圆钢锻造模具的制作方法
1.本技术涉及锻造的领域,尤其是涉及一种圆钢锻造模具。
背景技术:
2.锻造是利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。圆钢是指截面为圆形的实心长条钢材,传统的锻造圆钢一般利用压机驱动上平下“v”的砧子对胚料进行锻造。
3.针对上述中的相关技术,发明人认为:传统的圆钢锻造方法在生产过程中常常遇到圆钢表面不够光滑、锤花严重的情况,造成圆钢的表面质量较差。
技术实现要素:
4.为了提高圆钢的表面质量,本技术提供一种圆钢锻造模具。
5.本技术提供的一种圆钢锻造模具,采用如下的技术方案:
6.一种圆钢锻造模具,包括上模座、下模座,上模座位于下模座的上方,压机驱动上模座沿竖向升降,上模座的下表面可拆卸连接有上模套,下模座的上表面可拆卸连接有下模套,上模套的底部开有上型槽,下模套的顶部开有下型槽,上型槽和下型槽均为半圆形槽,上型槽和下型槽的内壁均呈光滑状且两者配合形成有呈圆柱状的型腔,型腔的轴线呈水平设置。
7.通过采用上述技术方案,将锻造的胚料放置在下型槽内,压机驱动上模座下降,上模座带动上模套下降,使得上模套的下表面贴合于下模套的上表面,此时上型槽与下型槽配合形成型腔,胚料受挤压成型,将上模套和下模套分离即可得到光滑表面的圆钢。由于上模套可拆卸连接于上模座,下模套可拆卸连接于下模座,通过更换不同型号的上模套和下模套,实现了对不同型号圆钢的锻造。上述技术方案通过上模套和下模套的相互配合,达到了提高圆钢表面质量的效果。
8.可选的,上模座的下表面开有第一安装槽,下模座的上表面开有第二安装槽,第一安装槽和第二安装槽均呈燕尾状,上模套的上表面连接有第一安装条,第一安装条呈燕尾状且与第一安装槽插接配合,下模套的下表面连接有第二安装条,第二安装条呈燕尾状且与第二安装槽插接配合。
9.通过采用上述技术方案,当需要更换上模套时,工作人员将第一安装条滑移出第一安装槽,即可进行更换,当需要更换下模套时,工作人员将第二安装条滑移出第二安装槽,即可进行更换。
10.可选的,上模座上栓接有第一限位板,第一限位板在第一安装槽长度方向的两端分别设有一个,第一限位板用于封堵第一安装槽长度方向的槽口,下模座上栓接有第二限位板,第二限位板在第二安装槽长度方向的两端分别设有一个,第二限位板用于封堵第二安装槽长度方向的槽口。
11.通过采用上述技术方案,第一限位板减小了第一安装条脱离第一安装槽的可能
性,第二限位板减小了第二安装条脱离第二安装槽的可能性。
12.可选的,上模套的两侧分别设有呈竖向设置的插接杆,插接杆的顶端固定连接于上模座,两个插接杆的连线垂直于型腔的轴线,下模套的两侧分别设有呈竖向设置的插接管,插接管的底端固定连接于下模座,两个插接管的连线垂直于型腔的轴线,插接杆与插接管一一对应且插接配合。
13.通过采用上述技术方案,插接杆和插接管插接配合,提高了上模套升降时的稳定性。
14.可选的,型腔每一侧的插接杆沿型腔轴线的方向均分布有两个,型腔每一侧的插接管沿型腔轴线的方向均分布有两个,插接杆与插接管一一对应且插接配合。
15.通过采用上述技术方案,型腔每一侧的插接杆沿型腔轴线的方向设有两个,型腔每一侧的插接管沿型腔轴线的方向均设有两个,进一步提高了上模套升降时的稳定性。
16.可选的,插接管的外侧套设有弹性件,弹性件的顶端连接于上模座的下表面,弹性件的底端连接于下模座的上表面。
17.通过采用上述技术方案,当需要开模时,压机释放对上模座的驱动力,弹性件驱动上模座和上模套上升使得上模套和下模套分离,达到了便于开模的效果。
18.可选的,上模座的下表面开有定位槽,下模座的上表面固定连接有与定位槽插接配合的定位柱。
19.通过采用上述技术方案,定位柱与定位槽插接配合,提高了上模套和下模套合模的精确性。
20.可选的,定位柱和定位槽均呈圆台状。
21.通过采用上述技术方案,定位柱和定位槽均呈圆台状,便于定位柱插入定位槽内。
22.可选的,上型槽和下型槽的弧形边缘均倒有圆角。
23.通过采用上述技术方案,倒圆角的设置,减小了上模套和下模套的边缘在圆钢表面形成压痕的可能性。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过上模套和下模套的相互配合,达到了提高圆钢表面质量的效果;
26.2.第一安装条呈燕尾状且与第一安装槽插接配合,实现了上模套与上模座的可拆卸连接,第二安装条呈燕尾状且与第二安装槽插接配合,实现了下模套与下模座的可拆卸连接;
27.3.插接杆和插接管插接配合,提高了上模套升降时的稳定性。
附图说明
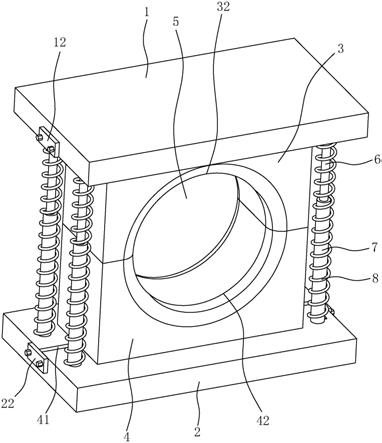
28.图1是本技术实施例的圆钢锻造模具的结构示意图。
29.图2是本技术实施例的上模套的剖视图。
30.附图标记说明:1、上模座;11、第一安装槽;12、第一限位板;2、下模座;21、第二安装槽;22、第二限位板;3、上模套;31、第一安装条;32、上型槽;33、定位槽;4、下模套;41、第二安装条;42、下型槽;43、定位柱;5、型腔;6、插接杆;7、插接管;8、弹性件。
具体实施方式
31.以下结合附图1
‑
2对本技术作进一步详细说明。
32.本技术实施例公开一种圆钢锻造模具。参照图1,圆钢锻造模具包括上模座1、下模座2,上模座1位于下模座2的上方且两者的长度方向同向,压机驱动上模座1沿竖向升降。
33.参照图2,上模座1的下表面可拆卸连接有上模套3,上模套3的长侧边平行于上模座1的长侧边。上模座1的下表面沿其长度方向开有第一安装槽11,第一安装槽11贯通至上模座1的两侧面。上模套3的上表面一体成型有插接在第一安装槽11内的第一安装条31,第一安装条31和第一安装槽11均呈上宽下窄的燕尾状。
34.参照图1和图2,上模座1的两个宽侧面分别栓接有呈竖向设置的第一限位板12,第一限位板12用于封堵第一安装槽11长度方向两端的槽口,第一限位板12与第一安装条31相贴合,第一限位板12减小了第一安装条31脱离第一安装槽11的可能性。
35.参照图2,下模座2的上表面可拆卸连接有下模套4,下模套4的长侧边平行于下模座2的长侧边。下模座2的上表面沿其长度方向开有第二安装槽21,第二安装槽21贯通至下模座2的两侧面。下模套4的下表面一体成型有插接在第二安装槽21内的第二安装条41,第二安装条41和第二安装槽21均呈上窄下宽的燕尾状。
36.参照图1和图2,下模座2的两个宽侧面分别栓接有呈竖向设置的第二限位板22,第二限位板22用于封堵第二安装槽21长度方向的槽口,第二限位板22与第二安装条41相贴合。第二限位板22减小了第二安装条41脱离第二安装槽21的可能性。
37.参照图1,上模套3的底部开有上型槽32,上型槽32为开口朝下的半圆形槽,下模套4的顶部开有下型槽42,下型槽42为开口朝上的半圆形槽,上型槽32和下型槽42的内壁均呈光滑状,当上模套3的下表面与下模套4的上表面贴合时,上型槽32和下型槽42相配合形成有呈圆柱状的型腔5,型腔5的轴线呈水平设置且垂直于上模座1的长侧边。
38.参照图1,当需要锻造圆钢时,将锻造的胚料放置在下型槽42内,压机驱动上模座1下降,上模座1带动上模套3下降,使得胚料在型腔5内受挤压成型,将上模套3和下模套4分离即可得到光滑表面的圆钢。
39.参照图1和图2,当需要锻造不同尺寸的圆钢时,通过拆卸第一限位板12、第一安装条31,可以更换具有不同尺寸上型腔5的上模套3,通过拆卸第二限位板22、第二安装条41,可以更换具有不同尺寸下型腔5的下模套4。
40.参照图1,上型槽32和下型槽42的弧形边缘均倒有圆角,减小了上模套3和下模套4的边缘在圆钢表面形成压痕的可能性。
41.参照图1,上模套3长度方向的两端分别设有插接杆6,插接杆6的轴线呈竖向设置,插接杆6的顶端固定连接在上模座1的下表面,两个插接杆6之间的连线垂直于型腔5的轴线。下模套4长度方向的两端分别设有插接管7,插接管7的轴线呈竖向设置,插接管7的底端固定连接在下模座2的上表面,两个插接管7之间的连线垂直于型腔5的轴线。插接杆6和插接管7一一对应且插接配合,提高了上模套3升降时的稳定性。
42.参照图1,为了进一步提高上模套3升降时的稳定性,型腔5每一侧的插接杆6沿型腔5轴线的方向均分布有两个,型腔5每一侧的插接管7沿型腔5轴线的方向均分布有两个,插接杆6与插接管7一一对应且插接配合。
43.参照图1,插接管7的外侧套设有弹性件8,弹性件8为压簧,弹性件8的顶端固定连
接在上模座1的下表面,弹性件8的底端固定连接在下模座2的上表面。当需要开模时,压机释放对上模座1的驱动力,弹性件8驱动上模座1和上模套3上升使得上模套3和下模套4分离,达到了便于开模的效果。
44.参照图2,上模座1的下表面开有两个定位槽33,型腔5位于两个定位槽33之间。下模座2的上表面固定连接有两个定位柱43。定位柱43与定位槽33一一对应且两者插接配合,提高了上模套3和下模套4合模的精确性。定位柱43和定位槽33均呈上窄下宽的圆台状,便于定位柱43插入定位槽33内。
45.本技术实施例一种圆钢锻造模具的实施原理为:当需要锻造圆钢时,将锻造的胚料放置在下型槽42内,压机驱动上模座1下降,上模座1带动上模套3下降,使得胚料在型腔5内受挤压成型,当需要开模时,压机释放对上模座1的驱动力,弹性件8驱动上模座1和上模套3上升使得上模套3和下模套4分离,即可得到光滑表面的圆钢。当需要锻造不同尺寸的圆钢时,通过拆卸第一限位板12、第一安装条31,可以更换具有不同尺寸上型腔5的上模套3,通过拆卸第二限位板22、第二安装条41,可以更换具有不同尺寸下型腔5的下模套4。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1