用于摩擦搅拌焊接的工具和用于制造面板的方法与流程
1.本发明涉及一种用于摩擦搅拌焊接的工具,其中,该工具包括:中心轴,该中心轴构造成销状并且设置用于连接到驱动装置处;第一摩擦肩,该第一摩擦肩由中心轴承载;第二摩擦肩,该第二摩擦肩在中心轴的纵向方向上与第一摩擦肩间隔地由中心轴承载;由中心轴承载的两个支撑肩,该两个支撑肩布置在摩擦肩之间并且其中至少一个支撑肩可轴向移动地支承在中心轴上;以及调节装置,该调节装置布置在支撑肩之间并且设置成在使用中至少在可轴向移动的支撑肩上施加力,该力指向分别与可轴向移动的支撑肩紧邻布置的摩擦肩的方向。
2.本发明还涉及一种用于由面板元件制造面板的方法,所述面板元件由可焊接的材料预制,其中,面板元件通过上述类型的工具被摩擦搅拌焊接。
背景技术:
3.这种类型的工具也可从ep 2 995 411 a1中获知。在该工具中,由盘弹簧构成的组合用作调节装置,这些盘弹簧以弹性的、指向各自相关联的摩擦肩的方向的力加载可轴向移动的支撑肩。
4.de 10 2005 030 800 a1包含从其他现有技术中公知的用于摩擦搅拌焊接的工具的总结。如在那里所解释的以及在wo 93/10935中详细描述的那样,为了摩擦搅拌焊接使待彼此焊接的工件接触。摩擦搅拌工具的围绕其纵轴转动驱动的销被插入到如此形成在工件之间的接合区域中,直到在焊接销上方布置在工具处的肩安置在工件的表面上。在此,通过销和工件之间的相对运动产生摩擦热,从而工件的在接合区中彼此相邻的材料区域进入塑化状态,并且工件的材料在接合区中彼此混合。在旋转的焊接销与存在于接合区中的材料接触期间,工具沿待彼此焊接的工件之间的连接线连续运动,使得在连续的前进的过程中,位于焊接销周围的材料软化、混合并随后固化。如在de 10 2005 030 800 a1中进一步阐述的那样,根据相应的待完成的焊接任务可为适宜的是,摩擦肩与焊接销的旋转运动连接,以引起接合区的尽可能高强度的加工。然而在其它应用中也可以适宜的是,使摩擦肩与焊接销的转动脱连接,以在接合区域中使产生变形的危险最小化。同时,焊接销可以构造成沿轴向方向可调节,以能够使深度与相应给定的材料厚度相匹配,焊接销浸入到待彼此焊接的工件的材料中直至所述的相应给定的深度。
5.除了上述现有技术之外,由us 2009/0230173 a1公知一种多肩摩擦搅拌焊接工具,该摩擦搅拌焊接工具具有中心轴,该中心轴设置用于连接到驱动装置。中心轴构造为螺纹杆并且承载两个摩擦搅拌模块以及相应朝向这些摩擦搅拌模块的肩。肩和摩擦搅拌模块与中心轴同轴地定向并且经由与其螺纹相配合的螺纹与中心轴连接。以这种方式,可通过中心轴或相关构件转动来调节摩擦搅拌模块和肩的相对位置。同时,经由中心轴实现了用于彼此对接的板构件的摩擦搅拌焊接的摩擦搅拌模块和肩的转动驱动。
6.典型地,面板元件由轻金属材料制成并且以对接方式接合,根据本发明的工具特别适合于所述面板元件的焊接,并且通过使用根据本发明的方法可以由所述面板元件制造
大面积的面板。特别是在相互对接的面板元件之间,可以特别快速和经济地通过摩擦搅拌焊接来建立焊接连接。
7.在此,当面板元件在其接合状态中在彼此对接的侧面上具有通道状的凹口时,产生特别的挑战,所述凹口在面板元件对接接合时形成通道,所述通道在面板元件在其上侧和下侧处水平定向时分别通过侧向地从面板元件突出的材料区段限界并且本身从面板元件的上侧和下侧不可接近。
8.在这样构造的面板元件中,通过常规的摩擦搅拌工具不能保证按规定的焊接,常规的摩擦搅拌工具关于面板元件的水平定向分别仅从敞开的上侧或下侧相对于对接结合的、待彼此焊接的面板元件起作用。因此,在使用仅可以从外侧作用到面板元件处的这种常规工具时,缺少对置支承件(gegenlager),该对置支承件确保面板元件的摩擦搅拌加工的材料区段的材料被加热到对于按照规定的焊接足够的程度,并且因此面板元件的材料在焊接区的范围中充分地混合。
9.为了解决这个问题,并且在焊接上述类型的面板元件时,获得具有平坦表面的平滑焊缝,jp 2004/042115 a提出使用圈状摩擦搅拌工具,其中在中心轴上分别布置摩擦肩和与之沿轴向间隔开的支撑肩。在此,支撑肩与摩擦肩之间的距离设置成使得其对应于在面板元件之间的接合区域中待彼此对接的、限定面板元件之间的通道的材料区段的厚度。在焊接操作中,工具的中心轴形成焊接销,该焊接销沿着待彼此焊接的面板元件的材料区段之间的接合缝被引导。因为摩擦肩和支撑肩分别抗扭地与中心轴连接,所以一方面经由在焊接操作期间安置在面板元件的待彼此对接的材料区段的敞开的上侧上的摩擦肩并且另一方面通过贴靠在材料区段的朝向面板元件之间的通道的表面处的支撑肩产生摩擦热。为了确保在焊接期间的最佳支撑,由支撑肩施加的压紧力大于由摩擦肩向侧面的敞开表面施加的压紧力。通过以这种方式分别使以上述方式设计的工具沿着在待彼此焊接的面板元件水平定向时上方的接合缝并且沿着在该定向时位于下方的接合缝运动,使得面板元件可以在一个过程中彼此焊接,尽管在待彼此对接的侧面的区域中形成的通道在其长度上是不可接近的。
技术实现要素:
10.在上述现有技术的背景下,本发明的目的在于,提供一种用于摩擦搅拌焊接的工具,该工具能够以降低的耗费实现将两个对接接合的面板元件通过摩擦搅拌焊接彼此连接,其中,在待彼此对接的侧面的区域中通过在相关的侧面中通道状地成形的凹口来形成通道。
11.此外,应当提供一种以容易的方式允许对这样形成并对接接合的面板元件进行摩擦搅拌焊接的方法。
12.本发明通过一种工具和一种方法解决了此目的,所述工具至少具有在权利要求1中所述的特征,所述方法至少包括在权利要求10中说明的方法步骤。
13.本发明的有利的设计方案在从属权利要求中给出,并且如一般的发明构思那样在下面详细地阐述。
14.因此,根据本发明的用于摩擦搅拌焊接的工具与开头所述的现有技术中一致地包括
15.‑
中心轴,该中心轴构造成销状并且设置用于连接到驱动装置处,
16.‑
第一摩擦肩,该第一摩擦肩由中心轴承载;
17.‑
第二摩擦肩,该第二摩擦肩在中心轴的纵向方向上与第一摩擦肩间隔地由中心轴承载;
18.‑
由中心轴承载的两个支撑肩,该两个支撑肩布置在摩擦肩之间并且其中至少一个支撑肩可轴向移动地支承在中心轴上;
19.和
20.‑
调节装置,该调节装置布置在支撑肩之间并且设置成在使用中至少向可轴向移动的支撑肩上施加力,该力指向分别与可轴向移动的支撑肩紧邻布置的摩擦肩的方向。
21.根据本发明,调节装置现在包括调节件,该调节件在使用中通过随后作用的离心力在径向方向上向外远离工具的中心轴驱动并且在此作用于构造在相应的支撑肩处的斜面。
22.因此,根据本发明设置的调节装置根据离心力耦合的类型来构造并且根据工具的转速来起作用。为此,调节装置包括调节件,该调节件在使用中通过作用在该调节件上的离心力在径向方向上向外远离工具的中心轴驱动并且在此作用于构造在相应的支撑肩处的斜面。因此,调节件的径向运动被转向为轴向运动,该轴向运动指向与其紧邻的摩擦肩。以这种方式,从高转速(在这里所讨论的类型的摩擦搅拌工具在使用中以该高转速运行)产生高的压紧力,该压紧力对摩擦搅拌焊接的焊接过程和焊接结果有利地作用。
23.在实际使用中,根据本发明的工具的中心轴用作焊接销,通过该焊接销,在待彼此对接的面板元件之间存在的接合缝的高度上通过摩擦引入如此多的热量,使得材料在面板元件之间的接合区的范围中软化、混合并且因此形成强烈的材料配合的连接,在固化之后,面板元件通过该材料配合连接固定地相互连接。在此,中心轴承载两个支撑肩,这两个支撑肩在使用中位于存在于待彼此焊接的面板元件之间的通道中,并且从那里在摩擦搅拌焊接期间支撑材料区段,该材料区段在面板元件水平定向时在其上侧和下侧处限定所述通道。在此,支撑力通过调节装置产生,该调节装置布置在支撑肩之间并且在使用中将至少一个支撑肩压向与其相关联的材料区段的面向通道的面,该支撑肩可轴向运动地支承在中心轴处。以这种方式,与相关材料区段的相应材料厚度无关地并且在没有耗费的调节工作的情况下确保,可轴向移动的支撑肩以分别所需的压紧力支撑与其对应的材料区段。
24.第二肩在其轴位置中在中心轴处这样固定,使得它以固定设定的压紧力从通道出发压向相应的另一材料区段,并且以这种方式发挥足够的支撑作用。
25.然而,在此,根据本发明的工具的一种设计方案被证明是特别实用的,其中,两个支撑肩可轴向移动地支承在中心轴处,并且在使用中分别借助于一个调节装置朝分别与其紧邻布置的摩擦肩的方向加载力。在如此设计的工具中,取消了用于调整由支撑肩施加的压紧力的各种调整耗费。取而代之的是,支撑肩分别以限定的、通过相应的调整装置产生的力作用到分别与它们对应的材料区段的面向通道的面上。在此,弹性弹动的力加载被证明是特别有利的,因为以这种方式可以容易地平衡面板元件的待彼此焊接的材料区段的厚度变化。
26.如上所述,中心轴在使用中用作摩擦搅拌销,通过该摩擦搅拌销,将所需的热能通过摩擦引入材料中,该材料侧向地限定待彼此焊接的面板元件之间的各个接合缝。为此,中
心轴在其圆周表面上可以设有表面结构,该表面结构增加了待摩擦搅拌焊接的面板元件的与中心轴接触的材料之间的摩擦。同样,可以如此选择中心轴的形状,使得实现最佳地将能量输入到相关的材料中。为此,中心轴可以具有不同于圆形的横截面形状。因此,例如可以想到多边形横截面,特别是三角形或更多边形的横截面,从而在轴的圆周表面处构造边缘,其不仅可以增加待焊接的面板的材料之间的摩擦,而且如有可能还可以用于将支撑肩或摩擦肩抗扭地连接到中心轴。
27.在此,中心轴不必一定由一个部件制成。而是也可以使中心轴由两个或多个单独的构件组成。这可以具有如下优点,相关的构件可以相应于其功能来成形。因此,例如在中心轴与限定接合缝的材料区段的材料接触的区域中,中心轴可以具有特别的表面结构或特别的机械特性,同时它们可以在支撑肩可轴向移动的区域中以对此目的最佳的方式设计。在此,中心轴的各个区段可以由具有与其相应功能对应的特性或形状的各个构件构成。
28.在根据本发明的工具中,为了将最大的摩擦热引入到应当构造焊接连接的接合区中,适宜的是,支撑肩中的至少一个抗扭地与中心轴连接。
29.出于同样的原因,所述摩擦肩中的至少一个抗扭地与中心轴连接可以是适宜的。
30.然而也可以存在如下使用情况,其中,由于已经在开头讨论的现有技术中已知的原因而有意义的是,使支撑肩或摩擦肩与中心轴的转动运动脱连接,从而相应地旋转脱连接的支撑肩或摩擦肩在使用中不围绕中心轴的纵轴进行转动。
31.特别是当支撑肩或摩擦肩与中心轴的转动运动脱连接时,支撑肩或摩擦肩也可以以鞋形凸肩的形式或类似形式构造,以对待彼此焊接的面板元件之间的接合区产生大面积的支撑或摩擦负荷。还可能的是,至少一个支撑肩如此构造,使得相关的支撑肩在待彼此对接的面板元件之间形成的通道的侧向的限界面处引导并且以这种方式支撑中心轴。
32.当摩擦肩、支撑肩和至少一个弹性元件相对于中心轴同轴地定向时,在根据本发明的工具中在使用中得到最佳的负载分布。当所述摩擦肩或所述支撑肩中的至少一个抗扭地与所述中心轴连接时,这尤其适用。
33.同样地,在至少一个摩擦肩或支撑肩抗扭地与中心轴连接的情况下被证实有利的是,摩擦肩或支撑肩的与面板元件的材料发生接触的端面是环盘形的,并且中心轴引导穿过如此成形的端面的中心。
34.相应于对根据本发明的工具的前述说明,根据本发明的用于制造由两个由可焊接的材料预制的面板元件组成的面板的方法包括以下工作步骤,所述面板元件在彼此相对的侧面处分别具有通道状地沿相关的侧面延伸的凹口:
35.‑
提供两个面板元件;
36.‑
接合面板元件,使得所述面板元件的设置有通道状凹口的侧面在接合区中互相对接,特别是彼此末端(stumpf)对接,并且在所述接合区中通过通道状的凹口形成沿所述接合区延伸的通道,当所述面板元件水平定向时,所述通道在其上侧和下侧上分别由面板元件的从相应的面板元件突出的接片状材料区段侧向限界,其中,与上侧相关联的材料区段在第一接合缝中彼此对接,且与下侧相关联的材料区段在第二接合缝中彼此对接,
37.‑
摩擦搅拌焊接所述面板元件,其方式是,通过其作为搅拌销起作用的中心轴沿着面板元件之间的接合缝引导所构造的工具,其中,一个摩擦肩作用在上侧的敞开的表面上,且另一个摩擦肩作用在下侧的敞开的表面上,并且所述支撑肩中的至少一个被弹性地压向
面板元件的两个待彼此对接的材料区段的面向通道的表面上。
38.在支撑肩抗扭地与中心轴连接的情况下,在摩擦搅拌焊接期间,待彼此对接及待彼此焊接的面板元件的材料区段分别不仅由其敞开的、背离位于面板元件之间的通道的外表面而且还由其面向通道的表面受到摩擦搅拌加载。
附图说明
39.根据本发明的工具和根据本发明的方法以特别的方式适合于对由轻金属材料、尤其是铝材料组成的面板元件进行摩擦搅拌焊接。
40.下面借助于示出实施例的附图进一步阐述本发明。分别示意性地展示:
41.图1示出了相应于现有技术的工具在焊接两个水平定向的面板元件时的横截面;
42.图2以与图1相应的视图水平定向地示出了提供用于焊接的面板元件;
43.图3以与图1相应的视图示出根据图1和2的面板元件的对接接合状态;
44.图4以与图1至3中任一个相应的视图示出了在借助于图1中所示的工具进行摩擦搅拌焊接时的根据图1至3的面板元件;
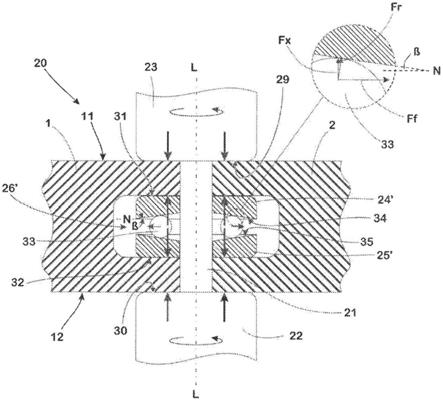
45.图5以与图1相应的视图示出根据本发明的工具。
具体实施方式
46.面板元件1、2以常规的方式例如通过挤压由为此从现有技术中已知的铝材料预制成空腔型材。在其纵侧3、4的侧面中分别成型有通道状的凹口5、6,所述凹口在相应的纵侧3、4的长度上延伸并且所述凹口在附图中选择的水平定向中在其上侧和下侧上分别通过相应的面板元件1、2的材料区段7a、7b、8a、8b来限界。在此,通道状的凹口5、6的基部通过相应面板元件1、2的各一个接片9、10的面向纵侧3、4的侧面形成,从而凹口5、6具有u形的横截面形状。
47.为了焊接,将面板元件1、2对接地接合(图3),其方式是,它们的纵侧3、4彼此对接地定向,使得面板元件1、2的外表面11、12处于一个平面中,并且它们在面板元件1、2的水平定向时上方的材料区段7a、8a的端面在上方的接合缝13a中接触并且它们的下方的材料区段7b、8b在下方的接合缝13b中接触。
48.面板元件1、2的凹口5、6在以这种方式彼此对接的面板元件1、2之间形成通道14,该通道在图1
‑
4中选择的水平定向中在其上侧通过材料区段7a、8a限定并且在其下侧通过面板元件1、2的材料区段7b、8b限定。
49.在图1和图4中示出的、相应于开头所述现有技术的、用于摩擦搅拌焊接的工具20具有根据焊接销类型构造的中心轴21,所述焊接销设置在常规的搅拌摩擦工具中,所述中心轴与在这里未示出的、常规构造的转动驱动器连接。未示出的转动驱动器驱动该中心轴21围绕其纵轴l旋转。
50.在中心轴21的下端部处,第一摩擦肩22与中心轴21抗扭地保持连接。第二摩擦肩23沿中心轴21的纵向方向错开地同样抗扭地在中心轴21处保持连接。在此,第二摩擦肩23配备有在此未示出的可松开的调节装置,借助于该调节装置将摩擦肩23的位置固定在中心轴21处。在松开其调节装置之后,摩擦肩23可在中心轴21的纵向方向lr上被调节。
51.在两个摩擦肩22、23之间,在中心轴21处布置有两个支撑肩24、25。在此,支撑肩
24、25可沿纵向方向lr移动且以抗扭的连接支承在中心轴21处。
52.在图1和图4所示的对应于现有技术的工具中,支撑肩24、25通过布置在它们之间的、构造成弹性元件的调节装置26在朝向分别与它们紧邻的摩擦肩22、23的方向上加载有弹性力。调节装置26为此通过一组盘弹簧27、28形成,这些盘弹簧如此相互定向,使得支撑肩25朝摩擦肩22的方向挤压并且支撑肩24朝摩擦肩23的方向挤压。
53.摩擦肩22、23、支撑肩24、25和构成调节装置26的盘弹簧27、28与中心轴21同轴地定向并且分别这样成形,使得中心轴21能够被引导穿过它们。在摩擦肩22、23和支撑肩24、25的朝向彼此的端面处相应地形成环形的平坦的贴靠面29、30、31、32,中心轴21延伸通过这些贴靠面的中心。
54.为了开始摩擦搅拌焊接,工具20在通道14的侧向敞开的端部处如此定位和设置,使得在对接接合的面板元件1、2水平定向时,其第一摩擦肩22安置在当面板元件1、2水平定向时面板元件1、2的下方的外表面12处,且上方的摩擦肩23安置在面板元件1、2的上方的外表面11处。同时,支撑肩24、25安置在通道14中并且由调节装置26压向材料区段7a、8a和7b、8b的分别与支撑肩24、25相关联的、面向通道14的表面。
55.接着,工具20借助于与其中心轴21连接的转动驱动器围绕其纵轴l旋转并且以沿着接合缝13a、13b的连续的向前运动来驱动。浸入到在接合缝13a、13b中彼此对接的材料区段7a、8a;7b、8b的材料中的中心轴21现在用作焊接销,通过所述焊接销的旋转和随之而来的摩擦将如此多的热量引入到相关的材料中,使得所述材料软化、混合并且在工具20继续运动之后再次固化,使得面板元件1、2彼此不可松开地材料配合地焊接连接。在此,支撑肩24、25支撑材料区段7a、8a;7b、8b并在接合缝13a、13b中在整个厚度上确保在其中对接的材料区段7a、8a;7b、8b给出适宜的材料混合。同时,支撑肩24、25以及在面板元件1、2的相应的外表面11、12处的摩擦肩23、22同样地确保了在材料区段7a、8a;7b、8b的朝向通道14的那侧处获得最佳的平坦的焊缝。
56.在图5中示出的根据本发明的用于摩擦搅拌焊接的工具20’的设计方案与工具20的区别在于其调节装置26’的设计方案和其支撑肩24’、25’的设计方案。因此,工具20’的在其造型和功能方面与工具20的相对应的构件一致的所有构件设有已经对工具20使用的附图标记。
57.在工具20’中,调节装置26’由球33构成,这些球松动地布置在支撑肩24’、25’之间。在此,其余部分如支撑肩24、25那样成形的支撑肩24’、25’在其下侧处设有锥形倾斜地环绕的斜面34、35。在上方支撑肩24’处,斜面34从其朝向中心轴21的内部边缘开始沿径向方向以关于中心轴21的法线n的角度β下降直至其外部边缘,而在下方支撑肩25’处,斜面35从其朝向中心轴21的内部边缘开始沿径向方向同样以角度β升高直至其外部边缘。
58.在使用中,与中心轴21抗扭地连接的支撑肩24’、25’旋转,并且球33与该支撑肩一起以较高的转速旋转,从而松动地安置在支撑肩24’、25’之间的球33由于在此作用的离心力ff沿着斜面34、35在径向方向上被向外驱动。因此,球33在斜面34、35上施加合力fres,该合力由离心力ff和与中心轴21轴平行定向的力fx产生,对此适用fx=ff
×
sin(β)
×
cos(β)。因此,由于在使用中出现的离心力ff,通过与中心轴21轴平行地作用的力fx,将支撑肩24’、25’压向材料区段7a、8a;7b、8b的与支撑肩24’、25’相关联的、面向通道14的表面,并且因此在焊接过程期间支撑材料区段7a、8a;7b、8b。
59.附图标记列表
60.1、2
ꢀꢀꢀꢀꢀꢀꢀ
面板元件
61.3、4
ꢀꢀꢀꢀꢀꢀꢀ
面板元件1、2的纵侧
62.5、6
ꢀꢀꢀꢀꢀꢀꢀ
面板元件1、2的凹口
63.7a、7b
ꢀꢀꢀꢀꢀ
面板元件1、2在水平定向时的上方的材料区段
64.8a、8b
ꢀꢀꢀꢀꢀ
面板元件1、2在水平定向时的下方的材料区段
65.9、10
ꢀꢀꢀꢀꢀꢀ
面板元件1、2的接片
66.11、12
ꢀꢀꢀꢀꢀ
面板元件1、2的外表面
67.13a、13b
ꢀꢀꢀ
接合缝
68.14
ꢀꢀꢀꢀꢀꢀꢀꢀ
通过凹口5、6构成的通道
69.20、20
’ꢀꢀꢀ
用于面板元件1、2的摩擦搅拌焊接的工具
70.21
ꢀꢀꢀꢀꢀꢀꢀꢀ
工具20、20'的中心轴
71.22、23
ꢀꢀꢀꢀꢀ
工具20、20'的摩擦肩
72.24、25
ꢀꢀꢀꢀꢀ
工具20的支撑肩
73.24’、25
’ꢀ
工具20’的支撑肩
74.26
ꢀꢀꢀꢀꢀꢀꢀꢀ
工具20的调节装置
75.26
’ꢀꢀꢀꢀꢀꢀꢀ
工具20’的调节装置
76.27、28
ꢀꢀꢀꢀꢀ
调节装置26的盘弹簧
77.29
‑
32
ꢀꢀꢀꢀꢀ
支撑肩24、25和摩擦肩22、23的贴靠面
78.33
ꢀꢀꢀꢀꢀꢀꢀꢀ
调节装置26’的球
79.34、35
ꢀꢀꢀꢀꢀ
支撑肩24’、25’的斜面
80.β
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
斜面34、35与法线n之间的角度
81.ff
ꢀꢀꢀꢀꢀꢀꢀꢀ
在使用中关于中心轴沿径向方向定向的、作用在球33上的离心力
82.fx
ꢀꢀꢀꢀꢀꢀꢀꢀ
在使用中在轴向上作用到支撑肩24’、25’上的力
83.fres
ꢀꢀꢀꢀꢀꢀ
在使用中由球33施加到斜面34、35上的力
84.l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中心轴21的纵轴
85.lr
ꢀꢀꢀꢀꢀꢀꢀꢀ
中心轴21的纵向方向
86.n
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
相对于中心轴21的法线
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1