带自动上下料装置的折弯机的制作方法
1.本技术涉及折弯机的领域,尤其是涉及一种带自动上下料装置的折弯机。
背景技术:
2.折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板。
3.参照图1,现有一种折弯件,通过锡箔纸折弯而成,折弯件包括直板12、翻折板13,翻折板13垂直于直板12设置,且与直板12一体成型,翻折板13远离直板12的一侧一体成型有外折边14,外折边14朝着背离直板12的一侧翻折,外折边14与翻折板13之间的夹角为锐角。
4.目前,在生产过程中,通过折弯机对该工件进行折弯。然而,在折弯前,每次都需要操作人员将待折弯的工件放置到折弯机上。折弯完成后,操作人员将折弯后的工件从折弯机上取下,造成操作人员的大量重复劳动,浪费人力。
技术实现要素:
5.为了实现折弯机的自动上下料,降低人力成本,本技术提供一种带自动上下料装置的折弯机。
6.本技术提供的一种带自动上下料装置的折弯机采用如下的技术方案:
7.一种带自动上下料装置的折弯机,包括底架,所述底架上固定连接有下导轨,所述下导轨的长度方向与底架的长度方向同向,所述下导轨上滑移连接有工作台,所述下导轨上连接有用于驱动工作台进行直线运动的下驱动件,所述工作台长边的两侧分别设有储料框和成品框,所述储料框和成品框都连接于底架;所述底架的上表面连接有顶架,所述顶架底面远离储料框的一侧设有用于与工作台配合使用的折弯机构,所述顶架上连接有安装架,所述顶架上连接有用于驱动安装架进行直线运动的上驱动件,所述安装架上设有用于吸附待折弯工件的第一吸附机构和用于吸附折弯后工件的第二吸附机构。
8.通过采用上述技术方案,上驱动件驱动安装架向下运动,然后,第一吸附机构对储料框内的待加工工件进行吸附,同时,第二吸附机构对工作台上的已加工工件进行吸附,接着,上驱动件驱动安装架移动,直至第一吸附机构位于工作台的上方,第一吸附机构将待加工工件放置在工作台上,第二吸附机构将已加工工件放置在成品框内,上驱动件驱动安装架复位,上述过程循环往复。上述技术方案通过上驱动件对安装架的驱动,第一吸附机构和第二吸附机构相互配合,实现了工件的自动上料与下料,节省人力成本。
9.可选的,所述第一吸附机构包括第一固定板和第一真空吸盘,所述安装架上连接有第一气缸,所述第一气缸的伸缩杆呈竖向设置且固定连接于第一固定板,所述第一固定板呈水平设置,所述第一真空吸盘连接于第一固定板的底面且设置有若干,所述第一真空吸盘间歇性吸附工件。
10.通过采用上述技术方案,第一气缸驱动第一固定板移动,同时,第一真空吸盘对工件进行吸附,实现了对待加工工件的取料与放料。
11.可选的,所述第二吸附机构包括第二固定板和第二真空吸盘,所述安装架上连接有第二气缸,所述第二气缸的伸缩杆呈竖向设置且固定连接于第二固定板,所述第二固定板呈水平设置,所述第二真空吸盘连接于第二固定板的底面且设置有若干,所述第二真空吸盘间歇性吸附工件。
12.通过采用上述技术方案,第二气缸驱动第二固定板移动,同时,第二真空吸盘对工件进行吸附,实现了对已加工工件的取料与放料。
13.可选的,所述底架上固定连接有承托板,所述储料框和承托板之间设有弹性组件,所述弹性组件包括限位压簧和滑杆,所述滑杆呈竖向设置且固定连接于储料框的底部,所述滑杆穿设承托板且与其滑移配合,所述限位压簧挤压于承托板和储料框之间。
14.通过采用上述技术方案,弹性组件使得储料框可以自动调节高度,减少了第一真空吸盘与储料框之间产生磕碰而损坏的可能性,另外,无需根据储料框内待加工工件的数量调整真空吸盘的行程,保证了第一真空吸盘和储料框内待加工工件的接触,提高了吸附的稳定性。
15.可选的,所述第一固定板和第二固定板上均连接有导向组件,所述导向组件包括导杆和导套,所述导杆固定连接于第一固定板和第二固定板,所述导套固定嵌设于第一固定板和第二固定板,所述导杆与导套之间滑移配合。
16.通过采用上述技术方案,导杆和导套相互配合,为第一固定板内和第二固定板的运动提供了导向。
17.可选的,所述顶架朝向底架的一侧设有安装轴,所述安装轴平行于底架的宽度方向设置,所述安装轴上滑移套设有固定连接于安装架的滑动座。
18.通过采用上述技术方案,安装轴和滑移座相互配合,为安装架提供支撑力和导向,提高了安装架的稳定性。
19.可选的,所述储料框内固定连接有限位块,所述限位块沿着待加工工件的边沿设置有若干。
20.通过采用上述技术方案,限位块对储料框内的工件进行限位,减少了工件产生位移的可能,提高了取料的准确性。
21.可选的,所述滑杆的底部固定连接有挡块,所述挡块的横截面积大于滑杆的横截面积。
22.通过采用上述技术方案,挡块对滑杆进行限位,减少了滑杆从承托板上脱出的可能,提高了滑杆的稳定性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过上驱动件对安装架的驱动,第一吸附机构和第二吸附机构相互配合,实现了工件的自动上料与下料,节省人力成本;
25.2.弹性组件使得储料框可以自动调节高度,减少了第一真空吸盘与储料框之间产生磕碰而损坏的可能性,另外,无需根据储料框内待加工工件的数量调整真空吸盘的行程,保证了第一真空吸盘和储料框内待加工工件的接触,提高了吸附的稳定性;
26.3.限位块对储料框内的工件进行限位,减少了工件产生位移的可能,提高了取料
的准确性。
附图说明
27.图1是相关技术的折弯件的结构示意图。
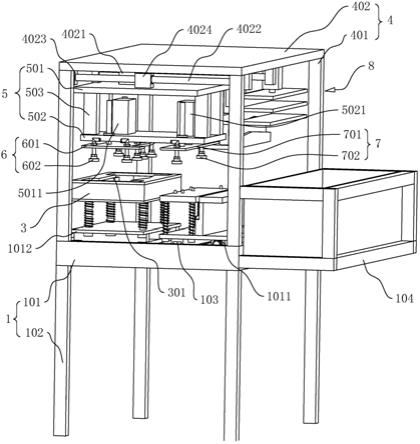
28.图2是本技术实施例的折弯机的结构示意图。
29.图3是本技术实施例的工作台的结构示意图。
30.图4是本技术实施例的导向组件的结构示意图。
31.图5是用于体现本技术实施例的第一定位柱剖视图。
32.图6是用于体现本技术实施例的第二定位柱剖视图。
33.图7是本技术实施例的折弯机构结构示意图。
34.附图标记说明:1、底架;101、安装框;1011、下无杆气缸;1012、承托板;102、支撑脚;103、下导轨;104、成品框;2、工作台;201、底板;202、升降台;2021、复位压簧;2022、限位杆;2023、限位板;2024、第一安装孔;2025、第一定位柱;2026、第一顶出压簧;2027、第二安装孔;2028、第二定位柱;2029、第二顶出压簧;3、储料框;301、限位块;302、弹性组件;3021、限位压簧;3022、滑杆;3023、挡块;4、顶架;401、支撑柱;402、顶罩;4021、上无杆气缸;4022、安装轴;4023、安装座;4024、滑动座;4025、第一折弯驱动气缸;4026、第三折弯驱动气缸;4027、转接板;4028、第三折弯板;5、安装架;501、上安装板;5011、第一气缸;502、下安装板;5021、第二气缸;503、固定杆;6、第一吸附机构;601、第一固定板;602、第一真空吸盘;7、第二吸附机构;701、第二固定板;702、第二真空吸盘;8、折弯机构;801、第一折弯架;8011、上连接板;8012、下连接板;8013、连接杆;8014、防磨垫;8015、第一导向板;8016、第二折弯驱动气缸;8017、通槽;802、第二折弯板;9、导向组件;901、导杆;902、导套;10、固定台;1001、横板;1002、竖板;1003、隔板;1004、第二导向板;11、锡箔件;12、直板;13、翻折板;14、外折边。
具体实施方式
35.以下结合附图2
‑
7对本技术作进一步详细说明。
36.本技术实施例公开一种带自动上下料装置的折弯机。参照图2,带自动上下料装置的折弯机包括底架1,底架1包括安装框101和支撑脚102,安装框101为方形框且呈水平设置。支撑脚102设置有四个,四个支撑脚102固定连接于安装框101,且分布于安装框101的四个拐角处。
37.参照图2和图3,安装框101上固定连接有下导轨103,下导轨103的长度方向与安装框101的长度方向同向。下导轨103上滑移连接有工作台2,安装框101上连接有下驱动件,下驱动件用于驱动工作台2进行直线往复运动。
38.参照图2和图3,下驱动件为下无杆气缸1011,下无杆气缸1011的长度方向平行于安装框101的长度方向。下无杆气缸1011栓接于安装框101,工作台2固定连接于下无杆气缸1011的滑块。下无杆气缸1011工作时,滑块联动气缸,从而实现了工作台2的直线运动。
39.参照图2,工作台2长边处的一侧设有储料框3,安装框101上固定连接有承托板1012,储料框3设于承托板1012上。为了确保待加工工件在储料框3内的稳定性,储料框3内固定连接有限位块301。
40.参照图3,限位块301沿着待加工工件的边沿处设置有若干,限位块301对待加工工件进行限位,减少工件在储料框3内产生位移的可能,保证了加工时取出时位置的准确性。工作台2背离储料框3的一侧设有成品框104,成品框104栓接于安装框101长边处的侧壁。
41.参照图2,底架1的上方连接有顶架4,顶架4包括支撑柱401和顶罩402,顶罩402位于安装框101的上方且呈水平设置,支撑柱401固定连接于顶罩402和安装框101之间。支撑柱401设置有四个,四个支撑柱401分布于安装框101顶面的四个拐角处。
42.参照图2,顶罩402的底面栓接有上驱动件,上驱动件为上无杆气缸4021,且上杆气缸的长度方向平行于底架1的宽度方向,上无杆气缸4021的滑块底面固定连接有安装架5。
43.参照图2,为了减轻上无杆气缸4021的承载压力,顶罩402朝向底架1的一侧设有安装轴4022,安装轴4022的长度方向与上无杆气缸4021的长度方向同向,安装轴4022的两端均固定连接有安装座4023,安装座4023固定连接于顶罩402的底面。安装轴4022上滑移套设有固定连接于安装架5的滑动座4024。
44.参照图2,安装轴4022关于上无杆气缸4021相对设置有两根,两个安装轴4022共同为安装架5提供了支撑力,进一步提高了安装架5的稳定性。
45.参照图2,沿着储料框3到成品框104的方向,安装架5的底面依次设有用于吸附待折弯工件的第一吸附机构6和用于吸附折弯后工件的第二吸附机构7。顶罩402底面远离安装轴4022的一侧设有折弯机构8,折弯机构8与工作台2配合完成对工件的折弯。
46.加工时,第一吸附机构6将待加工工件从储料框3内吸出,在上无杆气缸4021的驱动下,第一吸附机构6沿着安装轴4022运动至工作台2的上方,并将待加工工件放置到工作台2上。接着,下无杆气缸1011驱动工作台2沿着导轨运动,同时,第一吸附机构6通过上无杆气缸4021进行复位。当工作台2运动至折弯机构8下方时,折弯机构8与工作台2相配合,对待加工工件进行折弯。折弯完成后,工作台2在下无杆气缸1011的驱动下进行复位。
47.此时,第二吸附机构7将已加工工件从工作台2上吸附,同时,第一吸附机构6再次吸附储料框3内的工件。上无杆气缸4021驱动第一吸附机构6和第二吸附机构7运动,当第一吸附机构6位于工作台2的上方时,第一吸附机构6将待加工工件放置到工作台2上,同时,第二吸附机构7将已加工工件放置在成品框104内,上述过程循环往复。
48.最终,完成了折弯前的自动上料与折弯后的自动取料,实现了全自动化生产,减少了人力成本,另外,实现了上料与取料的同步进行,提高了生产效率。
49.参照图2,安装架5包括上安装板501、固定杆503和下安装板502,上安装板501和下安装板502都呈水平设置。上安装板501固定连接于上无杆气缸4021滑块的底面和滑动座4024的底面,固定杆503固定连接于上安装板501和下安装板502之间。
50.参照图2,下安装板502的顶面栓接有第一气缸5011,第一气缸5011的伸缩杆呈竖向设置且穿设下安装板502。第一吸附机构6包括第一固定板601和第一真空吸盘602,第一固定板601固定连接于第一气缸5011的伸缩杆。第一真空吸盘602连接于第一固定板601背离第一气缸5011的一侧,且分布有若干。第一真空吸盘602上接入有气源,通过控制电磁阀实现电路的启闭,从而使第一真空吸盘602间歇性吸附工件。
51.参照图2和图3,随着加工时间的增长,储料框3内的待加工工件数量逐渐减少,第一真空吸盘602和待加工工件之间的距离改变,需要调节第一气缸5011的行程,操作麻烦。为了避免调节第一气缸5011的伸缩杆行程,储料框3和承托板1012之间设有弹性组件302。
52.参照图3,弹性组件302包括限位压簧3021和滑杆3022,滑杆3022固定连接与储料框3的底部,且穿设承托板1012,滑杆3022的底端固定连接有挡块3023,挡块3023的横截面积大于滑杆3022的横截面积,限位压簧3021挤压于储料框3和滑杆3022之间。
53.第一真空吸盘602向下运动后挤压储料框3,通过限位压簧3021的弹性变形可以自动调节储料框3的高度,使得第一真空吸盘602与储料框3内的待加工工件始终可以贴合,保证了第一真空吸盘602的吸附效果,且无需根据待加工工件的数量调整第一气缸5011伸缩杆的行程。
54.参照图2,下安装板502的顶面栓接有第二气缸5021,第二气缸5021位于第一气缸5011朝向成品框104的一侧,第二气缸5021的伸缩杆呈竖向设置且穿设下安装板502。
55.参照图2,第二吸附机构7包括第二固定板701和第二真空吸盘702,第二固定板701固定连接于第二气缸5021的伸缩杆。第二真空吸盘702连接于第二固定板701背离第二气缸5021的一侧,且分布有若干。第二真空吸盘702上接入有气源,通过控制电磁阀实现电路的启闭,从而使第二真空吸盘702间歇性吸附工件。
56.当第一吸附机构6在储料框3上方时,第二吸附机构7位于工作台2的上方,此时,第一气缸5011伸缩杆联动第一固定板601向下移动,直至第一真空吸盘602与储料框3内的待加工工件相贴合,第一真空吸盘602待加工工件进行吸附。同时,第二气缸5021伸缩杆联动第二固定板701向下移动,直至第二真空吸盘702与工作台2上的已加工工件相贴合,第二真空吸盘702对已加工工件进行吸附,然后,第一固定板601和第二固定板701复位。
57.接着,上无杆气缸4021驱动安装架5移动,直至第一固定板601移动至工作台2上方,此时,第二固定板701位于成品框104的上方。然后,第一气缸5011伸缩杆联动第一固定板601向下移动,同时,第二气缸5021伸缩杆联动第二固定板701向下移动。当待加工工件与工作台2接触时,第一真空吸盘602松开对待加工工件的吸附,同时,第二真空吸盘702松开对已加工工件的吸附,已加工工件落入成品框104内。最后,上无杆气缸4021驱动安装架5复位,实现了自动上料和自动取料,且两者同时进行,提高了效率。
58.参照图2和图4,为了提高第一固定板601和第二固定板701竖向移动时的稳定性,第一固定板601和第二固定板701上均连接有导向组件9。导向组件9在第一固定板601上关于第一气缸5011对称设置有两组,导向组件9在第二固定板701上关于第二气缸5021对称设置有两组。
59.参照图4,导向组件9包括导杆901和导套902,导杆901为呈竖向设置的圆杆,导套902为t型套,导杆901与导套902之间滑移配合。
60.参照图4,导杆901固定连接于第一固定板601和第二固定板701的上表面,导套902固定嵌设在下安装板502内,导杆901和导套902一一对应设置。
61.参照图3,工作台2包括底板201和升降台202,底板201呈水平设置,且与下导轨103滑移配合。升降台202位于底板201的上方,且呈水平设置,升降台202和底板201之间固定连接有复位压簧2021,升降台202受力后,向下运动,复位压簧2021的弹性势能使升降台202复位。
62.参照图3,为了减少升降台202下降时产生偏移的可能,升降台202的底面固定连接有呈竖向设置的限位杆2022,复位压簧2021套设在限位杆2022上且挤压于底板201和升降台202之间。限位杆2022设置有四个,分布在升降台202的四个拐角处,且四个限位杆2022均
穿设底板201,且与底板201滑移配合。限位杆2022的底面固定连接有限位板2023,限位板2023对限位杆2022进行限位。
63.参照图5,升降台202上的上表面开有第一安装孔2024,第一安装孔2024的孔内滑移有第一定位柱2025,第一定位柱2025和第一安装孔2024的孔底之间挤压有第一顶出压簧2026,第一定位柱2025沿着工件的长侧边设置有若干。
64.参照图6,升降台202上的上表面开有第二安装孔2027,第二安装孔2027的孔内滑移有第二定位柱2028,第二定位柱2028和第二安装孔2027的孔底之间挤压有第二顶出压簧2029,第二定位柱2028沿着工件的宽侧边设置有至少一个。
65.第一定位柱2025和第二定位柱2028相互配合,为升降台202上的工件进行定位,减少了工件在折弯时产生移动的可能性,提高了折弯的准确性。
66.参照图2和图3,升降台202朝向成品框104的一侧设有固定台10,固定台10包括横板1001,竖板1002,竖板1002固定连接于底板201,且竖板1002的长度方向平行于升降台202。横板1001固定连接于竖板1002的上表面,横板1001的上表面与升降台202上表面相平齐。竖板1002朝向升降台202的一侧固定连接有隔板1003。
67.参照图7,折弯机构8包括第一折弯架801和第二折弯板802,折弯架包括呈水平设置的上连接板8011、下连接板8012和连接杆8013,上连接板8011和下连接板8012呈水平设置,连接杆8013固定连接于两者之间。下连接板8012的底面固定连接有防磨垫8014,防磨垫8014为橡胶垫,橡胶具有良好的弹性,减少了对工件的磨损。顶罩402的底面上栓接有呈竖向设置的第一折弯驱动气缸4025,第一折弯驱动气缸4025的伸缩杆固定连接于上连接板8011的顶面。
68.参照图3和图7,下连接板8012朝向固定台10的一侧固定连接有呈竖向设置的第一导向板8015,上连接板8011的底面栓接有第二折弯驱动气缸8016,第二折弯板802固定连接于第二折弯驱动气缸8016的伸缩杆,且与第一导向板8015滑移配合,第一导向板8015为第二折弯板802的运动提供了导向,提高了折弯时的稳定性。
69.参照图7,为了进一步保证第二次折弯时的准确性,隔板1003背离竖板1002的一侧固定连接有第二导向板1004,第二导向板1004上边沿处的形状与第一导向板8015上边沿处的相同。
70.参照图7,顶罩402的底面栓接有呈竖向设置的第三折弯驱动气缸4026,第三弯折驱动气缸的伸缩杆上固定连接有呈水平设置的转接板4027,转接板4027沿着竖直方向等间距设有三个,转接板4027朝向弯折架的一侧固定连接有第三折弯板4028,上连接板8011上开有供第三折弯板4028穿设的通槽8017。
71.折弯时,第一折弯驱动气缸4025驱动第一折弯架801向下运动,直至防磨垫8014贴合于工作台2,完成第一次折弯。然后,第二折弯驱动气缸8016联动第二折弯板802,第二折弯板802朝向竖板1002运动,进行第二次折弯,此时,外折边14与翻折板13垂直。最后,第三折弯驱动气缸4026驱动第三折弯板4028向下运动,直至第三折弯板4028挤压外折边14,外折边14与翻折板13之间夹角为锐角,完成折弯。
72.本技术实施例一种多次折弯的折弯机的实施原理为:工作时,第一吸附机构6吸附储料框3内的待加工工件,同时,第二吸附机构7吸附成品框104内的已加工工件。在上无杆气缸4021的驱动下,第一吸附组件运动至工作台2上方,并将待加工工件放置在工作台2上;
同时,第二吸附组件运动至成品框104上方,并将已加工工件放置在成品框104内。
73.接着,下无杆气缸1011驱动工作台2运动至折弯机构8下方,第一折弯驱动气缸4025驱动第一折弯架801向下运动,其次,第二折弯驱动气缸8016使第二折弯板802朝向竖板1002运动。然后,第三折弯驱动气缸4026驱动第三折弯板4028向下运动,完成折弯,最后,下无杆气缸1011驱使工作台2复位,上述过程循环往复。
74.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1