一种长深度环形孔加工刀具的制作方法
1.本实用新型涉及一种长深度环形孔加工刀具,属于机械加工领域。
背景技术:
2.长深度环形孔加工刀具是加工环形深孔的刀具。在环形深孔机械加工中,散热、排屑困难,且因刀杆细长而刚性差,易产生弯曲和振动。采用枪钻或空心钻进行环形深孔加工时,粗糙度和直线度难以得到保证,影响零件的加工质量,且效率较低,采用枪钻加工通常需要专用机床,极其不方便。因此,有必要设计一种环形深孔通用切削刀具,解决环形深孔加工过程中冷却效果差、排屑困难、质量差、效率低等问题。
技术实现要素:
3.
技术实现要素:
针对以上技术存在问题,本实用新型提出的一种冷却效果好、排屑顺畅的长深度环形孔加工刀具,大幅度提高加工效率和零件质量。
4.本实用新型的技术方案:
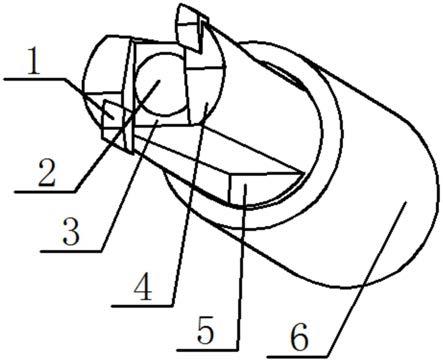
5.一种长深度环形孔刀具,所述工具包括刀头1、刀座6,刀座6为圆柱形结构,刀头1为长方体形状结构;
6.刀座6一端上设置有两个凹槽,刀头1的外形与刀座6的凹槽形状相匹配,刀头1置于刀座6的凹槽上,两个刀头1之间设置有矩形槽3;刀座6中心开设有中出水孔2,刀座6上设置有两个沿周向对称的排屑型面4,每个排屑型面4底部设置一个向外的出屑槽5。
7.所述刀头1的前刀面角度、刀尖r及其它相关尺寸取决于待加工长深度环形孔的形状参数,以实现不同参数长深度环形孔加工需求。
8.所述刀头1的材料为硬质合金,刀座6的材料为钢材。
9.所述刀头1是通过焊接的方法置于刀座6凹槽上,刀头1损坏后,去除之后可以重复焊接刀头1,这种方法结构简单,能够节约成本。
10.所述排屑型面4是一个多段圆弧与直线连接成的型面,圆滑过渡连接刀头1和出屑槽5,保证切屑顺利排出。
11.所述中出水孔2为通孔,保证加工过程中的冷却效果。
12.所述刀头1上涂覆有耐磨涂层,涂层可以反复退镀、重镀,延长了刀具寿命,降低了生产成本。
13.所述刀座6的凹槽数量设计为对称分布的若干个,刀头1的数量对应增加,以提高加工效率。
14.所述出屑槽5为螺旋形,螺旋角为20
°
。
15.本实用新型的有益效果:本实用新型长深度环形孔加工刀具具有冷却效果好,排屑流畅,耐磨性和韧性好,使用寿命长,孔加工平稳和表面质量好的优点。
附图说明
16.图1为本实用新型的轴测图。
17.其中1-刀头、2-中出水孔、3-矩形槽、4-排屑型面、5-排屑槽、6-刀座
具体实施方式
18.结合附图1,对本实用新型的优选实施例详述如下:
19.一种长深度环形孔刀具,所述工具包括刀头1、刀座6,刀座6为圆柱形结构,刀头1为长方体形状结构;
20.刀座6一端上设置有两个凹槽,刀头1的外形与刀座6的凹槽形状相匹配,刀头1置于刀座6的凹槽上,两个刀头1之间设置有矩形槽3;刀座6中心开设有中出水孔2,刀座6上设置有两个沿周向对称的排屑型面4,每个排屑型面4底部设置一个向外的出屑槽5。
21.所述刀头1的前刀面角度、刀尖r及其它相关尺寸取决于待加工长深度环形孔的形状参数,以实现不同参数长深度环形孔加工需求。
22.所述刀头1的材料为硬质合金,刀座6的材料为钢材。
23.所述刀头1是通过焊接的方法置于刀座6凹槽上,刀头1损坏后,去除之后可以重复焊接刀头1,这种方法结构简单,能够节约成本。
24.所述排屑型面4是一个多段圆弧与直线连接成的型面,圆滑过渡连接刀头1和出屑槽5,保证切屑顺利排出。
25.所述中出水孔2为通孔,保证加工过程中的冷却效果。
26.所述刀头1上涂覆有耐磨涂层,涂层可以反复退镀、重镀,延长了刀具寿命,降低了生产成本。
27.所述刀座6的凹槽数量设计为对称分布的若干个,刀头1的数量对应增加,以提高加工效率。
28.所述出屑槽5为螺旋形,螺旋角为20
°
。
29.将长深度环形孔刀具安装在刀库中,加工过程中先对待加工的环形深孔进行粗加工,然后再利用长深度环形孔刀具以一定的线速度和进给量进行环形深孔的精加工。本长深度环形孔刀具结构简单、刀头可设计性好,通过对常规空心钻、枪钻、车刀相结合的改进设计,能够加工深度大于40mm的长深度环形孔,克服了传统长深度环形孔的冷却效果差、排屑困难、质量差、效率低等问题,能够满足不同尺寸长深度环形孔的加工需求。
技术特征:
1.一种长深度环形孔加工刀具,其特征在于,包括刀头(1)、刀座(6),刀座(6)为圆柱形结构,刀头(1)为长方体形状结构;刀座(6)一端上设置有两个凹槽,刀头(1)的外形与刀座(6)的凹槽形状相匹配,刀头(1)置于刀座(6)的凹槽上,两个刀头(1)之间设置有矩形槽(3);刀座(6)中心开设有中出水孔(2),刀座(6)上设置有两个沿周向对称的排屑型面(4),每个排屑型面(4)底部设置一个向外的出屑槽(5)。2.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述刀头(1)的前刀面角度、刀尖r尺寸取决于待加工长深度环形孔的形状参数。3.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述刀头(1)的材料为硬质合金,刀座(6)的材料为钢材。4.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述刀头(1)通过焊接的方法置于刀座(6)凹槽上。5.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述排屑型面(4)是一个多段圆弧与直线连接成的型面,圆滑过渡连接刀头(1)和出屑槽(5)。6.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述中出水孔(2)为通孔。7.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述刀头(1)上涂覆有耐磨涂层。8.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述刀座(6)的凹槽数量设计为对称分布的若干个,刀头(1)的数量对应增加。9.根据权利要求1所述的一种长深度环形孔加工刀具,其特征在于,所述出屑槽(5)为螺旋形,螺旋角为20
°
。
技术总结
本实用新型公开了一种长深度环形孔加工刀具,属于机械加工领域。本实用新型长深度环形孔加工刀具包括刀头(1)、刀座(6)、矩形槽(3)、中出水孔(2)、排屑型面(4)和出屑槽(5)。本实用新型长深度环形孔加工刀具结构简单、刀头(1)可设计性好,通过对常规空心钻、枪钻、车刀相结合的改进设计,能够加工深度大于40mm的长深度环形孔,克服了传统长深度环形孔的冷却效果差、排屑困难、质量差、效率低等问题,能够满足不同尺寸长深度环形孔的加工需求。足不同尺寸长深度环形孔的加工需求。足不同尺寸长深度环形孔的加工需求。
技术研发人员:聂玉亮 陆亚运 王荣祥
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:2020.12.24
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1