工件注油装配装置及处理盒生产线的制作方法
1.本实用新型涉及机械装配自动化技术领域,具体地说,涉及工件注油装配装置及处理盒生产线。
背景技术:
2.机械装置通常具有壳体,以及穿出壳体的转轴及设置在壳体上的过桥齿轮轴,转轴需加装弹性的密封件以隔绝壳体内外进行密封,密封件及过桥齿轮都有一个与相应轴间隙配合的轴孔,在装配时需要对轴上或轴孔内涂油,通常为涂润滑脂。
3.处理盒是一种独立于电子照相成像装置之外的重要成像单元,一般由粉仓单元与废粉仓单元构成。从处理盒的构成方式来划分,如果在处理盒向电子照相成像装置装入或取出的正常使用过程中两者是可拆分的,称为分体式处理盒;上述过程中如果两者之间是不可拆分的,则称为一体式处理盒。
4.图13示的分体式处理盒的粉仓是一种上述的机械装置,粉仓具有一个壳体 1,在壳体1内沿长度方向设置有搅拌架、送粉辊、显影辊2等转动部件,壳体端壁外侧还有刚性的过桥齿轮轴3,过桥齿轮4安装在过桥齿轮轴3上,其中送粉辊的轴端设置有异形的密封件5,搅拌架的轴端设置有环形的密封件6,密封件5和密封件6都是弹性件。
5.诸如过桥齿轮4,密封件5和密封件6这类工件都具有一个轴孔,在向作为主件的壳体1安装时,需要向轴孔内注油,目前这类工件在向主件装配时多采用人工涂抹的方式,效率很低且容易污染生产环境。
技术实现要素:
6.本实用新型的主要目的是提供一种工件注油装配装置;
7.本实用新型的另一目的是提供一种设置有工件注油装配装置的处理盒生产线。
8.为实现上述主要目的,本实用新型提供的工件注油装配装置包括机架、设置在所述机架上的主件搁台,及设置在所述机架上的机械手,工件具有轴孔,主件具有与所述轴孔间隙配合的轴,所述机械手包括取件指及推件指。所述取件指为注油管,所述注油管的后端敞口前端封口,前段的管壁设有贯穿所述管壁的注油孔。
9.由以上方案可见,取件指采用了前段设有注油孔的注油管,使得能够在插入工件的轴孔进行拾取工件运往主件进行装配的时间里,可以向工件的轴孔内注油,并由推件指将工件相对主件安装就位。
10.进一步的方案是所述取件指与所述轴孔过渡配合。本方案的优点是能有效避免自取件后至装配前的时间内工件不适当地从取件指上滑脱。
11.更进一步的方案是所述工件为弹性件,所述取件指为刚性件。
12.另一更进一步的方案是所述工件为刚性件,所述取件指为刚弹性件。
13.再进一步的方案是所述取件指的前段为前端细后端粗的锥台管。本方案是优点是当工件是刚性件时,为使与其轴孔过渡配合的取件指能顺利插入取件,将取件指设计成前
端细即直径小于轴孔的锥台管。
14.进一步的方案是所述推件指可相对所述取件指沿所述取件指的轴向往复移动。
15.为实现本实用新型的另一目的,本实用新型提供的处理盒生产线包括上述任一方案中所述的工件注油装配装置,所述主件为处理盒的壳体,所述工件为轴密封件或齿轮。
附图说明
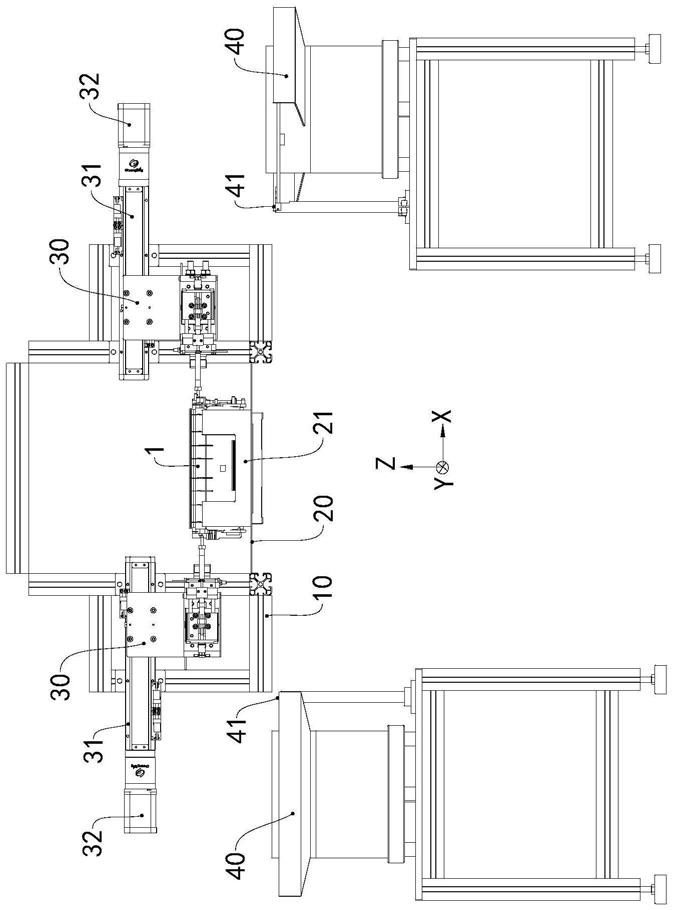
16.图1是工件注油装配装置第一实施例的主视图;
17.图2是图1的左视图,图2中略去了位于后侧的震动盘;
18.图3是图1的俯视图;
19.图4是第一实施例的立体图;
20.图5是图4中的a局部放大图;
21.图6是工件装配装置第一实施例中反映取件指与推件指配合关系的立体图;
22.图7是取件指与推件指的剖视图;
23.图8至图12是反映机械手装配动作过程的示意图;
24.图13是一只处理盒的粉仓立体图,作为主件的壳体与作为工件的两只密封件和一只过桥齿轮在壳体的长度方向上进行了结构分解。
25.以下结合各实施例及其附图对本实用新型的各方案进一步说明。
具体实施方式
26.本实用新型所称的处理盒生产线指原料为处理盒的零部件,人工将这些原料提供,而装配则通过一条生产线上的多个专用装配装置进行,进而形成处理盒生产线。由于处理盒的组装包括许多装配装置,例如现有的灌装碳粉装置,贴密封件装置、充电辊安装装置等,以下仅对本实用新型的工件注油装配装置进行详细说明,而处理盒生产线中粉仓单元及废粉仓单元中其他零部件的装配装置本领域技术人员完全可以通过现有技术加以实现,因此,不再对处理盒生产线实施例单独进行说明。
27.为说明清楚起见,以下仅对与本实用新型密切相关的结构及关联结构加以说明,而对本领域技术人员来说无须详细说明即可以实现的零件、部件及其结构,不在附图中进行示出,也不过多加以赘述,仅通过其运行过程或功能加以说明。
28.虽然以下各实施例中的主件及工件都是处理盒粉仓壳体及其密封件或齿轮,本领域技术人员可以理解的是当主件为诸如玩具、变速箱,而工件为这类产品中的过桥齿轮及密封件时,本实用新型提供的工件注油装配装置同样适用。
29.工件注油装配装置第一实施例
30.为了清楚地说明起见,本实施例的各图中都标明了直角坐标系,一方面表明了各图之间的方位关系,另一方面在以下的说明中便于表述。
31.另外,图1及以后的各图中都不同程度地略去了一些与本实用新型无关的零部件,特别是机架10与基础连接的部分以及传送带的相关部件。
32.参见图1,整条处理盒生产线通过贯穿各装配装置相应工位的传送带20关联,传送带在图1示的工件注油装配装置工位上是在y轴向上间歇移动的,而主件搁台21是固定在传送带20上表面的,当到达工件注油装配装置进行工件注油装配时,传送带20相对机架10静
止,因此相对注油装配装置而言,可以认为主件搁台21是设置在机架10上,换言之,当注油装配装置单独使用而不是用在生产线上时,由于没有传送带的使用需求,主件搁台21自然就设置在了机架10上。作为主件的粉仓2是可拆卸地固定在主件搁台21上的。左右对称设置的一对机械手30用于从同样是左右对称设置的一对震动盘40的出料口41 拾取工件,而后进行注油和向粉仓壳体1进行装配。
33.机架10上固定有滑道31,电机32驱动机械手30相对滑道31在x轴向往复运行。
34.参见图2和图3,震动盘40和机架都是相对基础固定的,因此,震动盘40 也可以认为是固定在机架10上的。震动盘40在y轴向的坐标应满足出料口41 与取件指的坐标相同。
35.参见图4和图5,旋转气缸33的动作可以使取件指36的中心线在xz平面内转动,从图5示的x轴正向转至z轴负向,以便进行工件拾取。气缸34 的动作可以使取件指36在x轴向往复移动,旋转气缸37的动作可以使取件指 36绕自身中心线即x轴转动一个角度,进行非圆形的异形工件的装配,气缸 38的动作可以使推件指35相对取件指36在x轴向上往复移动。
36.参见图6和图7,本例中的工件是粉仓的壳体1如前述,工件则是异形的密封件5,该密封件5由海绵制成,因此其为弹性件,而金属制成的取件指36 则为刚性件,密封件5的轴孔直径等于或略小于取件指36的外径,因此两者之间过渡配合。推件指35为一曲拐件,指尖段351为管状结构,取件指36贯穿该管状结构且两者之间间隙配合,指根段352由气缸34驱动,使推件指35的指尖段351相对取件指36在x轴方向往复移动。取件指36为一管状结构,后端即x轴向上坐标值小的一端为敞口362,前端即x轴向上坐标值相对大的一端封口,前段的管壁上设置有注油孔361,本例中是周向均布的四只注油孔361。敞口362一端与固定块固定连接,并与固定块上的注油道363通过密封圈364 密封,而注油道363是通过管道连接油箱的。
37.以下对工件注油装配装置的工作过程结构附图进行说明。本例中壳体1上的异形的密封件5是对称设置的,因此以下仅以单侧为例进行说明。
38.参见图8,首先,在图8示的状态下,震动盘40将异形的密封件5顺序输送到出料口41,出料口41具有同样异形的容纳腔,机械手30的取件指36下探插入出料口41上密封件5的轴孔中。
39.参见图9,气缸34动作,使取件指36沿z轴正向移动,取出一只过渡配合在指上的密封件5。
40.参见图10,旋转气缸33动作,使取件指36及推件指35转动90度,与主件搁台21上的壳体1的安装位对准,此时密封件5与安装位之间差有一个转角。
41.参见图11,电机32再次动作,使机械手30朝x轴正向行进至安装位,在到达安装位前旋转气缸37动作,使取件指36绕自身中心线转动一个上述转角,到达安装位时,即取件指36的指尖与安装位中的轴对接或有一个极小的间隙时。
42.参见图12,气缸38动作,使推件指35相对取件指36朝x轴正向移动,将密封件5推入安装位就位,即密封件5套在了应当密封的轴上。注油孔361 的注油时机可以安排在图9至图11之间的任何一刻。如此,完成了工件向主件上装配的同时,也完成了注油。
43.此后,各旋转气缸和气缸的动作顺序及方向与上述过程相反,使机械手30 回归到图8示的取件状态。
44.工件注油装配装置第二实施例
45.以下仅就本例与上例的不同之处加以说明,本例的工件是图13示的密封件 6,其为一个非异形的圆盘形的密封件,因此,本例的机械手取消了旋转气缸 37。
46.工件注油装配装置第三实施例
47.以下仅就本例与第一例的不同之处加以说明,本例的工件是图13示的过桥齿轮4,其是一个非异形的圆盘形的工件,因此也可以取消第一例中的旋转气缸37,但如果该过桥齿轮4是其传动的齿轮后装配时,即存在转角对位要求,该旋转气缸37就不宜取消了,当然如果是其他用于带动轴转动的轴端齿轮,必然与轴有配合的键,这种情形下也不宜取消旋转气缸37。
48.另外,由于过桥齿轮4是刚性件,且其轴孔是等径直孔,就采用相对软些的材料制成作为刚弹性件的取件指36,本例采用硬度较高的耐油橡胶,或工程塑料,并且,取件指36的前端直径小于过桥齿轮4轴孔的直径,向后直径逐渐过渡地增大到略大于过桥齿轮4的直径,以此来实现过桥齿轮4与取件指36 之间的过渡配合关系。
49.工件注油装配装置的其他实施方式
50.对于某些硬度比海绵高的工件,例如硅胶圈,取件指36在前段的注油孔还可以沿中心线方向设置多个,即不但周向均布,轴向也均布,如此,取件指36 可以在出料口41处一次取件多个,即取件指可以一次取件二个以上,每个件都对应着一圈注油孔。本例的优点是到达图11示的状态后,推件指35每推一次件,传送带即可行进一次,使下一主件到达装配位,推件指即可进行下一个推件,节省了机械手的动作,加快了注油装配速度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1