一种盘环类零件的保护装置的制作方法
1.本实用新型属于机械加工领域,尤其是车削加工技术领域,涉及一种盘环类零件的保护装置。
背景技术:
2.盘环类薄壁零件具有重量轻、材料节约和结构紧凑等优点,在航空航天等领域有着广泛的应用。尺寸精度和粗糙度要求较高的盘环类零件往往需要在旋压成形的毛坯零件的基础上经过车削加工和切断才能完成。但是,在盘环类零件车削切断的过程中,在零件将断未断时,极容易出现不可控的甩动,导致磕碰、打刀和划伤等问题。而零件切断后,若切断件缺少支撑,还会在落料过程中进一步受到磕碰损伤,无法保证落料精度。
3.由于盘环类零件的内外型面往往是复杂曲面,已有的轴类、管类落料工装无法适应盘环类零件的加工需求,因此目前采用的方式,一般都是人工用木棍缓慢挑取切断件,并在切断的瞬间,将切断件迅速取下。这样做依赖操作人员的熟练程度和手眼敏捷程度,由于切断过程中的力度难以掌握,极易导致产品变形或损伤,产品精度和一致性无法保证,容易造成残次品。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种盘环类零件的保护装置,当盘环类零件被切断过程中无需人工干涉,避免了零件磕碰、打刀或划伤等问题,保证了加工精度。
5.本实用新型解决技术的方案是:
6.一种盘环类零件的保护装置,包括工装底座和辅助支撑工装组件;
7.所述的工装底座一端与车床卡盘装夹,另一端固装待切割盘环类零件,保证盘环类零件与工装底座同轴;所述的辅助支撑工装组件一端与所述工装底座铰接,另一端支撑夹紧所述待切割盘环类零件的外壁或者内壁,支撑夹紧位置位于待切割盘环类零件的切断线上方。
8.优选的,所述的辅助支撑工装组件包括摆杆,支架,夹紧装置,两个定心杆;
9.所述摆杆一端为u型开口,另一端通过螺钉连接耳座,摆杆能够以螺钉为轴转动,从而调整辅助支撑工装组件与待切割盘环类零件的间距;支架通过转轴安装在所述的u型开口内,支架能够相对摆杆绕转轴自由转动,所述的夹紧装置及定心杆安装在所述支架上且两个定心杆分布在夹紧装置的两侧,通过定心杆及夹紧装置实现对待切割盘环类零件的定心夹紧。
10.优选的,所述的夹紧装置为真空吸盘或者带磁力吸附装置或者为夹持盘环类零件上边缘的夹爪。
11.优选的,所述的摆杆选用长度可调的伸缩杆,适应不同直径和高度尺寸的盘环类零件。
12.优选的,当夹紧装置为真空吸盘或者带磁力吸附装置时,通过u型开口的方向使支架与摆杆同向安装,两个定心杆对称安装在加紧装置的上下两侧。
13.优选的,当夹紧装置为夹持盘环类零件上边缘的夹爪时,通过u型开口的方向使支架与摆杆垂直安装,两个定心杆对称安装在加紧装置的左右两侧。
14.优选的,所述工装底座为圆柱形,圆柱型顶端面开孔,该孔与待切割盘环类零件低端面上小孔相配合,用于固定连接所述的盘环类零件,圆柱形的外围中心线或顶端边缘均匀分布用于安装辅助支撑工装组件的耳座。
15.优选的,当车床切断刀从盘环件的内型面进行切断时,辅助支撑工装组件安装在圆柱形外围的耳座上,辅助支撑工装组件支撑夹紧盘环件外壁;
16.当车床切断刀从盘环件的外型面进行切断时,辅助支撑工装组件穿过盘环件的底部中心,依次安装到圆柱形顶端边缘的耳座上,辅助支撑工装组件支撑夹紧盘环件内壁。
17.优选的,所述的盘环类零件通过其内孔面与工装底座保证同轴定位。
18.优选的,所述的盘环类零件定心杆的伸出长度可调节,以适应不同曲率半径的盘环类零件外壁曲面。
19.本实用新型与现有技术相比的有益效果是:
20.1)、一种盘环类零件的保护装置,在车削切断工艺中,为被切下的盘环类零件环状部分提供辅助支撑和定位,被切下的环状部分不发生变形和位移。
21.2)、一种盘环类零件的保护装置,具有通用性,可适应各种不同材质和尺寸的盘环类零件。
附图说明
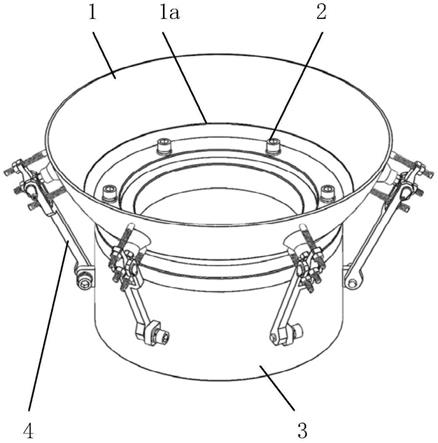
22.图1为本实用新型一种盘环类零件的保护装置的装夹结构示意图;
23.图2为本实用新型一种盘环类零件的保护装置的爆炸示意图;
24.图3为本实用新型一种盘环类零件的保护装置的辅助支撑工装组件的结构示意图。
25.图中:1
‑
盘环件;2
‑
固定螺钉;3
‑
工装底座;4
‑
辅助支撑工装组件;5
‑
摆杆;6
‑
旋转螺钉;7
‑
真空吸盘;8
‑
左定心杆;9
‑
右定心杆;10、11、12
‑
六角螺母;13
‑
吸盘支架;14
‑
绕轴;
26.1a
‑
切断线;3a
‑
耳座;
具体实施方式
27.下面结合实施例对本实用新型作进一步阐述。
28.本实用新型一种盘环类零件的保护装置,用于对盘环类零件的车削切断时,对切断部分的定位、支撑与保护;所述的保护装置安装在车床上,当车床对盘环件进行切割时,对盘环件进行保护;如图1所示,具体包括:工装底座3和辅助支撑工装组件4;
29.所述的工装底座3为圆柱形,供车床卡盘装夹使用;圆柱形顶端面上开有小孔,与待切割盘环件1底端面上的小孔相配合,用于与待切割盘环件1固定连接。工装底座3的外围中心线上等均匀分布若干个耳座3a,或在圆柱形顶端边缘等均匀分布若干耳座3a,每一个耳座3a上均安装有一套辅助支撑工装组件4;
30.耳座3a的个数依据待切割盘环件1的材质和粗糙度设定。
31.辅助支撑工装组件4包括:摆杆5,吸盘支架13,真空吸盘7,左定心杆 8和右定心杆9;
32.摆杆5底部通过旋转螺钉6连接耳座3a,旋转螺钉6松开时,辅助支撑工装组件4能够以旋转螺钉6为轴转动;旋转螺钉6拧紧后,辅助支撑工装组件 4与工装底座3固定。
33.进一步摆杆5选用长度可调的伸缩杆,适应不同直径和高度尺寸的盘环件 1,使本装置具有通用性,而非针对特定尺寸零件的专用工装。
34.摆杆5顶端为u型开口,在u型开口顶端通过转轴14固定安装吸盘支架 13;吸盘支架13垂直在u型开口内部,吸盘支架13从上到下依次为左定心杆 8,真空吸盘7和右定心杆9,左右定心杆对称固定,真空吸盘7、左定心杆8、右定心杆8分别通过各自的螺杆和三个六角螺母10、11、12与吸盘支架13相连,并可以通过螺纹调节安装长度。吸盘支架13相对摆杆5绕转轴14自由转动。
35.进一步真空吸盘7更换为磁铁等吸附装置,可以在缺少真空吸附条件时,针对铁磁性材料实现更好的支撑效果。
36.进一步真空吸盘7更换为夹爪并夹持盘环件的上边缘,可以在缺少真空吸附条件,且盘环件也不是铁磁性材料时,实现同样有效的辅助支撑效果。
37.所述的保护装置工作原理如下:
38.当车床切断刀从盘环件1的内型面进行切断时:
39.首先将待切断的盘环件1的底部端面通过固定螺钉2固定在工装底座3的圆柱形顶端面上,盘环件1通过其内孔面与工装底座3保证同轴定位,然后将辅助支撑工装组件4依次安装到工装底座3圆柱形外围的耳座3a上,依次调整如下:将摆杆5通过旋转螺钉6固定在耳座3a上,将旋转螺钉6拧松,调整摆杆5的角度,使真空吸盘7、左定心杆8和右定心杆9均与盘环件1外壁充分接触,且均在盘环件切断线1a的上方,用来支撑盘环件1的上半部分,也就是即将被切断的环状部分。然后令真空吸盘7紧密吸附到盘环件1外壁上,再将旋转螺钉6锁紧。
40.当车床切断刀从盘环件的外型面进行切断时:
41.首先将待切断的盘环件1的底部端面通过固定螺钉2固定在工装底座3的圆柱形顶端面上,两者同轴定位装夹,然后将辅助支撑工装组件4穿过盘环件 1的底部中心,依次安装到工装底座3圆柱形顶端的耳座3a上,依次调整如下:将摆杆5通过旋转螺钉6固定在耳座3a上,并调整摆杆5的角度,使真空吸盘7、左定心杆8和右定心杆均9与盘环件1内壁充分接触,且均在盘环件切断线1a的上方,用来支撑盘环件1的上半部分;然后令真空吸盘7紧密吸附到盘环件1内壁上,再将旋转螺钉6锁紧。
42.在进行切断工作时,车床切断刀无论从盘环件的内型面或外型面进行切断时,在切断过程中和切断之后,盘环件的上半部分始终被辅助支撑工装组件支撑和定位,即使在切断后也不会跌落。
43.本实用新型未详细说明部分属于本领域技术人员的公知常识。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1