板对板连接器裁切检测包装设备的制作方法
1.本实用新型涉及一种电子元件检测设备,更具体地说,它涉及一种板对板连接器裁切检测包装设备。
背景技术:
2.随着光电、通信、材料、电子等行业的飞速发展,以及电子消费类产品的大规模兴起,板对板连接器(btb连接器)凭借强大、稳定的传输能力迅速在电子产品中得到广泛应用。而随着连接器生产规模不断扩大,产品质量的要求迅速提升。
3.btb连接器包括连接器本体,连接器本体上设有ping脚和金具。条形料带通过ping脚和金具连接若干连接器本体,btb连接器加工生产时,需要将料带上的ping脚和金具切断以形成独立的btb连接器。
4.现有技术中,加工完成的btb连接器在包装之前需要进行检测,并对不合格的产品进行分拣,现有的分拣工作通常由人工操作完成,不仅效率低,且会出现分拣误操作的情况。
5.有鉴于此,本实用新型的实用新型人为了解决上述问题,而深入构思,且积极研究改良试做而开发设计出本实用新型。
技术实现要素:
6.针对现有技术存在的不足,本实用新型的目的在于提供一种板对板连接器裁切检测包装设备,支持高效和精准的检测不良品并进行分选包装。
7.为实现上述目的,本实用新型提供了如下技术方案:
8.一种板对板连接器裁切检测包装设备,包括机架,还包括连接于机架的送料机构,通过定位针插入料带的插孔,拨动料带向前输送;
9.压胶机构,通过压胶凸轮带动下压模与上顶模同时按压连接器,平整连接器外部注胶的尺寸;
10.外观检测模块,获取连接器外观图像,通过图像识别检测产品外观尺寸,判断是否符合外观检测标准;
11.裁切机构,用于三个工位的联动裁切:先裁切连接器的金具,再裁切不良品的引脚,使不良品落入废料收集盒,最后裁切良品的引脚;
12.拨料机构,将良品依次拨送到各个检测位;
13.短路电压检测模块,用于检测引脚是否短路,并对连接器进行耐压检测;
14.引脚检测模块,通过图像识别检测引脚尺寸、引脚平面度是否符合检测标准;
15.不良品排除机构,用于将不良品剔除;
16.包装机构,将良品打包。
17.采用上述技术方案,通过定位插针插入料带的插孔,定位插针拨动料带向前的方式来驱动料带进行输送,进行精确的输送,有助于提升检测的精确性。之后,压胶凸轮开始
动作,驱动上顶模与下压模同时动作,对连接器进行按压,对连接器表面的注胶进行平整,消除注胶的漏胶或脱料对后续检测的影响。之后获取连接器的外观图像,通过图像识别算法判断产品的外观尺寸是否符合外观检测标准,检测过后将所有连接器的金具裁切,之后再将不符合外观检测标准的不良品的引脚再进行裁切,最后裁切良品的引脚,这样的裁切顺序,一方面避免同时裁切时,由于金具和引脚裁切压力不同造成芯片变形或引脚变形,另外一方面,不良品在裁切过引脚后与料带分离,省略后续检测,提升系统检测效率。之后拨料机构动作,将裁切过引脚,从料带脱离的良品连接器逐一向下一检测工位进行拨料,先后进行引脚短路检测、耐压检测、引脚尺寸检测、引脚平面度检测,确保连接器各个参数符合检测标准,最后通过不良排除机构将不符合检测额标准的剔除,通过包装机构将检测合格品进行打包。整个检测和分包过程逐一进行,检测精准,且高效完成。
18.进一步,所述送料机构包括
19.载带齿盘,转动连接于机架,具有可插入料带插孔的定位插针;
20.载带动力源,带动载带齿盘转动。
21.进一步,所述压胶机构包括
22.压胶凸轮,转动连接于机架,用于抵压和带动上摆杆组件、下摆杆组件分别动作;
23.上摆杆组件,转动连接于机架,与压胶凸轮连接,受压胶凸轮驱动带动下压模上下动作;
24.下摆杆组件,转动连接于机架,与压胶凸轮连接,受压胶凸轮驱动带动上顶模上下动作;
25.下压模与上顶膜,连接于机架,受压胶凸轮驱动同时抵压连接器或远离连接器。
26.进一步,所述裁切机构包括支撑板,还包括安装于支撑板的
27.凸轮驱动组件,同时带动金具裁切组件、不良品引脚裁切组件、良品引脚裁切组件进行裁切动作;
28.金具裁切组件,在凸轮驱动组件带动下裁切所有输送的连接器的金具;
29.不良品引脚裁切组件,在凸轮驱动组件带动下裁切不良品的引脚;
30.良品引脚裁切组件,在凸轮驱动组件带动下裁切良品的引脚;
31.传动控制组件,用于控制凸轮的驱动力是否传递至不良品引脚裁切组件。
32.进一步,所述不良品引脚裁切组件包括
33.裁切摆杆,转动连接于机架,受凸轮驱动组件抵压摆动;
34.裁切压头组件,滑动连接于支撑板,受摆杆的抵压上下动作;
35.不良品引脚裁切模具,连接于机架,在裁切压头组件下压时裁切不良品引脚。
36.进一步,所述传动控制组件包括
37.连接块,与摆杆滑动连接,可与凸轮组件抵压以带动摆杆摆动;
38.推送气缸,连接于摆杆,用于推动连接块与凸轮抵压以进行联动。
39.综上所述,本实用新型具有以下有益效果:通过定位插针插入料带的插孔,定位插针拨动料带向前的方式来驱动料带进行输送,进行精确的输送,有助于提升检测的精确性。之后,压胶凸轮开始动作,驱动上顶模与下压模同时动作,对连接器进行按压,对连接器表面的注胶进行平整,消除注胶的漏胶或脱料对后续检测的影响。之后获取连接器的外观图像,通过图像识别算法判断产品的外观尺寸是否符合外观检测标准,检测过后将所有连接
器的金具裁切,之后再将不符合外观检测标准的不良品的引脚再进行裁切,最后裁切良品的引脚,这样的裁切顺序,一方面避免同时裁切时,由于金具和引脚裁切压力不同造成芯片变形或引脚变形,另外一方面,不良品在裁切过引脚后与料带分离,省略后续检测,提升系统检测效率。之后拨料机构动作,将裁切过引脚,从料带脱离的良品连接器逐一向下一检测工位进行拨料,先后进行引脚短路检测、耐压检测、引脚尺寸检测、引脚平面度检测,确保连接器各个参数符合检测标准,最后通过不良排除机构将不符合检测额标准的剔除,通过包装机构将检测合格品进行打包。整个检测和分包过程逐一进行,检测精准,且高效完成。
附图说明
40.图1为本实用新型中板对板连接器裁切检测包装方法的流程示意图;
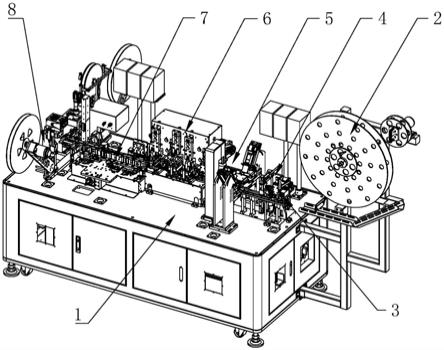
41.图2为本实用新型中板对板连接器裁切检测包装设备的立体示意图;
42.图3为本实用新型中送料机构的结构示意图;
43.图4为本实用新型中压胶机构的结构示意图;
44.图5为本实用新型中上顶模与下压膜的爆炸示意图;
45.图6为本实用新型中外观检测模块的结构示意图;
46.图7为本实用新型中裁切机构的结构示意图
47.图8为本实用新型中裁切机构的立体示意图。
48.图中:1、机架;2、料盘模组;3、送料机构;301、载带齿盘;302、载带动力源;4、压胶机构;401、压胶凸轮;402、上摆杆组件;403、下摆杆组件;404、上顶模;405、下压模;5、外观检测模组;51、45度外观检测组件;52、垂直外观检测组件;6、裁切机构;61、凸轮驱动组件;62、金具裁切组件;63、不良品引脚裁切组件;631、裁切摆杆;632、裁切压头组件; 633、不良品引脚裁切模具;64、良品引脚裁切组件;65、传动控制组件;651、连接块;652、推送气缸;66、支撑板;7、拨料机构;8、包装机构。
具体实施方式
49.下面结合附图及实施例,对本实用新型进行详细描述。
50.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
51.实施例1
52.一种板对板连接器裁切检测包装方法,旨在检测板对板连接器是否符合各项检测标准,并将不符合检测标准的不良品裁切后剔除,将良品裁切后打包包装。具体的,参照图1,包括以下流程步骤:
53.步骤s101:通过定位针插入料带插孔,拨动料带向前精准送料。
54.步骤s102:通过压胶凸轮401带动下压模405与上顶模404同时按压连接器,平整连接器外部注胶的尺寸。
55.步骤s103:获取连接器外观图像,通过图像识别检测产品外观尺寸,判断是否符合外观检测标准。
56.步骤s104:之后先裁切连接器的金具,再裁切不良品的引脚,将不良品从料带剔
除,之后裁切良品的引脚,将良品继续输送。
57.步骤s105:拨料机构7将良品依次拨送到检测位,进行引脚短路检测、耐压检测、引脚尺寸检测、引脚平面度检测。
58.步骤s106:在上述检测任一项不符合检测标准时,通过不良排除机构将不良品剔除,并通过包装机构8将合格品打包。
59.在步骤s101中,输送料带时,通过定位插针插入料带上的定位孔,定位针不断转动,逐个针孔的向前输送料带,可以做到非常精确的送料,有助于后续的精确检测和精确裁切。
60.在步骤s102中,通过压胶凸轮401同时驱动下压模405与上顶模404,一方面,简化传动结构降低成本,另一方面,由同一压胶凸轮401进行驱动,有助于保持步调一致。
61.之后在步骤s103中,通过摄像仪器获取连接器的外观图像,利用图形识别软件和算法检测产品的外观尺寸,首先判断产品外观是否符合外观检测标准,区分出不良品。
62.在步骤s104中,输送料带时,通过裁切机构6裁切先裁切连接器的金具,再裁切不良品的引脚,最后裁切良品的引脚及料带,从而将连接器中外观检测的不良品和良品进行区分,并且将不良品进行剔除,留下外观检测的良品继续输送进行后续检测。
63.由于步骤s104中裁切机构6裁切了连接器的金具、引脚和料带,金具与料带脱离,因此在步骤s105中,通过拨料机构7依次将外观检测合格的良品逐个的拨到下一检测工位进行检测,且
64.此外,板对板连接器裁切检测包装方法还包括在料带进入时,依次检测通过的料带是否承载有连接器,存在料带未承载连接器时,后续检测自动跳过未承载连接器的料带。
65.板对板连接器裁切检测包装方法还包括在料带承载连接器时,检测金具厚度是否超过预设标准,在金具厚度超过预设标准时,停止检测并报告异常。
66.实施例2
67.一种板对板连接器裁切检测包装设备,应用如实施例1中的板对板连接器裁切检测包装方法工作,参照图2,包括机架1,以及连接于机架1的料盘模组2、送料机构3、压胶机构4、外观检测模块、裁切机构6、拨料机构7、短路电压检测模块、引脚检测模块、不良品排除机构、包装机构8。
68.参照图3,送料机构3通过定位针插入料带的插孔,拨动料带向前输送。具体的,送料机构3包括载带齿盘301以及带动载带齿盘301转动的载带动力源302,其中载带齿盘301转动连接于机架1,具有可插入料带插孔的定位插针。
69.参照图4、图5,压胶机构4通过压胶凸轮401带动下压模405与上顶模 404同时按压连接器,平整连接器外部注胶的尺寸。具体的,压胶机构4包括压胶凸轮401、上摆杆组件402、下摆杆组件403以及下压模405与上顶膜。
70.其中,压胶凸轮401转动连接于机架1,用于抵压和带动上摆杆组件402、下摆杆组件403分别动作。上摆杆组件402转动连接于机架1,与压胶凸轮 401连接,受压胶凸轮401驱动带动下压模405上下动作。下摆杆组件403,转动连接于机架1,与压胶凸轮401连接,受压胶凸轮401驱动带动上顶模404上下动作。下压模405与上顶膜,连接于机架1,受压胶凸轮401驱动同时抵压连接器或远离连接器。
71.参照图6,外观检测模块,获取连接器外观图像,通过图像识别检测产品外观尺寸,
判断是否符合外观检测标准。具体的,外观检测模块包括45 度外观检测组件51以及垂直外观检测组件52。
72.参照图7、图8,裁切机构6用于三个工位的联动裁切:先裁切连接器的金具,再裁切不良品的引脚,使不良品落入废料收集盒,最后裁切良品的引脚。
73.具体的,裁切机构6包括支撑板66,还包括安装于支撑板66的凸轮驱动组件61、金具裁切组件62、不良品引脚裁切组件63、良品引脚裁切组件 64、传动控制组件65。
74.其中,凸轮驱动组件61同时带动金具裁切组件62、不良品引脚裁切组件63、良品引脚裁切组件64进行裁切动作。金具裁切组件62,在凸轮驱动组件61带动下裁切所有输送的连接器的金具。不良品引脚裁切组件63,在凸轮驱动组件61带动下裁切不良品的引脚。良品引脚裁切组件64,在凸轮驱动组件61带动下裁切良品的引脚。传动控制组件65,用于控制凸轮的驱动力是否传递至不良品引脚裁切组件63。
75.进一步,不良品引脚裁切组件63包括裁切摆杆631、裁切压头组件632、不良品引脚裁切模具633。裁切摆杆631,转动连接于机架1,受凸轮驱动组件61抵压摆动。裁切压头组件632,滑动连接于支撑板66,受摆杆的抵压上下动作。不良品引脚裁切模具633,连接于机架1,在裁切压头组件632下压时裁切不良品引脚。
76.进一步,传动控制组件65包括连接块651与推送气缸652。连接块651,与摆杆滑动连接,可与凸轮组件抵压以带动摆杆摆动。推送气缸652,连接于摆杆,用于推动连接块651与凸轮抵压以进行联动。
77.拨料机构7用于将良品依次拨送到各个检测位。短路电压检测模块用于检测引脚是否短路,并对连接器进行耐压检测。引脚检测模块,通过图像识别检测引脚尺寸、引脚平面度是否符合检测标准。不良品排除机构,用于将不良品剔除。包装机构8,将良品打包。
78.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1