一种可变形的不锈钢罐焊接电动托架装置的制作方法
1.本实用新型涉及一种可变形的不锈钢罐焊接电动托架装置,属于工业装备制造领域。
背景技术:
2.目前,在焊接不锈钢罐的工艺中,会使用一些工装设备,如:四角支撑架、或四角滚轮、以及可调整高度或调整任意一个角度的四角滚轮,这些装备虽能起到一定的作用,但仍存在一定的不足,如:只适合弧形的工件加工,不适合对平面的等形状的工件的加工,为此,为了节约资源,一物多用,人们需要一种更完善的产品或技术方案能够尽快产生,本实用新型正是为了满足人们的生产需要而提出的新的技术方案。
技术实现要素:
3.本实用新型所提出的一种新的解决方案是一种可变形的不锈钢罐焊接电动托架装置,其特征是:它包括承重架上设置气压千斤顶,气压千斤顶上设置不锈钢罐焊接工作台,该不锈钢罐焊接工作台由a台通过大铰链连接b台,a台和b台的结合处各设置供连接用的耳环,大铰链与所述耳环活动连接,在该大铰链的下方连接了气压千斤顶,在a台和b台下方设置小铰链,小铰链连接在气压千斤顶的上端;气压千斤顶能够推动大铰链上下移动,使不锈钢罐焊接工作台呈上凸、或下凹、或整体平直状的变形;或气压千斤顶能够推动大铰链和小铰链向上或向下移动,使不锈钢罐焊接工作台整体向上或向下移动;在a台上设置主动轮和轮架、电机轮装置和电机架,电机轮装置包括电机的轴连接辊轮,辊轮设置在两个主动轮之间并且紧靠着两个主动轮,在b台上设置两个被动轮和轮架,气泵上设置主电磁阀和四通接口,四通接口的一个接口连接气泵的出气口,四通接口的另外三个接口上各连接一个分电磁阀,分电磁阀通过输气管连接气压千斤顶;所述控制开关的按键通过电源线连接外部电源、电机、气泵上的主电磁阀、分电磁阀;控制开关设置了面板和开关按键,该面板上设置了带有“变形升”、“变形降”、“同步升”、“同步降”、“左转”、“右转”、“停止”字样的按键,控制开关上的按键与四通接口所连接的三个分电磁阀连接;承重架底部设置底轮;所述大铰链或小铰链包括轴座和轴承。
4.本技术方案还在于:所述的控制开关设置在不锈钢罐焊接工作台上,或设置在承重架上。
5.本技术方案还在于:所述的大铰链或小铰链包括轴承安装在轴座中,大铰链上的轴承通过使用轴活动连接a台和b台的结合处设置的耳环。
6.本实用新型技术方案与现有技术相比所具有的优点和积极有意义的效果在于:
7.1、不仅能够适应弧形的工件或不锈钢罐体的加工,还能适应平面工件的加工;
8.2、还适应人字形坡度工件的加工,或v形工件的加工;
9.3、使不锈钢罐焊接工作台整体向上或向下移动,调整整体高度;
10.4、可变形,一机多用,节约资源。
附图说明
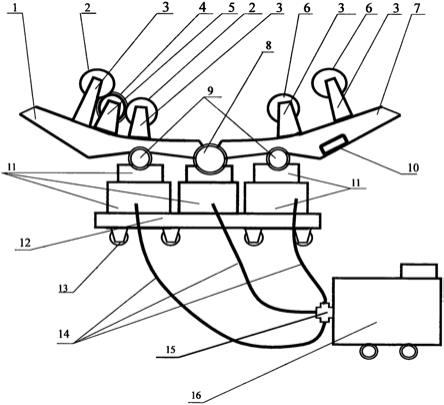
11.图1是本实用新型一种可变形的不锈钢罐焊接电动托架装置的实施例的结构示意图。
12.图中,1、a台,2、主动论,3轮架,4、电机轮装置、5、电机架,6、被动轮,7、b台,8、大铰链,9、小铰链,10、控制开关,11、气压千斤顶,12、承重架,13、底轮,14、输送管,15、四通接口,16、气泵。
具体实施方式
13.参见图1,本方案包括金属制作的承重架12上设置气压千斤顶11,该气压千斤顶11是外购的,气压千斤顶11上设置安装不锈钢罐焊接工作台,该不锈钢罐焊接工作台由a台1通过设置的大铰链8连接b台7,a台1和b台7的结合处各设置供连接用的耳环,大铰链8与所述耳环活动连接,大铰链或小铰链包括轴承安装在轴座中,大铰链8上的轴承通过使用轴活动连接a台和b台的结合处设置的耳环,如:有间隙的铆接,在该大铰链8的下方通过焊接或使用螺栓连接在气压千斤顶11的上端;气压千斤顶11上端通过焊接或使用螺栓连接了小铰链9,该小铰链9与a台1和b台7的下方通过焊接或使用螺栓连接,所述气压千斤顶11能够推动大铰链8上下移动,使该不锈钢罐焊接工作台呈上凸呈人字形、或下凹呈v形、或整体平直状的变形;或气压千斤顶11能够推动大铰链8、小铰链9同步上下移动,使不锈钢罐焊接工作台整体向上或向下移动;在a台1上焊接轮架3,轮架3上安装主动轮2、以及安装电机架5,电机架5上安装电机轮装置4,所述电机轮装置4,是由电机的轴连接辊轮构成,辊轮设置在两个主动轮2之间,并且无间隙地紧靠两个主动轮2,以便能够摩擦带动2个主动轮转动,在b台7上设置轮架3,轮架3连接被动轮6,气压千斤顶11通过输送管与气泵16上的四通接口15连接,控制开关10通过电源线连接外部电源、电机、气泵15、主电磁阀、分电磁阀,所述的大、小铰链的形式通常是两个重叠的轴承座中设置轴承,轴承座能够与气压千斤顶11、或a台1和b台7焊接,轴承与耳环通过设置轴连接;气压千斤顶11焊接或使用螺栓固定在承重架12上,承重架12底部设置底轮13便于整体移动;所述气泵16上设置主电磁阀以及出气口上设置安装了四通接口15,该四通接口15的一个接口与气泵16上出气口连接,其他三个接口各连接一个分电磁阀,每个分电磁阀连接输气管14,输气管14的另一端与各气压千斤顶11连接,所述的控制开关10设置在外设的不锈钢罐焊接工作台上,或设置在承重架12上,控制开关10的按键连接了电机、气泵16、主电磁阀、分电磁阀,所述控制开关10设置了面板和开关按键,该面板上设置了带有“变形升”、“变形降”、“同步升”、“同步降”、“左转”、“右转”、“停止”字样的按键,控制开关10上的按键与四通接口15所连接的三个分电磁阀连接;本方案中除开关10、导线、输送管14、主电磁阀、分电磁阀以及外设的电器部分以外,其他各个部件采用金属材料制作。
14.本方案在使用时,接通电源和控制开关10、气泵16、电磁阀,将输送管14与气压千斤顶11、四通接口15、气泵16连接好,按动控制开关10上设置的“变形升”按钮,气泵16上的主电磁阀、和连接大铰链下方的气压千斤顶11上的输气管14的分电磁阀打开并输送气体,其他分电磁阀关闭,a台1和b台7的连接处下方的气压千斤顶11向上移动,使该不锈钢罐焊接工作台中央上凸呈人字形、或整体平直状的变形;按动控制开关10上设置的“变形降”按钮,连接大铰链下方的气压千斤顶11上的输气管14的分电磁阀打开,各主、分电磁阀关闭停
止输气,在重力作用下,气压千斤顶11中的气体被挤压,气体通过输气管14从打开的分电磁阀中排出,使该不锈钢罐焊接工作台中央下凹呈v形;当按动控制开关10上的“同步升”按钮,各主、分电磁阀打开并输送气体,气泵15接通气压千斤顶11能够推动大铰链8、小铰链9同步向上移动,使不锈钢罐焊接工作台整体向上移动;当按动控制开关10上的“同步降”按钮,气泵16上的主电磁阀关闭停止输气,其他分电磁阀打开泄气,气压千斤顶11在不锈钢罐焊接工作台整体和工件的重力作用下向下移动;当按动控制开关10上的“左转”按钮时,电机轮装置4向左转动,并带动两个主动轮2向左转动,放置在主动轮2和被动轮6上面的不锈钢罐开始向左转动;当按动控制开关10上的“右转”按钮时,电机轮装置4向右转动,并带动两个主动轮2向右转动,放置在主动轮2和被动轮6上面的不锈钢罐开始向右转动;当按动控制开关10上的“停止”按钮时,电源断开,停止工作;上述技术方案构成一套使用方案,适合中小型不锈钢罐的加工,如对大型不锈钢罐加工,通常采用相同两套本技术方案,以保证工件的稳固性,采用本技术方案不仅能够适应弧形的工件或不锈钢罐体的加工,还能适应平面工件的加工,如:整体变形调整水平,还适应人字形坡度工件的加工,或v形工件的加工,使不锈钢罐焊接工作台整体向上或向下移动,调整整体高度,可变形,一机多用,节约资源。
15.本实用新型涉及的普通技术人员,在本实用新型的权利要求范围内所做的更改等,也应当属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1