一种储能焊机焊接控制电路的制作方法
1.本实用新型涉及一种储能焊机焊接控制电路。
背景技术:
2.储能焊也是电阻焊的一种,它的工作原理如图1所示,是利用小电流为电容充电,通过电容储能,储能完成之后停止充电,电容中储存的能量通过焊接变压器进行放电焊接,焊接完成后再次为电容充电,依次循环。只有在充电完成后才可以放电,放电结束后才可以充电,充电和放电不可以同时。储能焊具有对电网冲击小、焊接时间短、爆发力强、工件发热量小等优点。特别适用于不锈钢、螺母、电池连接等焊接场合。
3.普通储能焊机的放电控制一般采用可控硅,有单只可控硅和四只可控硅两种形式。采用单只可控硅放电,线路比较简单,但焊接变压器只能单方向放电,时间久了会造成变压器铁芯磁化,变压器磁化以后焊接电流会越来越小,所以,使用一段时间以后必须将变压器的输入端引线对调(图2)。采用四只可控硅放电的线路相对复杂一些,由vt1
‑
vt4组成全桥结构,放电时vt1和vt4为一组同时导通,再次放电时vt2和vt3为一组同时导通,依次循环,变压器中的电流就会是一次正向一次反向,不会有铁芯磁化的问题(图3)。
4.可控硅也叫晶闸管,其一旦触发导通以后,门极将不再受控制,只有当可控硅的正向电流小于维持电流以后才会关断。储能焊在放电的时候,可控硅一旦导通,焊接电流不受控制,只有等焊接电流为零可控硅关段后才能再次为电容充电(图4)。由于可控硅只能等到焊接电流小于维持电流后才关断,整个放电过程持续时间很长,焊接周期也就比较长。由放电电流波形可以看出(图5),在放电时间后期t2时间段,焊接电流已经变得很小了,对焊接基本上已经没什么作用。通过电流波形还可以看出,电流的峰值很高,很容易造成焊接飞溅,对有些产品来说是不允许的。
技术实现要素:
5.本实用新型要解决的技术问题是:现有储能焊机不能控制放电时间和焊接电流大小的问题。
6.为了解决上述问题,本实用新型的技术方案是提供了一种储能焊机焊接控制电路,其特征在于:包括电源、充电电路、储能元件、igbt放电电路、电流检测单元和控制单元,所述igbt放电电路由四只igbt组成全桥结构,所述电源通过充电电路与储能元件连接,所述储能元件通过igbt放电电路与储能焊机的电极连接,所述电流检测单元的输入端连接所述igbt放电电路的输出端,电流检测单元的输出端连接控制单元的输入端,所述控制单元的输出端分别连接充电电路和igbt放电电路用于充放电控制。
7.优选地,所述igbt放电电路通过焊接变压器与储能焊机的电极连接。
8.优选地,所述储能元件为储能电容,所述储能电容并联在充电电路和igbt放电电路之间。
9.优选地,所述控制单元的输出端分别连接四只igbt的控制端用于控制各个igbt的
导通和关断。
10.优选地,所述充电电路包括三路反向串联的晶闸管和反向二极管,电源的输出端分别连接三个晶闸管的阳极,三个晶闸管的阴极和三个二极管的阳极分别连接储能电容c的两端。
11.所述电流检测单元采用霍尔电流传感器,安装在igbt至焊接变压器的放电回路中,用于检测igbt开通时放电电流的大小和持续时间。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型采用igbt作为储能焊机的放电控制元件,通过igbt对放电过程进行控制,由于igbt是通过触发信号进行导通和关断,关断的时刻可以自由控制,不受主回路电流的影响,实现了储能焊机焊接电流的时间可控和大小可控,解决了采用可控硅放电的储能焊机不能控制放电时间和焊接电流大小的问题。通过对焊接时间的控制,使整个焊接周期缩短,提高了生产效率;通过恒电流控制,在焊接电流有效值相同的情况下,峰值降低很多,有效的抑制了焊接时出现的飞溅现象。
附图说明
14.图1为储能焊原理示意图;
15.图2为采用单只可控硅进行放电控制的示意图;
16.图3为采用四只可控硅进行放电控制的示意图;
17.图4为可控硅放电工作时序图;
18.图5为可控硅放电焊接电流波形图;
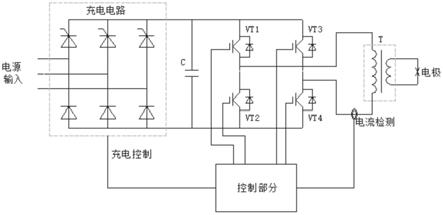
19.图6为本实用新型电路结构示意图;
20.图7为igbt放电工作时序图;
21.图8为本实用新型的恒电流控制电流波形图。
具体实施方式
22.为使本实用新型更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
23.如图6所示,本实用新型一种储能焊机焊接控制电路包括电源、充电电路、储能元件、igbt放电电路、电流检测单元、控制单元、焊接变压器,其中储能元件为储能电容c。
24.充电电路包括三路反向串联的晶闸管和反向二极管,电源的输出端分别连接三个晶闸管的阳极,三个晶闸管的阴极和三个二极管的阳极分别连接储能电容c的两端。igbt放电电路由四只igbt组成全桥结构,四只igbt分别为vt1、vt2、vt3和vt4,vt1和vt3的集电极分别连接储能电容c与电源正极连接的一端,vt2和vt4的发射极分别储能电容c与电源负极连接的一端,焊接变压器的输入端分别连接vt1和vt3发射极,变压器的输出端连接储能焊机的电极。
25.电流检测单元的输入端连接igbt放电电路的输出端,电流检测单元的输出端连接控制单元的输入端,控制单元的输出端分别连接充电电路和四只igbt的门极,控制igbt的开通和关断,并为igbt提供所需要的
±
15v驱动信号,+15v时igbt开通,
‑
15v时igbt关断。电流检测单元采用霍尔电流传感器,安装在igbt至焊接变压器的放电回路中,用于检测igbt开通时放电电流的大小和持续时间,控制单元根据电流的大小和焊接时间控制放电电路的
工作情况。
26.利用igbt的可关断性,实现了对焊接时间的控制,可对焊接时间进行预设,根据预设的焊接时间控制igbt的导通时间。第一次启动焊接时,首先通过充电电路对储能电容c进行充电,充电完成后,控制单元送出放电信号将vt1和vt4导通,焊接变压器工作开始焊接,焊接时间到,控制单元关闭放电信号,vt1和vt4关断,焊接变压器停止工作,焊接完成。再次焊接时,由vt2和vt3导通放电,焊接变压器中的电流方向与前一次相反,下次焊接时再由vt1和vt4放电,依次交替,避免变压器铁芯被磁化。通过对焊接时间的控制,使整个焊接周期缩短,提高了生成效率,如图7所示。
27.在焊接过程中通过对焊接电流的检测,可以实现恒电流控制。预先设置焊接电流的大小,当实际焊接电流到达设定值时,通过控制单元控制关闭放电电路,经过一定时间后再次打开放电电路,实际电流再次到达设定值后,再次关闭放电电路,以此反复,直到焊接时间结束。如图8所示,通过恒电流控制,在焊接电流有效值相同的情况下,峰值降低很多,有效的抑制了焊接时出现的飞溅现象。
技术特征:
1.一种储能焊机焊接控制电路,其特征在于:包括电源、充电电路、储能元件、igbt放电电路、电流检测单元和控制单元,所述igbt放电电路由四只igbt组成全桥结构,所述电源通过充电电路与储能元件连接,所述储能元件通过igbt放电电路与储能焊机的电极连接,所述电流检测单元的输入端连接所述igbt放电电路的输出端,电流检测单元的输出端连接控制单元的输入端,所述控制单元的输出端分别连接充电电路和igbt放电电路用于充放电控制。2.如权利要求1所述的一种储能焊机焊接控制电路,其特征在于:所述igbt放电电路通过焊接变压器与储能焊机的电极连接。3.如权利要求1所述的一种储能焊机焊接控制电路,其特征在于:所述储能元件为储能电容,所述储能电容并联在充电电路和igbt放电电路之间。4.如权利要求1所述的一种储能焊机焊接控制电路,其特征在于:所述控制单元的输出端分别连接四只igbt的控制端用于控制各个igbt的导通和关断。5.如权利要求1所述的一种储能焊机焊接控制电路,其特征在于:所述充电电路包括三路反向串联的晶闸管和反向二极管,电源的输出端分别连接三个晶闸管的阳极,三个晶闸管的阴极和三个二极管的阳极分别连接储能电容的两端。6.如权利要求1所述的一种储能焊机焊接控制电路,其特征在于:所述电流检测单元采用霍尔电流传感器,安装在igbt至焊接变压器的放电回路中,用于检测igbt开通时放电电流的大小和持续时间。
技术总结
本实用新型公开了一种储能焊机焊接控制电路,其特征在于:包括电源、充电电路、储能元件、IGBT放电电路、电流检测单元和控制单元,所述IGBT放电电路由四只IGBT组成全桥结构,所述电源通过充电电路与储能元件连接,所述储能元件通过IGBT放电电路与储能焊机的电极连接,所述电流检测单元的输入端连接所述IGBT放电电路的输出端,电流检测单元的输出端连接控制单元的输入端,所述控制单元的输出端分别连接充电电路和IGBT放电电路用于充放电控制。本实用新型采用IGBT作为储能焊机的放电控制元件,通过IGBT对放电过程进行控制,实现了储能焊机焊接电流的时间可控和大小可控,解决了采用可控硅放电的储能焊机不能控制放电时间和焊接电流大小的问题。流大小的问题。流大小的问题。
技术研发人员:王超 李志刚 杨伟君 王婥约 黄华妹 王芳 赵立萍 金爱明 罗军 肖致富 叶盛兰 唐辉 郝林定 叶苏恂 钱亦平 蔡继芳 傅志全 易兴江 喻文杰 李波 凃修莲
受保护的技术使用者:上海国龙仪器仪表有限公司
技术研发日:2020.11.23
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1