薄壁管件缩口设备的制作方法
1.本实用新型涉及管件加工领域,是一种薄壁管件缩口设备。
背景技术:
2.缩口工艺是指将预先形成的管件或管坯,通过缩口模座将其口部缩小至所需尺寸的一种成型工艺。现有缩口工艺,一般适用壁厚在0.25mm以上的管件,对于薄壁管件则难以满足要求,主要原因在于薄壁管件在缩口模座内缩口时容易起皱,导致质量不合格。现有技术,如中国专利文献刊载的发明专利申请公布号cn107745051a,公布日2018年3月2日,发明申请名称为“一种薄壁金属管缩口模具及缩口方法”,其包括设置有中心缩口通孔的缩口模具本体,中心缩口通孔由前到后依次包括:圆锥成型段、中间直线段、末端直线段,末端直线段的直径大于中间直线段的直径,圆锥成型段和中间直线段上均布分布若干以中间直线段中心轴为轴心的扇形切槽,扇形切槽、圆锥成型段、中间直线段的两两相交处均为圆弧过渡。上述结构虽然能实现薄壁缩口,但是模具本身的精度尺寸要求较高,投入成本较大,且缩口加工尺寸不易调节,故难以实现大批量的工业化加工使用。为此,有待对现有薄壁管件缩口设备进行改进。
技术实现要素:
3.为克服上述不足,本实用新型的目的是向本领域提供一种薄壁管件缩口设备,使其解决现有同类管件缩口设备投入成本较高,缩口尺寸不易调节,难以满足大批量工业化加工使用的技术问题。其目的是通过如下技术方案实现的。
4.一种薄壁管件缩口设备,该缩口设备包括缩口夹具,以及夹紧管件并带动管件旋转的夹管旋转机,夹管旋转机固定于机架;其结构要点在于所述缩口设备包括沿管件径向对管件形成夹紧,并随管件旋转时对管件外壁挤压形成内凹环形槽的缩口夹具,以及带动缩口夹具沿管件轴向运动的移动机构,移动机构包括相对于所述机架滑动设置的滑动底座,以及带动滑动底座沿管件轴向滑动的第二动力缸,第二动力缸固定于所述机架,所述缩口夹具固定于所述滑动底座。通过上述结构,利用缩口夹具实现管中缩径,再拉伸缩口夹具实现拉伸缩口的方式,不仅能有效保证缩口的口径尺寸,且拉伸缩口时管件不易起皱或破损变形,有效保证缩口质量。
5.所述缩口夹具包括夹具本体、夹紧机构,夹具本体的前段为弹性夹紧段,后段为柱形的导向段,弹性夹紧段沿周向形成均匀分布的至少两部分,且各部分周向间设有形变间隙,弹性夹紧段的外周面为前端至后段外径尺寸渐小的锥形面,弹性夹紧段的内部设有适配管件缩口段长度的工作腔,弹性夹紧段的前端设有在所述形变间隙范围内夹紧所述管件并形成所述环形槽的夹紧部;所述夹紧机构包括固定座和第一动力缸,固定座和第一动力缸固定于同一个所述滑动底座,所述固定座内设有套接所述弹性夹紧段锥形面并相抵接触的工作导孔,以及与所述导向段配合并保持夹具本体轴向运动的柱形导孔,夹具本体的导向段后端连接带动夹具本体轴向运动的所述第一动力缸的活塞杆,且当夹具本体随第一动
力缸朝后端方向运动时,夹具本体的锥形面受所述固定座的工作导孔挤压,使夹具本体的夹紧部形成夹紧。以上作为缩口夹具的结构方案之一,采用上述缩口夹具,不仅结构简单,易于调节缩口尺寸,且能实现自动化缩口操作,保证缩口成型质量。
6.所述夹具本体的夹紧部相对于所述弹性夹紧段为装卸式连接。通过该结构,方便更换夹紧部,以适用于不同的缩口工况。
7.作为缩口夹具的另一种方案,所述缩口夹具包括夹具、夹紧机构,所述夹具包括相对于所述管件周向分布的至少两个夹头,以及对夹头朝管件方向夹紧形成导向的夹紧座,夹紧座前端设有适配所述管件缩口段长度的腔体,夹紧座的腔体周向设有适配所述夹头伸缩的导孔,所述夹头一端伸入所述腔体内,且该端设有挤压管件并形成所述环形槽的夹部,另一端伸出导孔并设有限位于导孔外侧的导向块,导向块与导孔外端之间设有套接于夹头的复位弹簧;所述夹紧机构包括导向推杆和第一动力缸,所述夹紧座设有适配所述导向推杆伸缩滑动的导向滑孔,且导向推杆一端伸出导向滑孔与所述夹头外端的导向块接触,另一端伸出导向滑孔连接所述第一动力缸的活塞杆,且导向推杆随所述第一动力缸的推动作用时,导向推杆推动所述导向块,并使所述夹头朝夹紧座的腔体内运动,即夹头的夹部达到夹紧管件并形成所述环形槽的位置;所述夹紧座和所述第一动力缸固定于同一个所述滑动底座。采用上述缩口设备,同样结构较为简单,易于调节缩口尺寸,且能实现自动化缩口操作,保证缩口成型质量。
8.所述夹紧座的腔体内固定设有对待缩口的管件内径尺寸匹配的定位模芯。通过该结构,实现对待缩口管件管端的定位,提高缩口作业的稳定性,有利于保证缩口质量。
9.所述导向推杆和所述夹具的导向块两者接触部位的其一为杆,另一者为斜面。即通过杆与斜面配合形成力的传导,实现导向推杆的轴向运动联动导向块带动夹头的伸缩运动,实现夹头对管件的夹紧操作。
10.所述第一动力缸、第二动力缸均为气缸、液压缸或电动缸任意一种。以上均能提供轴向力,实现推拉的目的。
11.本实用新型整体结构较为简单,装配使用较为方便,缩口成型效率较高,尺寸精度好,且缩口口径调节较为方便,满足大批量工业化加工生产的需求,尤其适用于壁厚尺寸小于0.25mm的薄壁管件缩口加工使用,或同类缩口设备的结构改进。
附图说明
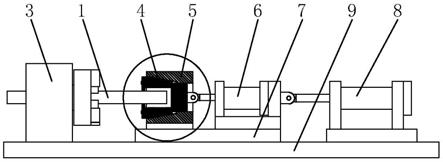
12.图1是本发明的缩口设备方案一结构示意图,图中局部作了剖视和框定。
13.图2是图1框定部分的放大结构示意图。
14.图3是图1中夹具本体端面结构示意图。
15.图4是图1中夹具本体的立体拆分结构示意图。
16.图5是本发明的缩口设备方案二结构示意图,图中局部作了剖视和框定。
17.图6是图5框定部分的放大结构示意图。
18.图7是图5中夹具结构示意图。
19.图8是图7的立体结构示意图。
20.图中序号及名称为:1、管件,2、夹具,201、夹头,202、夹部,203、导向块,3、夹管旋转机,4、夹具本体,401、弹性夹紧段,402、导向段,403、锥形面,404、工作腔,405、夹紧部,
406、形变间隙,5、固定座,501、工作导孔,502、柱形导孔,6、第一动力缸,7、滑动底座,8、第二动力缸,9、机架,10、夹紧座,1001、腔体,1002、导孔,1003、导向滑孔,11、复位弹簧,12、定位模芯,13、导向推杆。
具体实施方式
21.现结合附图,对本实用新型作进一步描述。
22.该缩口设备包括缩口夹具,以及夹紧管件1并带动管件旋转的夹管旋转机3,夹管旋转机固定于机架9。缩口设备包括沿管件径向对管件形成夹紧,并随管件旋转时对管件外壁挤压形成内凹环形槽的缩口夹具,以及带动缩口夹具沿管件轴向运动的移动机构,移动机构包括相对于机架滑动设置的滑动底座7,以及带动滑动底座沿管件轴向滑动的第二动力缸8,第二动力缸为气缸、液压缸或电动缸任意一种,第二动力缸固定于机架,缩口夹具固定于滑动底座。
23.如图1
‑
图4所示为本实用新型缩口夹具的第一种实施方案结构,具体为:缩口夹具包括夹具本体4、夹紧机构,夹具本体的前段为弹性夹紧段401,后段为柱形的导向段402,弹性夹紧段沿周向形成均匀分布的至少两部分,且各部分周向间设有形变间隙406,弹性夹紧段的外周面为前端至后段外径尺寸渐小的锥形面403,弹性夹紧段的内部设有适配管件1缩口段长度的工作腔404,弹性夹紧段的前端设有在形变间隙范围内夹紧管件并形成环形槽的夹紧部405。夹紧机构包括固定座5和第一动力缸6,固定座和第一动力缸固定于同一个滑动底座7。固定座内设有套接弹性夹紧段锥形面并相抵接触的工作导孔501,以及与导向段配合并保持夹具本体轴向运动的柱形导孔502,夹具本体的导向段后端连接带动夹具本体轴向运动的第一动力缸的活塞杆,且当夹具本体随第一动力缸朝后端方向运动时,夹具本体的锥形面受固定座的工作导孔挤压,使夹具本体的夹紧部形成夹紧。上述第一动力缸为气缸、液压缸或电动缸任意一种。
24.为了方便适配不同尺寸的缩口工艺,上述夹具本体4的夹紧部405相对于弹性夹紧段401设置为装卸式连接,具体如图3所示,采用螺栓件将夹紧部与弹性夹紧段端面固定。从而更换夹紧部即可实现缩口尺寸的调节,较为方便。
25.如图5
‑
图8所示为缩口夹具的第二种实施方案结构,具体为:缩口夹具包括夹具2、夹紧机构,夹具包括相对于管件1周向分布的至少两个夹头201,以及对夹头朝管件方向夹紧形成导向的夹紧座10,夹紧座前端设有适配管件缩口段长度的腔体1001,夹紧座的腔体周向设有适配夹头伸缩的导孔1002,夹头一端伸入腔体内,且该端设有挤压管件并形成环形槽的夹部202,另一端伸出导孔并设有限位于导孔外侧的导向块203,导向块与导孔外端之间设有套接于夹头的复位弹簧11。夹紧机构包括导向推杆13和第一动力缸6,夹紧座设有适配导向推杆伸缩滑动的导向滑孔1003,且导向推杆一端伸出导向滑孔与夹头外端导向块的斜面接触,另一端伸出导向滑孔连接第一动力缸的活塞杆,且导向推杆随第一动力缸的推动作用时,导向推杆的杆端推动导向块的斜面,并使夹头朝夹紧座的腔体内运动,即夹头的夹部达到夹紧管件并形成环形槽101的位置。夹紧座和第一动力缸均固定于同一个滑动底座7,上述第一动力缸为气缸、液压缸或电动缸任意一种。
26.为了进一步保证缩口过程的稳定性,以及保证缩口质量,夹紧座10的腔体1001内固定设有对待缩口的管件1内径定位配合的定位模芯12。
27.上述第一种缩口设备的工作过程为:首先将待缩口的钢管夹紧固定于夹管旋转机3,然后控制第二动力缸8推动滑动底座7,带动夹具本体4移动,并使钢管待缩口段伸入夹具本体的工作腔404内,然后开启夹管旋转机带动钢管旋转,同时控制第一动力缸6工作,第一动力缸缓慢拉动夹具本体,夹具本体的夹紧部405缓慢夹紧钢管,并对钢管管壁形成向内的挤压,直至达到所设定的深度,此时钢管外壁即形成所需内凹尺寸的环形槽。接下来,控制第二动力缸8缓慢拉动滑动底座7,带动固定座5、夹具本体、第一动力缸一同沿钢管轴向运动,夹具本体的夹紧部随之沿钢管缩口端轴向运动,直至脱离钢管端口,从而实现钢管的缩口段成型,即完成一次钢管缩口操作。
28.上述第二种缩口设备的工作过程与上述第一种缩口设备的工作过程基本相似,仅夹具2的夹紧过程有区别,主要区别在于夹具的夹头201随第一动力缸6推动导向推杆13时形成夹紧,反之为解除夹紧。
29.以上内容旨在说明本实用新型的技术手段,并非限制本实用新型的技术范围。本领域技术人员结合现有公知常识对本实用新型做显而易见的改进或替换,亦落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1