不会变更工件的加工基准,有利于减少加工误差,提高加工精度和加工质量。此外,刀体采用整体制造成形能够增强切削刀具的刚性,降低切削刀具制造成本。
附图说明
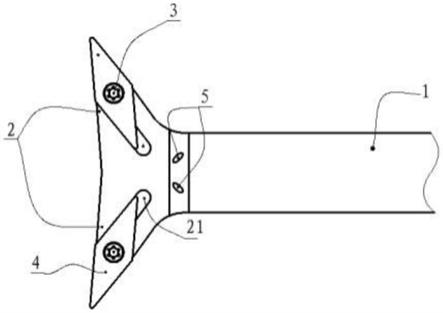
16.图1是本实用新型的结构示意图;
17.图2是本实用新型刀片的俯视图。
18.图中:1
‑
刀杆,2
‑
刀头,3
‑
锁紧螺钉,4
‑
刀片,5
‑
冷液喷口,21
‑
安装孔,41
‑
刀刃。
具体实施方式
19.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
20.如图1、图2所示,本实用新型提供一种多工位切削刀具,包括刀体,刀体一端设置为刀杆1,刀杆1用于与机床固定连接,刀体的另一端设置有向外凸出的刀头2,刀头2数量至少是两个,每个刀头2均采用锁紧螺钉3固定安装有一个刀片4,刀片4边沿设置有至少两个刀刃41。
21.进一步地,刀头2凸出方向相对于刀杆1长度方向之间的倾角不等于零。这样使刀头2朝着刀杆1以外的方向发散凸出,避免刀头2上相应安装的刀片出现相互干涉。
22.另外,刀头2凸出方向与刀片4长度方向一致,两个刀刃41设置于刀片4长度方向彼此相对的两端。刀头2上设置有安装孔21,锁紧螺钉3穿过该安装孔21与锁紧螺母连接在一起,并且使刀片4与刀头2并紧。安装孔21为腰圆形孔。刀片4在其俯视投影中整体为菱形,两个刀刃41设置于刀片4彼此相对的两端。采用本实用新型的技术方案,刀片4还能够围绕锁紧螺钉3中心轴线转动,从而使用不同的刀刃41在工件上切削加工出不同的表面,有利于扩大本切削刀具的使用范围,减少换刀次数。
23.此外,刀体内设置有内冷主孔和内冷分孔,该内冷主孔的一端延伸至刀杆1外表面,该内冷主孔的另一端与内冷分孔的一端连通,内冷分孔的另一端延伸至刀杆1外表面并作为冷液喷口5,冷液喷口5数量与刀片4数量相同,并且每个冷液喷口5与刀片4边沿的至少一个刀刃41口一一对应布置。进一步地,刀头2在刀体俯视投影中整体为三角形。刀杆1为长方体形或圆柱体形。机床为车床。采用本实用新型的技术方案,可通过向内冷主孔送入冷却液对在加工过程中的刀片4进行冷却,以降低切削热对刀刃41的影响。
24.采用本实用新型的技术方案,通过在刀体上设置多个刀头,每个刀头上对应可安装不同种类的刀具,对工件上具有不同形状的表面进行切削加工,减少了刀具更换次数,缩短了辅助加工工艺时间,提高了生产效率,另外,由于在加工过程中无需更换切削刀具,相应的也不会变更工件的加工基准,有利于减少加工误差,提高加工精度和加工质量。此外,刀体采用整体制造成形能够增强切削刀具的刚性,降低切削刀具制造成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1