一种葫芦锁胆焊缝打磨设备的制作方法
1.本实用新型涉及葫芦锁胆制造技术领域,特别是涉及一种葫芦锁胆焊缝打磨设备。
背景技术:
2.弹子锁芯亦称弹珠锁、珠锁、锁簧锁或销栓锁,是其中一种最常见的锁具结构,原理是使用多个不同高度的圆柱形零件(称为锁簧、弹子或珠),锁住锁芯,当放入正确的钥匙,各锁簧被推至相同的高度,锁芯便被放开。
3.传统的加工方式都是采用根据锁芯长度裁切成型管,制成套管坯料,根据套管的外表面形状,在梁体坯料加工出可与套管的外表面紧密贴合的曲面,在对梁体上钻弹子孔,根据锁芯的长度裁切梁体的配料,支撑梁体,将梁体曲面固定在套管的外表面上。虽然解决了弹子锁锁芯壳制造时不需要通过钻孔开设用于容纳锁芯的安装腔,但是,没有解决目前的加工工艺中,先打弹子孔,再将套管与梁体进行固定时,容易导致弹子孔发生移位,导致锁芯装入锁芯壳时,弹子在上下活动出现卡顿,不能正常开锁。
技术实现要素:
4.1.要解决的技术问题
5.本实用新型目的针对现有技术中葫芦锁胆的加工制造问题,提供了一种葫芦锁胆焊缝打磨设备。
6.2.技术方案
7.为解决上述问题,本实用新型采用如下的技术方案。
8.一种葫芦锁胆焊缝打磨设备,包括支架、打孔装置、铣槽装置和磨光装置;在支架的安装台上从左向右依次固定有打孔装置、铣槽装置和磨光装置;在支架上滑动连接有多个夹持装置;多个夹持装置分别位于打孔装置、铣槽装置和磨光装置上部;在支架安装台上,位于铣槽装置与磨光装置之间依次设有放料架和送料装置,所述打孔装置包括投料槽、第一夹紧装置和钻孔装置;第一夹紧装置位于投料槽和钻孔装置之间;通过投料槽将锁壳体滑入第一夹紧装置,气缸带动第一夹紧装置将锁壳体移动到钻孔装置下方。
9.优选地,所述铣槽装置包括第二夹紧装置、铣刀装置和第一移动平台;第一移动平台通过滑轨固定在支架的安装台上;第二夹紧装置固定在第一移动平台上部,且可以随第一移动平台移动;铣刀装置位于第一移动平台的一侧,通过第二夹紧装置将夹持装置放置的锁壳体移动到铣刀装置下方,所述铣槽装置内还设置有为铣刀装置加工时降温的冷却装置。
10.优选地,所述送料装置包括固定柱、翻转支架和放置台;固定柱下端固定在支架的安装台上;翻转支架通过旋转气缸连接在固定柱靠近上端的侧面,且翻转支架在旋转气缸的带动下相对固定柱转动;放置台固定在翻转支架上端面上,放置台上端设有与锁壳体相匹配形状的凹槽。
11.优选地,所述磨光装置包括第三夹紧装置、第四夹紧装置、打磨装置和两个第二移动平台;第三夹紧装置和第四夹紧装置分别固定在两个第二移动平台上,第三夹紧装置和第四夹紧装置通过两个第二移动平台可以相对前后活动;打磨装置位于第三夹紧装置和第四夹紧装置的一侧;第三夹紧装置和第四夹紧装置完全相同。
12.优选地,所述第三夹紧装置包括固定架和锁壳固定架;锁壳固定架连接在固定架内,锁壳固定架可以相对固定架转动。
13.3.有益效果
14.与现有技术相比,本实用新型的有益效果是:
15.一、一种葫芦锁胆焊缝打磨设备,通过对锁壳体的加工工艺进行改进,先对连接套筒与连接体焊接,然后对锁扣槽内进行打孔,在对锁扣槽进行铣槽,然后对焊接表面进行磨光,本装置通过自动化控制,对锁壳体的表面依次做了打孔、铣槽和焊缝磨光工艺,有效的提高了生产效率,加工精度。
16.二、通过夹持装置对加工完毕的锁壳体进行下一工序的流转,可以多个加工工序之间的送料同时进行,传输方便,效率高,解决了手动投放料引起的安全隐患。
17.三、通过放料架将纵向的竖直摆放的锁壳体,转换变为横向的水平放置的锁壳体,然后经过可以旋转的送料装置将横向的水平放置的锁壳体转变为横向的竖直放置的锁壳体,使得锁壳体的焊缝与打磨装置的粗砂带轮接触,将焊缝磨光。
附图说明
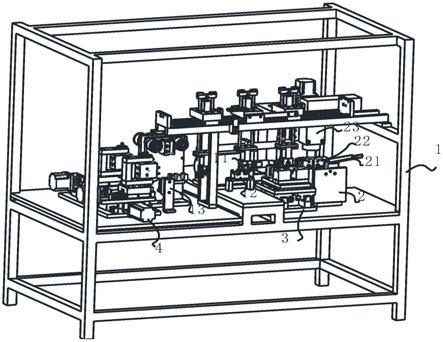
18.图1本实用新型的结构示意图;
19.图2本实用新型的支架的结构示意图;
20.图3本实用新型的打孔装置的结构示意图;
21.图4本实用新型的铣槽装置的结构示意图;
22.图5本实用新型的磨光装置的结构示意图;
23.图中,1、支架;11、夹持装置,12、放料架,13、送料装置,131、固定柱,132、翻转支架,133、放置台,2、打孔装置,21、投料槽,22、第一夹紧装置,23、钻孔装置;3、铣槽装置,31、第二夹紧装置,32、铣刀装置, 4、磨光装置,41、第三夹紧装置,411、固定架413、锁壳固定架,42、第四夹紧装置,43、打磨装置,44、移动平台。
具体实施方式
24.下面将结合本实用新型实施例中的附图;对本实用新型实施例中的技术方案进行清楚、完整地描述;显然;所描述的实施例仅仅是本实用新型一部分实施例;而不是全部的实施例,基于本实用新型中的实施例;本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例;都属于本实用新型保护的范围。
25.如图1
‑
5所示,一种葫芦锁胆焊缝打磨设备,包括支架1、打孔装置2、铣槽装置3和磨光装置4。其中,在支架1的安装台上从左向右依次固定有打孔装置2、铣槽装置3和磨光装置4。在支架1顶部设有滑轨,在滑轨上连接有滑动平台,在滑动平台上连接有多个夹持装置11,夹持装置11可以在滑动平台的带动下移动。多个夹持装置11分别位于打孔装置2、铣槽装置3和磨光装置4上部,通过夹持装置11的来回移动将加工过的锁壳体移动到下一工序
中,运用了全自动的加工方式。在支架1安装台上固定有放料架12和送料装置13,放料架12和送料装置13位于铣槽装置3与磨光装置4之间。放料架12位于送到装置13和铣槽装置3之间。放料架12是为了将竖直放置的锁壳体改变为水平放置的锁壳体,使得方便下一步工艺操作,打孔装置2包括投料槽21、第一夹紧装置22和钻孔装置23。第一夹紧装置22位于投料槽21 和钻孔装置23之间。焊接好的锁壳体放入倾斜放置的投料槽21内,通过投料槽21将锁壳体滑入第一夹紧装置22,气缸驱动第一夹紧装置22将锁壳体夹紧,并移动到钻孔装置23下方。
26.具体地,铣槽装置3包括第二夹紧装置31、铣刀装置32和第一移动平台 33。第一移动平台33通过滑动轨道固定在支架1的安装台上,第一移动平台 33通过丝杠与电机进行连接,通过电机的转动,带动第一移动平台33在滑轨上来回移动,第二夹紧装置31固定在第一移动平台33上部,可以随第一移动平台33移动。铣刀装置32位于第一移动平台33的内侧,通过打孔装置2 打孔结束的锁壳体经过夹持装置11放置到第二夹紧装置31内,通过第一移动平台33的带动移动到转动的铣刀装置32下方,对锁壳体进行锁扣槽的加工。并且为了防止高温对铣刀的损坏,在铣槽装置3内还设置有为铣刀装置 32加工时降温的冷却装置,冷却装置中有冷却液。
27.具体地,送料装置13包括固定柱131、翻转支架132和放置台133。固定柱131下端固定在支架1的安装台上。翻转支架132通过旋转气缸连接在固定柱131靠近上端的侧面,翻转支架132在旋转气缸的带动下相对固定柱 131转动,转动角度不小于90
°
。放置台133固定在翻转支架132上端面,放置台133随翻转支架132一起运动,在放置台133上端设有与锁壳体相匹配形状的凹槽,通过铣槽装置3加工过的锁壳体放置的方向为竖直的,为了方便磨光装置4对焊接后的锁壳体侧面的焊缝进行打磨,将锁壳体放到放料架12上,将竖直的锁壳体变为水平放置的。
28.具体地,磨光装置4包括第三夹紧装置41、第四夹紧装置42、打磨装置 43和两个第二移动平台44。其中,第三夹紧装置41和第四夹紧装置42分别固定在两个第二移动平台44上,第三夹紧装置41和第四夹紧装置42通过两个第二移动平台44可以相对前后活动,第二移动平台44通过丝杠与电机进行连接,通过电机可以带动第二移动平台44运动。打磨装置43位于第三夹紧装置41和第四夹紧装置42的左侧。其中,第三夹紧装置41和第四夹紧装置42完全相同。第三夹紧装置41包括固定架411和锁壳固定架412。锁壳固定架412连接在固定架411内,锁壳固定架412可以相对固定架411转动。通过送料装置13的转动将锁壳体传送到第三夹紧装置41内,在第三夹紧装置41的移动下,使得焊接缝与打磨装置43的粗砂带轮接触,对一侧的焊缝进行磨光,然后通过第二移动平台44的移动,将第三夹紧装置41内的锁壳体传输到第四夹紧装置42内,对锁壳体另外一边的焊缝进行磨光。
29.下面将结合图1
‑
图5所示具体阐述设备运行过程:
30.首先,将焊接好的锁壳体投放到投料槽21内,锁壳体随倾斜的投料槽21 滑落到第一夹紧装置22内,第一夹紧装置22通过气缸的推动沿着滑动轴移动到钻孔装置23下部,对锁壳体内打孔;打孔结束,通过夹持装置11将打孔好的锁壳体放入到第二夹紧装置31内,第二夹紧装置31固定在第一移动平台33上,第一移动平台33与电机通过丝杠连接,通过电机驱动第一移动平台33移动,将固定了锁壳体的第二夹持装置31移动到转动的铣刀装置32 下方,对锁壳体中家的锁扣槽进行加工;铣槽结束后,夹持装置11将加工好的锁壳体放置到
放置台133上,等待下一道工序的加工;通过夹持装置11将放置在放料架12上的锁壳体放置到送料装置13上,送料装置13转动,将锁壳体放入第三夹紧装置41内,对锁壳体的一个侧面进行磨光;电机与第二移动平台44通过丝杠连接,通过电机驱动第二移动平台44移动,使第三夹紧装置41一侧面加工完的锁壳体放入第四夹紧装置42内,对锁壳体的另一侧面进行加工;加工完毕。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1