数控机床的制作方法
1.本发明涉及一种数控机床。
背景技术:
2.在数控机床中,一个明显的问题是减少振动以提高加工精度。例如,在包括可绕竖直轴线旋转的工作台和围绕工作台布置的n个加工工位(n≥2)的机床中,如果一个工位强加高功率加工操作,则产生的振动很可能会传播到其它工位。对这些干扰进行补偿并非总是可行的,并且无论如何都必须使系统复杂化才能做到这一点。
技术实现要素:
3.本发明的主要目的是改进现有技术。
4.本发明的另一目的是创造一种能够减轻上述不希望有的振动问题的改进的机床。
5.这些和其它目的是通过所附权利要求中所述的内容实现的;有利的技术特征在从属权利要求中限定。
6.提出了一种用于数控机床的操作方法,该数控机床包括可围绕使用中竖直的轴线旋转的承载工件的工作台和围绕工作台布置的n个加工工位(例如通过刀具),n≥2,该方法包括以下步骤
7.‑
旋转工作台以将要加工的工件带到工位前方,
8.‑
从工作台上断开工件,
9.‑
将工件从工作台转移到工位,
10.‑
将工件固定到工位上,
11.‑
在工位中加工工件,
12.‑
从工位断开工件,
13.‑
将工件从工位转移到工作台,
14.‑
将工件固定到工作台上,
15.‑
旋转工作台,以将工件带到不同的工位前方或从工作台卸下工件。
16.通过上述步骤,工件(或用于工件的支承件,见下文)替换地仅与工作台或仅与一个工位一体成型,其最大优点是与工位对应的加工产生的振动依然更多地局限在工位本身内。这对于传送到工位序列中的一个工位的每个工件都成立,因此对于每个工位和每个工件而言,上述优点同时有效。
17.根据一个优选实施例,工件被安装在工作台上,从而将其施加到往来于工位径向平移的支承件上。
18.根据一个优选实施例,当工件或支承件被转移并连接到工位时,工件或用于工件的支承件围绕使用中的竖直轴线旋转。
19.根据一个优选实施例,通过使支承件围绕所述使用中的竖直轴线旋转并且将刀具插入支承件的贯通开口中以到达工件的与支承件接触的一面来加工工件。
20.根据一个优选实施例,在工件或支承件被转移并连接到工位之后,对加工坐标执行重新校准以补偿位置误差。例如,在工件被转移并连接到工位之后,通过探测工件进行重新校准。
21.根据一个优选实施例,通过将工件或支承件锚定到工位的机架或底盘上来将工件或支承件从工作台移动到工位。特别地,机架或底盘是放置在工作台前方的竖梁。
22.根据该方法的一个优选实施例,
23.‑
将刀具(或一组刀具)装载到工作台或所述支承件上
24.‑
转动工作台或所述支承件,将刀具(或一组刀具)带到n个加工工位之一,
25.‑
在该工位中,拾取刀具并安装在主轴或机械臂上以对工件进行加工。
26.通过这种方式,可以利用工作台或支承件的旋转来不仅运输工件还运输其加工所需的刀具。
27.本发明的另一方面涉及一种数控机床,该数控机床包括:
28.‑
可绕使用中的竖直轴线旋转的工件承载工作台;
29.‑
n个加工工位(例如通过刀具),其中n≥2,其围绕工作台布置以从工作台进给并例如通过刀具加工工件,
30.‑
用于将工件从工作台转移到一个工位然后从这个工位转移到工作台的第一装置,
31.‑
用于在由第一装置执行的从工位或从工作台转移工件之后将工件固定到工作台或所到达的工位上的第二装置。
32.根据一个优选实施例,机床包括用于工件的支承件,该支承件构造成与工件一起传送到工位和从工位被重新取走,并且第一装置构造成将支承件从工作台转移到工位并且从该工位转移到工作台,而第二装置构造成用于在由第一装置执行的从工位或从工作台转移支承件之后将支承件固定到工作台或所到达的工位上。
33.根据一个优选实施例,机床在工作台与一个或每个工位之间包括联接到所述支承件的径向线性导向件,该导向件被配置为将支承件从工作台径向来回平移到工位。
34.优选地,支承件主要沿着在使用中竖直的平面延伸。
35.优选地,一个或每个工位包括用于在支承件连接到工位时使支承件围绕平行于工作台的旋转轴线的竖直轴线旋转的装置。支承件或工件的这种自由度不仅有利于n个工位之一中的刀具的加工(还减少了工位数量),而且便于处置因重力从工件上脱落的切屑。
36.优选地,支承件包括从其一侧通向另一侧的贯通开口,使得刀具可以通过穿过支承件的厚度来加工工件。
37.注意能够在每个工位将支承件旋转180度的显著优点。因此,工件可以呈现放置在支承件上的上下两面而不必重新夹持工件。位于支承件上的背面的加工通过布置在支承件本身中的前述窗口或贯通开口进行,操作单元可以经这些开口接近工件。这两个方面协同地提高了机床的效率。
38.根据一个优选实施例,第二装置包括用于根据控制输入的状态选择性地将支承件连接到工作台或工位或将其释放的装置或器件(或器件或夹持装置)。
39.夹持或夹持装置是指元件的组件,其履行根据控制输入的状态保持支承件和工作台结合在一起或使它们可拆卸的功能。
40.控制输入可以是例如命令锚固装置的电信号、手动控制构件的位置,或流体如空气或油的流量。
41.例如,连接装置包括电磁体、吸盘或可根据指令相互连接的三个部分:固定在支承件上的第一部分,固定在工作台上的第二部分,固定在工位上的与第二部分相同的第三部分。
42.根据一个优选实施例,所述部分之一包括锥体或截锥体,而另一部分包括互补形状的腔体以接纳该锥体或截锥体。该系统保证了支承件在工作台上的机械精确和可重复的对中。
43.此外,机械精度允许限制对工件进行探测或测量的操作。
44.根据一个优选实施例,第一部分和第二部分被配置为可以装配在一起的公母部分。
45.根据一个优选实施例,连接装置包括可在两个位置之间移动以分别将第一和第二部分或第三部分相互约束或不相互约束的锁定元件,可移动的锁定元件的位置可通过所述控制输入来控制。
46.根据一个优选实施例,机床包括用于检测支承件在工作台和工位上的实际位置的探测装置,以通过改变由n个工位中的刀具执行的加工程序来补偿其位置误差。
47.根据一个优选实施例,一个或每个工位包括机架或底盘,支承件可借助于第二装置锚固到该机架或底盘上。
48.特别地,机架或底盘是竖直地放置在工作台前方的梁结构,特别是包括通过两个水平横档结合的两个竖直立柱。
49.特别地,连接装置的第三部分安装在机架或底盘上,连接装置的第二部分安装在工作台上,并且连接装置的第一部分安装在用于工件的支承件上。在具有在工位上枢转的旋转支承件的变型中,连接装置的第三部分安装在抵接元件上,该抵接元件可旋转地安装在机架或底盘上。
50.根据一个优选实施例,每个工位基本上被放置在假想的正多边形的顶部处并且工作台被放置在该多边形的中心。
51.根据机床的一个优选实施例,该机床包括
52.‑
用于将刀具整体地固定到工作台上的第三装置,和
53.‑
用于将刀具从工作台转移到n个加工工位之一的第四装置。
54.特别地,在上述变型中的一个或每个变型中,第三装置包括或被构成为所述第二装置。
55.特别地,在上述变型中的一个或每个变型中,第四装置包括或被构成为所述第一装置。
56.更特别地,第四装置包括可相对于工作台沿径向方向线性移动的臂或构件,所述第三装置安装在该臂上以固定。
57.通过移动该构件或臂,然后可以将刀具带到加工工位和/或从加工工位拾取刀具。
58.优选地,一组刀具由第三装置和第四装置同时移动。
59.用于包括可绕使用中竖直的轴线旋转的工件承载工作台和围绕工作台布置的n个加工工位(n≥2)的数控机床的方法的一个变型包括以下步骤:
60.‑
旋转工作台,以将要加工的工件带到工位前方,
61.‑
从工作台上断开工件,
62.‑
将工件从工作台转移到工位,
63.‑
将工件固定到工位上并通过执行步骤a到d在工位加工工件;
64.‑
从工位断开工件,
65.‑
将工件从工位转移到工作台,
66.‑
将工件固定到工作台上,
67.‑
旋转工作台以将工件带到不同的工位前方或从工作台卸下工件,
68.其中,所述方法是加工被夹持在夹持元件中并由可移动地安装在机床上的刀具加工的工件,其中步骤a至d是:
69.a.将夹持元件与数控机床的机架刚性连接,
70.b.对工件的一部分中存在的几何形状进行光学扫描,
71.c.根据在光学扫描期间获得的数字数据,在与机床机架一体化的基准框架中确定几何形状的坐标,
72.d.处理与预定加工顺序有关的数字数据,特别是坐标,以在与机床机架一体化的基准框架中生成用于致动刀具的加工坐标,所述加工坐标使得刀具对工件应用与所述坐标相对应的预定加工顺序。
73.在步骤b中,例如通过数码相机或激光束进行光学扫描。
74.优选地,在步骤c中,对数字数据进行处理,目的是为了
75.‑
识别例如对应于粗加工的几何图案,并从该几何图案获得所述坐标;和/或
76.‑
识别图像部分并将所述坐标分配给所述部分。
77.优选地,在步骤b中,在工件的边缘上执行光学扫描,更优选地在工件的两个相对的边缘上执行光学扫描,特别是用于确定待使用刀具精加工的腔体的位置。
附图说明
78.进一步的优点将从以下描述中变得清楚,该描述涉及机床的优选实施例的示例,其中:
79.‑
图1示出了机床的示意性加工顺序;
80.‑
图2示出了机床的俯视图;
81.‑
图3
‑
6示出了机床在不同操作配置下的三维视图;
82.‑
图7示出了机床的加工工位的三维视图;
83.‑
图8示出了加工工位的正视图;
84.‑
图9和图10示出了锚固装置;
85.‑
图11示出了第二机床的局部三维视图;
86.‑
图12
‑
14示出了图9中的机床的细节的局部三维视图;
87.‑
图15示出了第二机床的示意加工顺序。
88.图中相同的标号表示相等或基本相等的部件。为了不使图面拥挤,有时相同的元件未进行编号。
具体实施方式
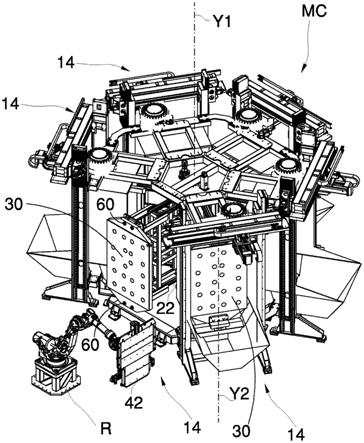
89.图2示出了数控机床mc的平面图,该数控机床mc包括
90.可绕使用中竖直的轴线y1旋转的中心工作台10,和
91.多个加工工位14,在该示例中为5个,其配备有刀具并围绕工作台10布置。通过使工作台10绕轴线y1旋转,可以利用机器人r从装载位置顺序地移动工件穿过工位14以在那里进行加工。
92.工作台10包括中心鼓20,径向导向件22——在该示例中为六个——从中心鼓20对称地朝向每个工位14径向延伸,从而滑动地支承用于工件42的平坦支承件30。
93.借助于径向导向件22,支承件30可以远离或靠近轴线y1径向移动,而通过使工作台10旋转,支承件30可以在工位14之一的前方旋转。
94.特别地,在该示例中工作台10可以同时容纳六个支承件30,以使生产效率最大化。
95.工件42可以单独安装在支承件30上,或者优选地安装在一个或每个支承件30上,该支承件30装有包括锁定构件——例如气动夹具或磁体或吸盘——的夹持单元的组件,以将工件42保持在支承件上。在下文中,我们通常会用“工件”来表示一种情况或另一种情况。
96.一个或每个支承件30可以例如经由快速释放连接一体地连接到工作台10或工位14。为此目的,一个或每个支承件30包括锚定/连接到工作台10和工位14的装置,其可以根据控制输入的状态而被启用/停用。
97.图示变型中的锚固装置包括两个可根据指令联接的对向部分:支承件30上的固定部分以及工作台和工位14上的固定部分。
98.工作台10和工位14上的固定部分包括(图8和9)配备有锥形部分54的突出的销50和能够或多或少地从销50的侧面突出的径向销52。
99.支承件30上的固定部分包括(图10)具有腔体62的圆盘60,该腔体与销50和锥形部分54互补。锥形形状之间的互补确保了良好的对中。在腔体62中存在与销52互补的孔。销50和腔体62被配置为可以装配在一起的公母部分。
100.为了将支承件30附接到工作台10或工位14上,支承件30水平地移动更靠近工作台10或工位14,使得销50装配到腔体62中并且销52例如通过压缩空气或油的输入而被控制从销50出来并进入腔体62中的相应孔,以便将支承件30牢固地连接到工作台10或工位14。
101.工位14的优选结构在图7和图8中被示出。
102.该工位包括机架或底盘80,该机架或底盘80包括通过下横杆86和上横杆84结合的两个竖直立柱82。竖直立柱82与下横杆86和上横杆84形成矩形或方形机架。
103.已知的加工转塔86可移动地安装在机架或底盘80上并配备有用于加工工件42的刀具。
104.特别地,在下部横向构件86和上部横向构件84上安装有抵接元件90,其容纳锚固装置的部分60。
105.优选地,抵接元件90可绕平行于轴线y1的轴线y2旋转,以便当支承件30到达工位14时能够使支承件30绕该轴线旋转。绕轴线y2旋转(经由已知的驱动器,例如电动机)的优点在于,工件42也可以向工位14的刀具呈现先前面向工作台10的一面。
106.一种用于使用机床mc加工工件42的操作方法(还参见图1的顺序)包括以下步骤:
107.‑
将工件42安装在工作台10搭载的支承件30上(图1a、2、3);
108.‑
通过操作支承件30上存在的锚固装置(可选的)将支承件30封阻在工作台10上,见图1b和4;
109.‑
使支承件30沿着导向件22朝向轴线y1退回;该步骤是可选的但有利的,因为它有助于将工件42装载到从工作台10伸出得更多的支承件30上,
110.‑
旋转工作台10(图5和1c)以将带有工件42的支承件30带到工位14的刀具前方(图5);在所示示例中,旋转角度为360度/6个工位=60度;
111.‑
通过停用工作台10与支承件30之间的锚固装置将支承件30从工作台10断开;
112.‑
通过使支承件3远离轴线y1径向移动来使支承件30沿着导向件22平移(图6和1d)以使支承件30更靠近工位14,直到支承件30与机架80接触;
113.‑
通过启用支承件30与元件90之间的锚固装置来将支承件30连接到机架80;
114.‑
用工位14的刀具加工工件42;
115.‑
使支承件30绕轴线y2旋转并用工位14的刀具加工工件42(可选的);
116.‑
通过停用支承件30与抵接元件90之间的锚固装置来将支承件30从机架80断开;
117.‑
使支承件30沿着导向件22平移,使其径向靠近轴线y1,以将支承件30转移到工作台10上(图1e);
118.‑
通过启用工作台10与支承件30之间的锚固装置将支承件30连接到工作台10;
119.‑
旋转(图1f)工作台10以将带有工件42的支承件30带到下一工位14的刀具前方,或者如果工件已经访问了所有已随工作台完成一整圈的工位14,则从工作台10卸下工件42。
120.在以下情况体验到特别的效率:
121.当工件42是汽车部件例如用于容纳电动汽车电池的平台时;和/或
122.当工件42由铝制成时。
123.机床的又一实施例mc2在图9及后面的图中示出。与图2的机床mc相比,为简单起见,仅示出了由可绕在使用中竖直的轴线y1旋转的中心工作台110形成的中心旋转部分。工作台110仍然被多个加工工位(未示出)包围,如图2所示。
124.在工作台110中,径向柱120朝向每个加工工位径向延伸,每个柱120支承用于工件142的平坦支承件130(图12)。工件142可以安装在支承件130上,为此目的,支承件130包括构造成保持工件142的快速释放配件或阻挡元件144,例如气动夹具或磁体。快速夹具144可以是例如图8和9中的那些。
125.一个或每个支承件130从工作台110转移到如先前针对机床mc描述的加工工位,并且机床100的操作复制图1中所示的方法。
126.机床mc2的特殊之处在于工作台110还被用于将刀具190运输到一个或多个加工工位14,参见图13的方案。基本上是复制了图1的顺序,其中现在移动的对象是刀具190。因此,工作台110允许不时地将必要的刀具190传送到存在于加工工位中的机床。工作台110、10可以仅运输和转移刀具190,仅运输和转移支承件30,或同时运输和转移两者。
127.将刀具190装载到工作台110上可以例如仅发生在工作台110外部的一个点。
128.优选地,代替工作台110上的单个刀具190,一次装载多个刀具190,例如,其例如由容器或架子容纳/容纳在容器或架子中。
129.在一个优选实施例中,参见图10和11,用于刀具的支承元件滑动地安装在柱120
上。用于刀具的支承元件可以相对于工作台110移动以远离轴线y1径向移动,以便将刀具190输送到位于工位14中的加工中心。
130.在图示的示例中,支承元件包括(图11)两对l形的臂152,其可在柱120的侧面上相对于轴线y1径向地(即,正交地)往复滑动,见箭头k。每个臂152可以相对于另一臂152的轴线沿着平行且偏置的轴线滑动。每对臂152位于在使用中水平的同一平面上,并且两对臂的平面在竖向上偏置。每对臂152被布置成使得l的两段相对于柱120沿相反的方向延伸。
131.在每个臂152的端部存在快速释放连接件158,其例如作为以上针对机床mc描述的快速释放连接件,特别是可以根据控制输入的状态启用/停用的装置。优点是快速将刀具190联接到臂152。
132.优选地,用于同时保持和运输多个刀具190的支承件或托盘联接到臂152上的快速连接件158。
133.在操作期间,将刀具装载到柱120(图11)上,工作台110旋转到预定工位14,然后臂152从柱120向机床mc2的外侧滑动(图10)以将刀具190带到接收工位14。例如在接收工位14中还有其它与刀具190或它们的容器联接的快速释放连接件。到达接收工位14后,刀具190在必要时由主轴或机器人取走以加工工件142。以同样的方式,将刀具190从工位14放回臂152上并返回到刀具匣。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1