一种适用于无内冷数控设备的U钻钻深测定装置的制作方法
一种适用于无内冷数控设备的u钻钻深测定装置
技术领域
1.本技术涉及数控加工技术领域,具体涉及一种适用于无内冷数控设备的 u钻钻深测定装置。
背景技术:
2.u钻作为一种高效的加工刀具普遍的应用在机床钻孔上,但是对于没有内冷系统的机床,直接按照一般方法使用u钻,会直接损坏刀具和工件。压路机钢轮、偏心块、侧板为主的零部件材料一般为q235和q345,同时需要加工φ26到φ40 的光孔。其中对于φ40左右的光孔,如果使用锥柄麻花钻进行加工,则进给只能打到10mm/min,加工效率很低。而如果使用整体硬质合金的钻头,则相对成本较高。
3.一般u钻都是使用数控系统自带的循环进行加工,而这种循环实际就是u 钻匀速的切削到底,但是因为设备没有内冷,直接使用这种加工方式,会造成u 钻加工到一定深度后,外冷切削液进入刀尖的润滑量变少,整体冷却效果也变差,因此只能使用变速切削的加工工艺。
4.所谓变速切削的加工工艺,就是先像cycle81循环一样匀速切削一段深度,然后变速切削,每切削一小段深度后,刀具自转一段时间,这段时间内刀具不进给,靠自转断屑,然后重复上述过程,变速加工直到钻通为止。
5.但是,这种工艺需要确定两个因素:一、匀速切削的深度是多少,占总钻深的百分比。二、后面变速切削部分,每次进给的深度和自转断屑的时间。
6.其中切削的深度是靠切削出的铁屑温度进行测定,然而,实际应用中,u钻切削飞出的铁屑为短小的片状铁屑,飞出较快难以测量温度。
技术实现要素:
7.针对现有技术中存在的问题,本技术提供一种适用于无内冷数控设备的 u钻钻深测定装置,以达到与测温仪相互配合,得到一种适合无内冷设备的u钻加工装置,使得原设备不用进行二次改造就能以一种相对经济的方式提高钻孔效率的有益效果。
8.本技术提供一种适用于无内冷数控设备的u钻钻深测定装置,包括前刀体、前刀片、推力球轴承、顶紧弹簧和后压紧环,所述前刀片设置在前刀体上,所述后压紧环通过顶紧弹簧与推力球轴承的一侧相连,所述推力球轴承的另一侧与前刀体相连,所述前刀体远离推力球轴承的一端为锥形,所述前刀体的中部设有用于u钻穿过的通孔。
9.优选的,所述前刀体包括连接部和连接头,所述连接头设置在连接部上远离推力轴承的一侧,所述前刀片设置在连接头上;所述连接部为中部设有通孔的柱状,所述连接部与推力球轴承固定连接,所述连接头的数量为两个,两个连接头对称的设置在连接部上,两个连接头的横切面均为扇形,两个前刀片的切削端连线经过前刀体的中心;所述连接头上远离前刀片的一端顶部设有弧形内凹槽,所述弧形内凹槽为反向铁屑清洁区。
10.优选的,两个所述连接头之间设有水平连接面,所述水平连接面包括相互平行的
凸起水平面和内凹水平面,所述凸起水平面和内凹水平面成阶梯状,所述凸起水平面和内凹水平面通过倾斜过渡面相连,所述内凹水平面、倾斜过渡面和连接头的一侧围成碰撞减速区,所述前刀片设置在靠近连接头上靠近碰撞减速区的一侧上。
11.优选的,所述倾斜过渡面与两个前刀片切削端的连线之间的夹角为a,a 的度数为30度。
12.优选的,所述后压紧环上设有开口。
13.优选的,所述后压紧环中设有凹槽,所述顶紧弹簧压入在所述凹槽内。
14.优选的,所述锥形的锥度为b,b的取值为80度
‑
85度。
15.优选的,所述后压紧环上设有紧固螺栓。
16.优选的,所述后压紧环与前刀体的中心线重合。
17.优选的,所述前刀体上设有测温仪。
18.本技术的有益效果在于:
19.本发明提供的适用于无内冷数控设备的u钻钻深测定装置,旨在提高老旧设备加工效率,在低投资或不投资的情况下,使用该装置在无内冷的设备上使用u钻。因为没有内冷,直接使用普通工艺会烧毁刀具,需要使用变速切削的工艺,即u钻在直接进给切削一段深度后,改成进给0.2
‑
0.5mm,然后轴向不进给旋转3圈断屑,接着再进给0.2
‑
0.5mm,轴向不进给旋转3圈断屑,重复这一过程直到孔底。这里需要确定匀速切削和变速切削变化点的位置,以便最大的提高加工效率。而本发明设计的u钻钻深测定装置就起到这个作用,配合红外测温仪,通过检测铁屑温度急剧变化点,确定变速位置,然后完成u钻快速切削,可以提高钻孔效率50%以上。
20.此外,本技术设计原理可靠,结构简单,具有非常广泛的应用前景。
附图说明
21.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
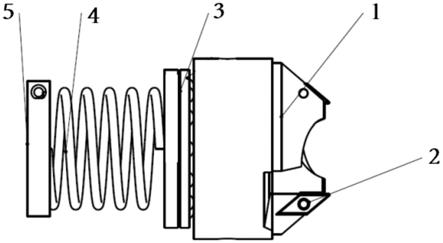
22.图1是本技术一个实施例中u钻钻深测定装置的结构示意图。
23.图2是本技术一个实施例中后压紧环的主视结构示意图。
24.图3是本技术一个实施例中后压紧环的侧视结构示意图。
25.图4是本技术一个实施例中前刀体的主视结构示意图。
26.图5是本技术一个实施例中前刀体的俯视结构示意图一。
27.图6是本技术一个实施例中前刀体的侧视结构示意图一。
28.图7是本技术一个实施例中前刀体的侧视结构示意图二。
29.图8是本技术一个实施例中前刀体的俯视结构示意图二。
30.图9是本技术一个实施例中前刀体的侧视结构示意图三。
31.图10是本技术一个实施例中u钻钻深测定装置与u钻的装配结构示意图。
32.图中,1、前刀体,2、前刀片,3、推力球轴承,4、顶紧弹簧,5、后压紧环,6、u钻,7、通孔,101、连接部,102、连接头,8、弧形内凹槽, 9、凸起水平面,10、内凹水平面,11、倾斜过渡面,12、凹槽,13、紧固螺栓,14、侧固刀柄。
具体实施方式
33.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
34.下面对本技术中出现的关键术语进行解释。
35.u钻:即可转位钻头、快速钻等,刀具主体为整体结构,切削刃为可拆卸的硬质合金刀片组成,可以看做一种特殊刃型类型的铣刀,相对于传统麻花钻,可以使用更大的进给和转速,一般作为一种相对经济且高速的切削刀具使用。
36.内冷系统:机床的冷却系统,切削液经过单独的集液箱过滤处理后,高压的从主轴中心喷出,配合带内冷进路的刀具,切削液可以高压的从刀具刀尖喷出,相对于外部冷却有更好的冷却和断屑效果。
37.如图1所示,本技术提供的适用于无内冷数控设备的u钻钻深测定装置,包括前刀体1、前刀片2、推力球轴承3、顶紧弹簧4和后压紧环5。所述前刀片2设置在前刀体1上,前刀片用于切断较长的铁屑。所述后压紧环5通过顶紧弹簧4与推力球轴承3的一侧相连,所述推力球轴承3的另一侧与前刀体1相连,所述后压紧环5与前刀体1的中心线重合。
38.如图2
‑
图3所示,所述后压紧环5中设有环形的凹槽12,所述顶紧弹簧4压入在所述凹槽12内与后压紧环5固定连接。所述后压紧环5上设有开口。所述后压紧环5上设有紧固螺栓13,紧固螺栓13用于对后压紧环5 进行紧固。
39.所述前刀体1的中部设有用于u钻6穿过的通孔7。本实施例中所指的 u钻的刀片包括三角形刀片和四边形刀片或者其他形状的刀片结构,本实施例以四边形刀片为例。
40.如图4
‑
图6所示,所述前刀体1包括连接部101和连接头102,所述连接头102设置在连接部101上远离推力轴承3的一侧,所述前刀片2设置在连接头102上。所述连接部101位柱状结构,所述连接部101的中部设有通孔7,u钻6穿过该通孔7。所述连接部101的左端与推力球轴承3固定连接。所述连接头102的数量为两个,两个连接头102对称的设置在连接部101上,两个连接头102的横切面均为扇形,两个前刀片2的切削端连线经过前刀体 1的中心。所述连接头102上远离前刀片2的一端顶部设有弧形内凹槽8,所述弧形内凹槽8为反向铁屑清洁区,反向清洁区成一个弧形的球窝状。
41.两个所述连接头102之间设有水平连接面,所述水平连接面包括相互平行的凸起水平面9和内凹水平面10,所述凸起水平面9和内凹水平面10成阶梯状,所述凸起水平面9高于内凹水平面10。所述凸起水平面9和内凹水平面10通过倾斜过渡面11相连,所述内凹水平面10、倾斜过渡面11和连接头102的一侧围成碰撞减速区,碰撞减速区可以保证对飞出的铁屑进行减速和积存。所述前刀片2设置在靠近连接头102上靠近碰撞减速区的一侧上。
42.如图7所示,所述前刀体1远离推力球轴承3的一端为锥形,所述锥形的锥度为b,b的取值为80度
‑
85度。本实施例中,b的取值为81.2度。
43.如图8和图9所示,所述倾斜过渡面11与两个前刀片切削端的连线之间的夹角为a,a的度数为30度。倾斜过渡面11的倾斜角度为e,e的取值为135度。前刀体1的直径为c,c的取值为φ80mm,通孔7的直径为d,本实施例中,d的取值为φ40mm。
44.碰撞减速区主要起对飞起的细小铁屑碰撞减速的作用,铁屑积存一定数量或长度后,上方超出部分由安装刀片切断,下方积存超出30度区域范围后,进入倾斜135度的过渡区,改变铁屑末端的倾斜方向以便更好的飞出,最后经过向外倾斜8度左右的面向外飞出,这既保证了铁屑的长度方便检测温度,又保证了不会太长缠绕刀体。另外如果出现反向缠绕的铁屑,会被反向铁屑清除区甩出。
45.所述前刀体1上设有测温仪,测温仪与前刀体1集成设置。在其他实施例中,测温仪也可以与前刀体采用分体设置。测温仪设置在碰撞减速区,测温仪用于对铁屑进行测温。因为u钻切削出的铁屑在达到有效钻深前是短小片状的,在有效钻深后时长条状的,由于前刀体的结构设计,使得前刀体上前刀片的切削刃处可以满足在有效钻深前,碰撞减速区用于寄存铁屑,方便使用红外测温仪测定温度变化,在有效钻深后切断铁屑。
46.本实施例的实施方式为:
47.如图10所示,实际工作过程中,先将后压紧环5套在所需测量的u钻6 上,拧紧侧面紧固螺栓13,然后将顶紧弹簧4的末端压入后压紧环5的凹槽 12中,后压紧环5连接到侧固刀柄14上。然后安装推力球轴承3,该轴承的作用主要保证测量时超过有效钻深后,顶紧弹簧4压缩可以提供对前刀体 1部分压紧力,使得前刀体1对u钻6实现差速转动,将后续出现的长条状铁屑切断,防止缠绕损坏刀体。
48.通过变换变速切削过程中每次进给的深度和自转断屑时间,观察飞出的铁屑颜色、长度和断屑效果。得出试验结果为自转断屑必须要保证在u钻轴向不进给的情况下,自转最少3圈,才能保证断屑效果。而每次切削的深度,根据u钻直径大小而变化,加工φ40孔u钻每次进给0.25mm,加工φ34孔 u钻每次进给0.4mm,加工φ26孔u钻每次进给0.5mm。
49.在转速800r/min左右、进给60
‑
80mm/min的切削参数下,在u钻刀具上安装适用于无内冷数控设备的u钻钻深测定装置。进行旋转切削,通过红外测温仪检验铁屑温度,测出匀速加工的钻深,将所得参数输入到uz1程序中,然后在主程序中调用uz1程序在机床使用外部冷却的情况下,进行高速 u钻切削。
50.本发明提供的适用于无内冷数控设备的u钻钻深测定装置,旨在提高老旧设备加工效率,在低投资或不投资的情况下,使用特殊装置及工艺在无内冷的设备上使用u钻。因为没有内冷,直接使用普通工艺会烧毁刀具,需要使用变速切削的工艺,即u钻在直接进给切削一段深度后,改成进给 0.2
‑
0.5mm,然后轴向不进给旋转3圈断屑,接着再进给0.2
‑
0.5mm,轴向不进给旋转3圈断屑,重复这一过程直到孔底。这里需要确定匀速切削和变速切削变化点的位置,以便最大的提高加工效率。而设计的装置就起到这个作用,配合红外测温仪,通过检测铁屑温度急剧变化点,确定变速位置,然后将坐标点输入到专用的循环程序中完成u钻快速切削,可以提高钻孔效率50%以上。
51.尽管通过参考附图并结合优选实施例的方式对本技术进行了详细描述,但本技术并不限于此。在不脱离本技术的精神和实质的前提下,本领域普通技术人员可以对本技术的实施例进行各种等效的修改或替换,而这些修改或替换都应在本技术的涵盖范围内/任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1