在线式全自动合金焊接机的制作方法
1.本实用新型涉及机械设备技术领域,特别是一种在线式全自动合金焊接机。
背景技术:
2.现有的陶瓷基板合金芯片焊接工艺中,普遍存在焊接效率低及焊接效果和同一性不理想的情况,同时现有焊接设备较为孤立,无法在线生产,产品生产周期难以控制。
3.鉴于上述情况,有必要对现有的焊接设备加以改进,使其能够满足自动化焊接的需要。
技术实现要素:
4.本实用新型的目的是为了解决上述问题,设计了一种在线式全自动合金焊接机。
5.实现上述目的本实用新型的技术方案为,在线式全自动合金焊接机,包括上框架和下框架,还包括,设置于所述下框架上的两台移载机构、设置于两台所述移载机构之间的加热台和冷却台、设置于两台所述移载机构一侧的伺服横移机构、与所述伺服横移机构相连接的吸取机构,其中所述移载机构、加热台、冷却台、横移机构和吸取机构均位于所述上框架内,所述吸取机构位于所述移载机构、加热台和冷却台的上方。
6.作为本实用新型的进一步说明,所述加热台包括设置于所述下框架上的第一支撑座、从下至上依次设置的硬质隔热瓦、陶瓷板和加热板、嵌于所述加热板内的加热器和电热偶,其中所述加热板为铝制加热板,所述硬质隔热瓦位于所述第一支撑座上。
7.作为本实用新型的进一步说明,所述冷却台包括设置于所述下框架上的第二支撑座、设置于所述第二支撑座上的水路板、盖于所述水路板上的导热盖板、套设于所述第二支撑座上的水槽、设置于水槽内的水管、与所述水槽的底面相连接的防水阀门,其中所述水槽呈回字型,所述水管的一端穿过所述水槽的底面、另一端与所述水路板连通,所述防水阀门远离所述伺服横移机构。
8.作为本实用新型的进一步说明,所述移载机构包括设置于所述下框架上的连接板、设置于所述连接板上的第一限位板和第二限位板、设置于所述第一限位板和所述第二限位板之间的活动板、设置于所述第一限位板和所述活动板之间的驱动电机、设置于所述驱动电机一侧的驱动轴、套设于所述驱动轴上的两个主动轮、设置于所述主动轮上方的多个同步轮、缠绕于多个所述同步轮和所述主动轮上且闭合的驱动皮带、两端分别与所述第一限位板和所述第二限位板相连接的两根第一丝杆、分别设置于两根所述第一丝杆下方的两根第二丝杆、与其中一根所述第二丝杆靠近所述第二限位板的一端相连接的手轮、套设于所述第一丝杆和所述第二丝杆上的直线轴承,其中所述直线轴承与所述活动板相连接。
9.作为本实用新型的进一步说明,两个所述主动轮、多个所述同步轮分别与所述第一限位板和所述活动板相对的面相连接。
10.作为本实用新型的进一步说明,所述第二丝杆连接有手轮的一端穿过所述第二限位板,两根所述第二丝杆之间通过带传动做同步运动。
11.作为本实用新型的进一步说明,所述驱动电机和所述驱动轴之间通过带传动进行旋转驱动。
12.作为本实用新型的进一步说明,所述吸取机构包括与所述伺服横移机构相连接的第一移动板、设置于所述移动板远离所述伺服横移机构的面上的伺服竖移机构、与所述伺服竖移机构相连接的第二移动板、与所述第二移动板呈垂直状相连接的第一导向板、设置于所述第一导向板下方的第二导向板、将所述第一导向板和所述第二导向板相连接的限位柱、与所述第二导向板远离所述第一导向板的面相连接的固定板、穿过所述固定板的气管接头、与所述气管接头的一端相连接的吸嘴,其中所述气管接头的进气口连接有负压源。
13.作为本实用新型的进一步说明,所述吸嘴设置有四个,四个所述吸嘴分别靠近于所述固定板的四个角,所述吸嘴为陶瓷材质的吸嘴。
14.其有益效果在于,本实用新型通过设置有移载机构对载具进行传输,通过调整活动板与第一限位板之间的距离,适用于多规格的载具,移载机构适用范围广;通过设置将加热台中加热板采用铝制,同时加热器和热电偶配合闭环控制,实现更加精准的温度控制,能够更好地完成焊接,通过硬质隔热瓦和陶瓷板进行隔热;通过把冷却台中的导热盖板采用纯铜质,能够快速的传导合金芯片的热量,将水路设计成连环的s形,提高冷却水的流域面积,提高冷却水的使用效率;通过设置有伺服横移机构实现了吸取机构整体x方向上的移动;通过吸取机构对载具进行吸取并转移,吸嘴通过气管接头的进气口连接有负压源实现吸取,吸嘴选用陶瓷材质,具有隔热作用,延长使用寿命;本实用新型结构简单,实用性强,设备采用全自动控制,在线式生产,生产成本显著降低,焊接效率高,极大地提高了生产效率及产品生产的统一性。
附图说明
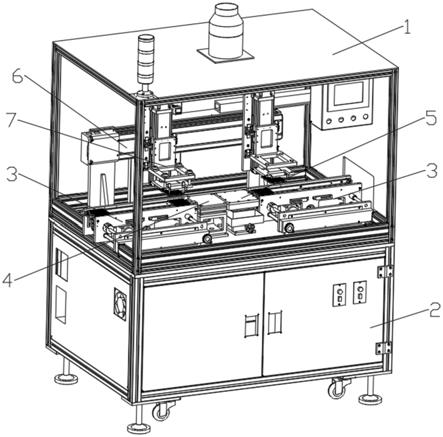
15.图1是本实用新型的结构示意图;
16.图2是本实用新型所述移载机构的结构示意图;
17.图3是本实用新型所述加热台的结构示意图;
18.图4是本实用新型所述冷却台的结构示意图;
19.图5是本实用新型所述水路板的结构示意图;
20.图6是本实用新型所述伺服横移机构和所述吸取机构的结构示意图;
21.图中,1、上框架;2、下框架;3、移载机构;301、连接板;302、第一限位板;303、第二限位板;304、活动板;305、驱动电机;306、驱动轴;307、主动轮;308、同步轮;309、驱动皮带;310、第一丝杆;311、第二丝杆;312、手轮;313、直线轴承;4、加热台;401、第一支撑座;402、硬质隔热瓦;403、陶瓷板;404、加热板;5、冷却台;501、第二支撑座;502、水路板;503、导热盖板;504、水槽;505、水管;506、防水阀门;6、伺服横移机构;7、吸取机构;701、第一移动板;702、伺服竖移机构;703、第二移动板;704、第一导向板;705、第二导向板;706、限位柱;707、固定板;708、气管接头;709、吸嘴。
具体实施方式
22.由于现在对于自动化焊接地要求越来越高,而现有的焊接设备较为孤立、无法在线生产、产品生产周期难以控制、工作效率低等问题,因此我们设计了一种在线式全自动合
金焊接机,下面将根据附图对本实用新型的技术方案做详细地阐述;
23.如图1
‑
图6所示,在线式全自动合金焊接机,包括上框架1和下框架2,设置于下框架2上的两台移载机构3、设置于两台移载机构3之间的加热台4和冷却台5、设置于两台移载机构3一侧的伺服横移机构6、与伺服横移机构6相连接的吸取机构7,其中移载机构3、加热台4、冷却台5、横移机构和吸取机构7均位于上框架1内,吸取机构7位于移载机构3、加热台4和冷却台5的上方;在本实用新型工作时,合金芯片被放到载具上,载具会依次经过移载机构3、加热台4、冷却台5和移载机构3,在这个过程中采用吸取机构7对载具进行转移。
24.下面将按照载具依次经过的顺序对相应的机构做详细阐述,移载机构3设置有两台,一台是用于将合金焊接前其载具的传送至加热台4、另一台是用于将合金芯片焊接完成后其载具传输至下一工序,两台移载机构3在结构上是一样的,具体为:移载机构3包括设置于下框架2上的连接板301、设置于连接板301上的第一限位板302和第二限位板303、设置于第一限位板302和第二限位板303之间的活动板304、设置于第一限位板302和活动板304之间的驱动电机305、设置于驱动电机305一侧的驱动轴306、套设于驱动轴306上的两个主动轮307、设置于主动轮307上方的多个同步轮308、缠绕于多个同步轮308和主动轮307上且闭合的驱动皮带309、两端分别与第一限位板302和第二限位板303相连接的两根第一丝杆310、分别设置于两根第一丝杆310下方的两根第二丝杆311、与其中一根第二丝杆311靠近第二限位板303的一端相连接的手轮312、套设于第一丝杆310和第二丝杆311上的直线轴承313,其中直线轴承313与活动板304相连接,两个主动轮307、多个同步轮308分别与第一限位板302和活动板304相对的面相连接,第二丝杆311连接有手轮312的一端穿过第二限位板303;驱动电机305启动,驱动电机305和驱动轴306之间通过带传动进行旋转驱动,驱动轴306使得主动轮307转动,因此驱动皮带309进行传送转动,同步轮308做同步运动,载具在驱动皮带309上进行传送,本实用新型的移载机构3在设计时还考虑到了载具的规格问题,所以设计了活动板304,活动板304可以通过摇动手轮312,使得第二丝杆311转动,两根第二丝杆311之间通过带传动做同步运动,因此活动板304可以左右移动,在这过程中第一丝杆310做同步运动,并且由直线轴承313保证做直线运动,调整活动板304与第一限位板302之间的距离,适用于多规格的载具,适用范围广。
25.载具由吸取机构7从移载机构3上吸取并转移至加热台4上进行加热,加热台4包括设置于下框架2上的第一支撑座401、从下至上依次设置的硬质隔热瓦402、陶瓷板403和加热板404、嵌于加热板404内的加热器和电热偶,其中加热板404为铝制加热板404,硬质隔热瓦402位于第一支撑座401上;载具被放到加热板404上,采用比热容较大的铝制加热板404,同时加热器和热电偶配合闭环控制,实现更加精准的温度控制,对合金芯片进行焊接,加热板404下方的硬质隔热瓦402和陶瓷板403起到了隔热的作用。
26.当加热台4加热至设定温度并完成焊接后,载具由吸取机构7从加热台4上吸取并转移至冷却台5上进行冷却,冷却台5包括设置于下框架2上的第二支撑座501、设置于第二支撑座501上的水路板502、盖于水路板502上的导热盖板503、套设于第二支撑座501上的水槽504、设置于水槽504内的水管505、与水槽504的底面相连接的防水阀门506,其中水管505的一端穿过水槽504的底面,防水阀门506远离伺服横移机构6;载具被放到导热盖板503上,导热盖板503使用纯铜质,便于快速的传导合金芯片的热量,冷却台5由水管505外接冷水机,然后将冷水流到水路板502内,导热盖板503下方的水路板502内水路设计成连环的s形,
提高冷却水的流域面积,提高冷却水的使用效率,位于水路板502的四周且呈回字型的水槽504用于接收水路板502溢流出来的水,而防水阀门506用于放出水槽504内的水。
27.吸取机构7包括与伺服横移机构6相连接的第一移动板701、设置于移动板远离伺服横移机构6的面上的伺服竖移机构702、与伺服竖移机构702相连接的第二移动板703、与第二移动板703呈垂直状相连接的第一导向板704、设置于第一导向板704下方的第二导向板705、将第一导向板704和第二导向板705相连接的限位柱706、与第二导向板705远离第一导向板704的面相连接的固定板707、穿过固定板707的气管接头708、与气管接头708的一端相连接的吸嘴709,其中吸嘴709设置有四个,四个吸嘴709分别靠近于固定板707的四个角;吸取机构7的作用是吸取载具并转移至相应机构,伺服横移机构6实现了吸取机构7整体x方向上的移动,伺服竖移机构702实现了与其相连接的结构在y方向上的移动,吸嘴709则通过气管接头708的进气口连接有负压源实现吸取,吸嘴709选用陶瓷材质,具有隔热作用,延长使用寿命。
28.本实用新型结构简单,实用性强,设备采用全自动控制,在线式生产,生产成本显著降低,焊接效率高,极大地提高了生产效率及产品生产的统一性。
29.上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1