一种高效点焊机的制作方法
1.本申请涉及焊接设备的领域,尤其是涉及一种高效点焊机。
背景技术:
2.层板是超市货架上常用的用于放置货物的板材,层板的四边均向下弯折形成折弯部,层板大多为金属材质,在层板加工成型后需要在层板的底面上焊接加强筋,以加强层板的承重能力。在焊接加强筋时大多是通过点焊机将加强筋点焊在层板的底面上,在通过点焊机进行点焊时,一般通过油缸直接推动焊头进行焊接,在通过焊头进行焊接时,需要工作人员调整好加强筋的位置,使得加强筋位于焊头的正下方,以保证焊头能够对准加强筋进行焊接。
3.针对上述中的相关技术,发明人认为工作人员在放置加强筋后,为了提高焊接的精准度需要反复调整加强筋的位置,进而使得焊接的效率降低。
技术实现要素:
4.为了提高点焊加强筋时的效率,本申请提供一种高效点焊机。
5.本申请提供的一种高效点焊机采用如下的技术方案:
6.一种高效点焊机,包括机架,所述机架上依次设置有第一焊接气缸、第二焊接气缸和第三焊接气缸,所述第一焊接气缸的活塞杆竖直朝下连接有第一连板,所述第一连板上设置有若干第一焊头;所述第二焊接气缸的活塞杆竖直朝下连接有第二连板,所述第二连板上设置有若干第二焊头;所述第三焊接气缸的活塞杆竖直朝下连接有第三连板,所述第三连板上设置有若干第三焊头;
7.所述第一焊接气缸和第二焊接气缸之间以及第二焊接气缸和第三焊接气缸之间均设置有固定气缸,所述固定气缸的活塞杆竖直朝下连接有定位块,所述定位块远离固定气缸的端面上开设有卡槽,所述卡槽用于卡入加强筋,所述定位块位于层板相对设置的两个折弯部之间。
8.通过采用上述技术方案,在对层板进行加强筋的焊接时,定位块卡入层板相对设置的两个折弯部之间,加强筋卡入卡槽内,定位块对加强筋起到定位作用。而且定位块设置有两个,两个定位块同时对加强筋进行定位,能够提高定位的精准度。在进行加强筋的焊接时,固定气缸的活塞杆伸出,定位块对加强筋起到定位作用,即可减少人工反复确认加强筋位置的步骤,提高点焊的效率。
9.可选的,所述机架上设置有限位板,所述限位板呈l型,所述限位板与层板的一角相接触。
10.通过采用上述技术方案,限位板设置后能够对层板起到限位作用,层板放置在限位板的一侧即可实现快速定位,提高点焊时的效率。
11.可选的,所述机架上设置有固定板,所述固定板的一端设置有弹簧,所述弹簧远离固定板的一端与机架连接,所述固定板与层板远离限位板的一端接触。
12.通过采用上述技术方案,固定板设置后能够与层板远离限位板的一端相接触,确保层板放置在焊头的下方,提高焊接时的精准度。
13.可选的,所述机架上开设有滑动槽,所述滑动槽沿限位板至固定板的方向设置,所述固定板包括固定部和滑动部;所述滑动部呈燕尾形,所述滑动部位于滑动槽内,所述弹簧与滑动部连接。
14.通过采用上述技术方案,滑动部在滑动槽内滑动,能够提高固定板在移动过程中的稳定性。
15.可选的,所述滑动槽内设置有滑动杆,所述滑动杆贯穿滑动部,所述弹簧套设在滑动杆上。
16.通过采用上述技术方案,滑动杆设置后,弹簧套设在滑动杆上,能够确保弹簧弹力的方向,保证弹簧提供沿滑动杆长度方向上的弹力。
17.可选的,所述定位块靠近固定气缸的一端连接有两个卡板,所述固定气缸的活塞杆上连接有连接板,所述连接板位于两个卡板之间,所述连接板与两个卡板通过螺栓固定。
18.通过采用上述技术方案,定位块与固定气缸的活塞杆可拆卸连接,能够实现定位块的替换,当层板上焊接的加强筋的数量不同时,需要替换相应的定位块来对加强筋进行固定。
19.可选的,所述定位块远离固定气缸的端面上设置有橡胶层。
20.通过采用上述技术方案,橡胶层设置后起到缓冲作用,在定位块压在层板上时防止定位块损伤层板。
21.可选的,所述定位块靠近层板的折弯部的端面倾斜设置。
22.通过采用上述技术方案,定位块的端面倾斜设置能够起到一定的导向作用,使得定位块更加顺畅的放置在层板两个相对设置的折弯部之间。
23.综上所述,本申请包括以下至少一种有益技术效果:
24.1.通过固定气缸、定位块和卡槽的设置,定位块对加强筋起到定位作用,即可减少人工反复确认加强筋位置的步骤,提高点焊的效率;
25.2.通过限位板和固定板的设置,能够实现快速定位,提高点焊时的效率。
附图说明
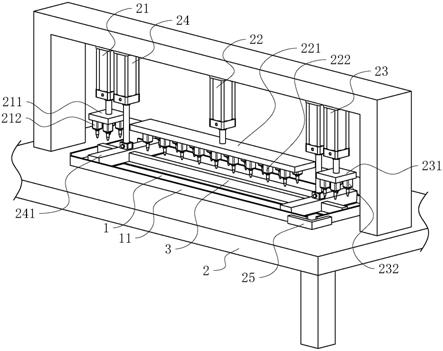
26.图1是本实施例示出的高效点焊机的整体结构示意图;
27.图2是本实施例示出的高效点焊机的局部爆炸图。
28.附图标记说明:1、层板;11、折弯部;2、机架;21、第一焊接气缸;211、第一连板;212、第一焊头;22、第二焊接气缸;221、第二连板;222、第二焊头;23、第三焊接气缸;231、第三连板;232、第三焊头;24、固定气缸;241、定位块;242、橡胶层;243、卡板;244、连接板;245、螺栓;246、卡槽;25、限位板;26、固定板;261、固定部;262、滑动部;263、弹簧;27、滑动槽;271、滑动杆;3、加强筋。
具体实施方式
29.以下结合附图1
‑
2对本申请作进一步详细说明。
30.层板1的四边均折弯90度,折弯后形成折弯部11,加强筋3沿层板1的长度方向设
置,通过点焊焊接在层板1上。
31.本申请实施例公开一种高效点焊机。参照图1,一种高效点焊机,包括机架2,机架2上沿层板1的长度方向依次设置有第一焊接气缸21、第二焊接气缸22和第三焊接气缸23。第一焊接气缸21的活塞杆竖直朝下固定连接有第一连板211,第一连板211远离第一焊接气缸21的端面固定连接有若干第一焊头212,若干第一焊头212分为两列,两列第一焊头212分别位于加强筋3的两侧。第二焊接气缸22的活塞杆竖直朝下固定连接有第二连板221,第二连板221远离第二焊接气缸22的端面上固定连接有若干第二焊头222,若干第二焊头222分为两列,两列第二焊头222分别位于加强筋3的两侧。第三焊接气缸23的活塞杆竖直朝下固定连接有第三连板231,第三连板231远离第三焊接气缸23的端面上固定连接有若干第三焊头232,若干第三焊头232分为两列,两列第三焊头232分别位于加强筋3的两侧。
32.参照图1和图2,第一焊接气缸21和第二焊接气缸22之间以及第二焊接气缸22和第三焊接气缸23之间均设置有固定气缸24,固定气缸24的活塞杆竖直朝下固定连接有定位块241,定位块241远离固定气缸24的端面上开设有卡槽246,加强筋3位于卡槽246内,定位块241位于层板1宽度方向上相对设置的两个折弯部11之间。定位块241远离固定气缸24的端面上固定连接有橡胶层242,定位块241靠近层板1的折弯部11的端面倾斜设置,起到一定的导向作用,能够更加顺畅的将定位块241放置在层板1上。
33.参照图2,定位块241靠近固定气缸24的一端固定连接有两个卡板243,固定气缸24的活塞杆上固定连接有连接板244,连接板244位于两个卡板243之间,连接板244与两个卡板243通过螺栓245固定,以实现定位块241的可拆卸连接。
34.参照图1和图2,机架2上固定连接有限位板25,限位板25呈l型,限位板25与层板1的一角相接触,限位板25位于层板1长度方向的一侧,机架2上设置有固定板26,固定板26位于层板1远离限位板25的一侧。机架2上开设有燕尾形的滑动槽27,滑动槽27沿限位板25至固定板26的方向设置,固定板26包括固定部261和滑动部262,固定部261与层板1的侧面相抵,滑动部262呈燕尾形,滑动部262滑动设置在滑动槽27内,滑动槽27内沿滑动槽27的长度方向设置有滑动杆271,滑动杆271的一端与机架2固定连接,另一端贯穿滑动部262。
35.参照图2,滑动部262上固定连接有弹簧263,弹簧263远离滑动部262的一端与机架2固定连接,弹簧263套设在滑动杆271上。当固定部261与层板1的侧壁相抵时,弹簧263处于压缩状态。
36.本申请实施例一种高效点焊机的实施原理为:
37.在进行点焊时,将固定板26沿滑动槽27滑动,并将层板1放置在固定部261和限位板25之间,此时弹簧263处于压缩状态,并且将加强筋3放置在层板1上,然后启动固定气缸24,固定气缸24带动定位块241向层板1移动,卡槽246将加强筋3卡住从而实现加强筋3的定位。此时第一焊接气缸21、第二焊接气缸22和第三焊接气缸23启动,带动第一焊头212、第二焊头222和第三焊头232进行点焊作业。
38.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1