胶粘金属部件的方法与流程
1.本公开涉及一种将金属部件胶粘到另一部件的方法,并且该方法特别地包括通过施加激光脉冲来对待胶粘到另一部件的金属部件的表面部分进行预处理。
背景技术:
2.已知,可对将要胶粘到另一部件的金属部件的表面部分进行预处理以实现更耐久的粘合性粘结。此类预处理可为用酒精液体(例如异丙醇)来清洗金属表面。可替代的是,烧蚀金属表面的表面层(该表面层包含污染物诸如挥发性有机化合物,例如油)和一起使耐久性粘合接头劣化的反应层。
3.de102009017492a1大体上论述了借助于纳秒或皮秒激光脉冲,例如用长度在一皮秒至数百皮秒范围内的激光脉冲,对旨在用于胶粘到另一金属表面的金属表面进行预处理。
4.发现此类粘合性粘结(特别是如果它们暴露于重复的机械应力和/或特定侵蚀性化学品诸如精油)并不总是显示所需的耐久性。此类描述的重复机械负荷和/或侵蚀性化学环境可以例如针对个人护理装置诸如电动牙刷而发生。
5.因此,本发明的目的在于提供一种用于将金属部件胶粘到另一部件的方法,该方法导致改善的粘合性连接的耐久性,特别是在粘合性连接经受重复负荷的情况下和/或粘合性连接变为暴露于包含精油的潮湿环境的情况下。
技术实现要素:
6.根据一个方面,提供了一种将金属部件胶粘到另一部件的方法,该金属部件和该另一部件特别旨在用于在个人护理装置诸如电动牙刷中使用,其中该方法包括以下步骤:
7.提供金属部件,特别是钢部件,以及另一部件,特别是另一金属部件;
8.用超快激光脉冲来处理旨在用于胶粘到另一部件的金属部件的表面部分,使得将金属表面的表面层移除,该超快激光脉冲的脉冲长度在飞秒范围内,特别是在1飞秒至990飞秒之间的范围内;
9.向金属部件的经处理的表面或者向另一部件的表面施加粘合剂;以及
10.将金属部件和另一部件胶粘在一起。
11.根据一个方面,提供了一种包括将钢轴胶粘到金属杯体中的步骤的制造个人护理装置的方法,该方法进一步包括以下步骤:
12.提供钢轴和金属帽,该金属帽的尺寸被设定成接收钢轴的至少末端区域;
13.用超快激光脉冲来处理旨在用于胶粘到另一部件的钢轴的表面部分,使得将来自金属表面的表面层移除,该超快激光脉冲的脉冲长度在飞秒范围内,特别是在1飞秒至990飞秒之间的范围内;
14.用快速或超快激光脉冲来处理旨在用于与钢轴的相应表面部分粘结的金属帽的内表面的至少一部分;
15.向钢轴和金属帽中的至少一者的经处理的表面部分施加粘合剂;以及
16.将金属帽装配到钢轴上并且使粘合剂固化。
附图说明
17.本公开将通过对示例性实施方案的详细描述并且参考附图进一步阐明。在附图中,
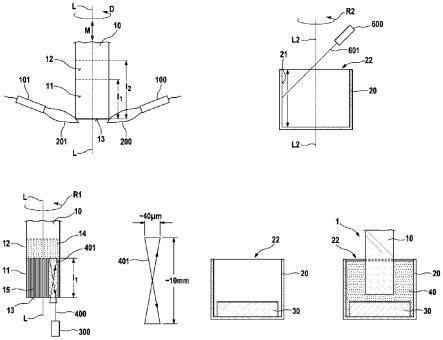
18.图1a是将一个金属部件胶粘到另一部件的第一示例性过程步骤的示意图;
19.图1b是第二示例性过程步骤的示意图;
20.图1c是第三示例性过程步骤的示意图;
21.图1d是任选的第四过程步骤的示意图;
22.图1e是胶粘在一起的金属部件和另一部件的示意图;
23.图2a是用飞秒激光脉冲沿处于微米刻度上的线处理的金属表面的sem图片;
24.图2b是用飞秒激光脉冲沿处于纳米刻度上的线处理的金属表面的sem图片;
25.图3a是示例性个人护理装置的图示;
26.图3b是图3a的个人护理装置的放大部分,该放大部分以部分切开的打开状态示出;并且
27.图4示出了用于若干过程技术的金属部件与另一部件之间的粘合性连接的耐久性的比较。
具体实施方式
28.在本说明书的上下文中,“个人护理”应指皮肤及其附器(即毛发和指/趾甲)以及牙齿和口腔(包括舌头、牙龈等)的营养(或护理),其中目的一方面是预防疾病以及维持和加强健康(“护理”),另一方面是美容处理以及改善皮肤及其附器或者牙齿和口腔的外观。它应包括维持和加强幸福感。这包括皮肤护理、毛发护理和口腔护理以及指/趾甲护理。这还包括梳理活动,诸如胡须护理、剃刮和脱毛。因此,“个人护理装置”是指用于执行此类营养或梳理活动的任何装置,例如(美容)皮肤处理装置诸如皮肤按摩装置或皮肤刷子;湿式剃刀(具有或不具有电子部件或电部件诸如振动装置);电动剃刀或修剪器;电动脱毛器;以及口腔护理装置,诸如手动或电动牙刷、(电动)牙线、(电动)冲洗器、(电动)舌清洁器、或(电动)牙龈按摩器。这不应排除所提议的个人护理装置在一个或若干个这些营养或装置区域中可具有比在一个或若干个其它这些区域中更显著的有益效果。
29.根据本说明书,用在飞秒范围内的超快激光脉冲对将要与另一部件(特别是另一金属部件)粘合地粘结的金属部件进行预处理。已经发现,飞秒激光脉冲从金属表面烧蚀污染物和氧化物层(它们一起形成“表面层”),同时减少热影响区的产生,这提供了随后活化的金属表面的高润湿性,使得施加在经预处理表面上的粘合剂将容易地铺展和接触整个经预处理表面。
30.本文所述的将第一金属部件胶粘到另一部件的方法已经通过研究粘合剂金属粘结技术的改善来识别,特别是借助在重复机械应力下改善耐久性的视图,并且替代地或另外地,借助化学相对侵蚀性环境(特别地包含必要的油或醇)的视图,诸如将发生在使用个人护理装置如电动牙刷使用期间。例如,与可更换的功能头偶联以驱动功能头运动的驱动
轴部件通常必须忍受循环负荷(即重复负荷),并且还可以暴露于唾液-牙膏混合物(大多数牙膏包含一种或几种精油)。识别了特别合适的方法步骤,其单独倾向于提供所提及的粘合性粘结耐久性的改善并且在组合使用时倾向于显示耐久性的进一步改善。如果钢将要借助于环氧树脂粘结,则表面纯度(即,没有污染物且没有钝化层的纯活性金属表面)特别具有相关性。发现表面的化学活性在挥发性有机化合物存在下特别具有高相关性。
31.例如,已知使用激光脉冲清洗金属表面,但迄今为止尚未报道使用在飞秒范围内的激光脉冲,即如下激光脉冲:短至1飞秒至999飞秒,特别是在低于990fs的范围内,并且进一步特别是在低于950fs的范围内,进一步特别是在低于940fs或930fs或920fs或910fs的范围内。可以考虑约900fs的脉冲长度。较低范围的限值可以设定为50fs或100fs或200fs或300fs或400fs或500fs或600fs或700fs或800fs。这不应排除给定示例之间的任何值。在飞秒范围内的超快激光脉冲倾向于使辐照材料升华,这归因于能量快速沉积在材料中。与施加相同能量的较长激光脉冲(其中材料在生成所谓的热影响区(haz)处加热和熔融)相比,飞秒脉冲导致不同的材料烧蚀过程,其中可观察到的haz产生减少。据信这对金属表面与粘合剂之间的粘合性连接的耐久性有积极的影响。
32.进一步发现,可以在个人卫生装置中使用的金属部件可被挥发性有机化合物诸如油污染。虽然通常据信,用激光烧蚀技术对金属表面进行预处理足以打开活性金属表面以进一步进行粘结/胶粘,但是发现这种经预处理金属表面的强烈增加的润湿性,特别是如果用超快激光脉冲进行预处理,会导致活化表面在短时间范围内被与经预处理表面部分邻接的未经预处理表面部分上存在的挥发性有机化合物润湿。此类活化金属表面被挥发性有机化合物快速污染导致粘合性连接的长期耐久性的问题性减少。
33.与涉及仅一个处理步骤的已知金属表面预处理技术相比,另外提出了用气压等离子体进行的另外预处理,该等离子体预处理特别是在激光预处理之前进行。特别地,等离子体预处理覆盖与将通过激光烧蚀进行预处理的表面部分邻接的金属部件的表面部分,使得在这些后来邻接表面部分上的未被移除的挥发性有机化合物变为固定并且不能轻易迁移到经激光预处理的表面部分。等离子体预处理一方面清洗表面,另一方面,例如通过聚合和裂化油基污染物而固定剩余的挥发性有机化合物。因此,虽然激光预处理一定程度移除了等离子体清洗之后保留的活性表面层,但如果等离子体预处理已经覆盖的表面区域大于通过超快激光脉冲处理的表面部分,则等离子体预处理至少减少了经激光处理表面被剩余挥发性有机化合物污染。由于等离子体预处理和激光烧蚀预处理迄今为止仅以分离和组合使用,这两者被认为经济上低效和非协同的。根据本公开,以所论述方式组合两种过程被认为是相关且不寻常的步骤。通过等离子体处理将挥发性有机化合物固定在用飞秒激光脉冲进行预处理的区域之外增加了在所提及情况下粘合性连接的耐久性,甚至超过仅进行飞秒激光脉冲预处理的耐久性。
34.为了完整性,还提及另一部件,特别是如果另一部件是金属部件,则也可以通过先前的等离子体预处理和随后的激光脉冲预处理的组合来处理。
35.用超快激光脉冲进行预处理的金属部件可包括具有将要被预处理的外柱形表面的柱形区段。例如,金属部件可为将要用于个人护理装置诸如电动牙刷中的马达的驱动轴。为了对金属部件的外柱形表面进行预处理,可使金属部件围绕柱形区段的中心轴线旋转。举例来说,假设柱形区段具有3mm的直径和10mm的高度。柱形区段的圆周是9.42mm。可以使
用直径为50μm的激光脉冲,使得通过在长度方向上施加250个重叠激光脉冲平行线,可以完全覆盖示例性柱形区段的外柱形表面(激光脉冲在圆周方向上的距离将为约37.7μm)。
36.可以约400khz的频率和8000mm/s的激光进送速度施加激光脉冲。在长度方向上施加的激光脉冲然后将具有20μm的距离。由于长度方向上的重叠并且也在圆周方向上,故激光脉冲的总重叠为约70%。在本示例中,柱形区段围绕其长度轴线的旋转可以在激光预处理期间以约180转/分钟完成,这意味着进送速度为8,000mm/s的激光束在距离为约37.7μm的金属部件上产生激光处理线,如先前所提及。
37.为了抵消柱形区段的旋转,可以沿不是笔直的但具有沙漏类型形状的路径扫描激光,其中在本示例中,沙漏的长延伸部可为10mm或更大,并且小延伸部可为约37μm。如果沿直线并向下扫描扫描激光,则激光烧蚀线将遵循旋转柱形区段上的锯齿状路径,这将导致激光脉冲在锯齿状线的相应末端处的非常强重叠。通过沙漏类型路径的旋转运动和在转向点处使激光光斑移动约37μm的抵消基本上导致旋转柱形区段上的笔直且平行激光烧蚀线。
38.在一些实施方案中,经预处理的金属部件的柱形区段表示金属部件的端部部分。然后可以扫描超过柱形区段端部的激光束,较长距离(例如,在超过10mm的示例中)然后被认为是针对小距离运动(其将稍微大于所提及的37μm)。应注意,本文所论述的值仅作为示例提供,并且经处理的金属部件可具有任何其它几何形状。
39.每个激光脉冲施加的能量可被设定为50μj,这意味着在400khz的脉冲频率下激光的平均功率为20w。通常,可以使用nd:yag uspl激光,其波长为1030nm。这不应排除具有任何其它波长的激光源,特别是波长在930nm与1064nm之间范围内的激光源。
40.在基本上部分重叠且基本上平行的线上施加超快激光脉冲导致形成激光诱导的周期性表面结构(lipss)。激光可为线性偏振的。lipss可具有围绕激光波长的空间周期(在示例中,因此空间周期为约1μm)。据信这些lipss倾向于改善将形成在金属表面与粘合剂之间的粘合性粘结的耐久性。
41.表1列出了用于进行超快激光脉冲预处理的相关值,并且提供了一些范围,所述范围被认为是明显的,即使下表不应排除也可以使用所提出范围之外的值。总体而言,所述值可以在一定程度上变化,只要光注量保持在所提出的范围内即可。
[0042][0043][0044]
表1:用于对金属表面进行超快激光脉冲预处理的示例性值以及所提出的范围。可以调整各个值,使得光注量保持在所提出的范围内。
[0045]
在一些实施方案中,金属部件为金属轴,特别是钢轴,其被胶粘到作为另一部件的
金属帽中。在这种粘结过程中,可以将另外的元件固定在金属帽中,其中另外的元件可为永磁体,诸如永磁体盘。
[0046]
通常,可以在用激光脉冲(例如,delo saco sil其可从delo industrie klebstoffe gmbh&co.kgaa公司,windach,germany获得)进行表面处理之后向金属部件的表面施加底漆诸如硅烷底漆(并且另外也向另一部件的表面施加)。
[0047]
图1a至图1e是根据本公开的示意图,其示出了预处理中的连续示例性制造步骤以及将金属部件(在此为钢轴)胶粘到另一部件(在此为金属帽)。
[0048]
在图1a的示意图中,示出了金属部件10,其实现了可以用于个人护理装置例如电动牙刷的驱动单元中的钢轴的前部部分。在本示例中,所示的钢轴前部部分为柱体,但是这将要被认为是非限制性的。两个等离子体源100、101分别产生大气压等离子体射流200、201,它们被施加在金属部件10的表面部分11、12、13上以从金属部件10的表面移除污染物。金属部件10可以沿方向m移动,如图1a中的箭头所示,或者等离子体源100、101可以相应地移动。另外,金属部件10可以围绕其中心轴线l旋转,如箭头d所示,或者等离子体源100、101可以围绕金属部件10旋转。通过大气等离子体200、201进行预处理覆盖了金属部件10的表面部分11、12、13,该表面部分大于旨在用于胶粘到另一部件的表面部分11。在图1a中,旨在用于胶粘的表面部分11是具有长度l1的轴的柱形外表面。等离子体预处理还覆盖了金属部件10的前表面13和附加表面部分12,这里意味着柱体的附加表面部分与旨在用于胶粘到另一部件的表面部分11邻接。钢轴的前表面13也与旨在用于胶粘到另一部件的表面部分11邻接。由于进行等离子体预处理,故要将外表面部分11、12、13清洗掉未被等离子体移除的污染物和挥发性有机化合物(特别是油),它们基本上通过聚合或裂化而固定。
[0049]
在图1b的示意图中,其示出了激光源300在旋转金属部件10的表面部分11上扫描激光束400,其中激光束400的路径401是沙漏类型路径(路径401的放大部分示于图1b的右手侧),其抵消金属部件10围绕其中心轴线l的旋转r并且产生在旨在用于胶粘到另一部件的外柱形表面部分11上基本上平行的线15。激光源300可以特别地被布置成发射脉冲激光束400,并且脉冲激光束400的参数可为先前段落中已经论述的那些参数,特别是如表1中所提供的,或者该参数可以适于根据所提供的教导的金属部件的尺寸,这基本上意味着在金属表面上实现特定注量,即,在5.0j/cm2至8.0j/cm2之间范围内的注量。可以看出,激光束400的路径401延伸超过金属部件10的端部。金属部件10的先前经等离子体处理的表面的一部分(即,与用激光脉冲处理的表面部分11邻接的表面部分12和13)是未用激光脉冲处理的。表面部分12和13可包括固定的挥发性有机化合物和由于等离子体处理而引起的活化作用。如已经解释的,如参考图1a和图1b所解释的这种预处理顺序基本上避免了可移动的挥发性有机化合物接近经激光处理和活化的纯金属表面(其在激光预处理之后被打开),并且因此减少了这种经激光处理的表面部分11的快速再污染。相对于激光路径401的放大部分指示了已在先前段落中论述的示例性值:在该示例中,路径401的长度为约10mm,并且路径401的宽度为约40μm(宽度值取决于金属部件的尺寸以及旋转速度)。
[0050]
在图1c的示意图中,示出了另一部件20,其在此为帽形部件,特别地可由金属制成并且具有帽形中空部22。其示出了激光源600在帽形部件的内表面21上扫描激光束601,其中帽形部件可以围绕其中心轴线l2旋转。虽然这里未示出,但是也可以首先用等离子体(例如大气压等离子体)处理另一部件20。激光源600可以施加在纳秒、皮秒或飞秒范围内的快
速或超快激光脉冲,或者激光源600可以发射连续波激光束。
[0051]
图1d的示意图示出了任选步骤,在该任选步骤中,将另外的部件30定位在帽形部件20的帽形中空部22之内,其中此处另外的部件30可为永磁体。永磁体可借助于磁力而用于与功能头的运动接收器偶联目的,驱动轴组件1(参见图1e)可偶联到功能头。
[0052]
图1e的示意图示出了由预处理钢轴10、帽形金属部件20、永磁体30和粘合剂40形成的最终驱动轴组件1,粘合剂40填充到帽形部分20的中空部22中,并且钢轴10也插入到中空部22中。粘合剂40可为环氧化物粘合剂,特别是双组分、室温固化环氧化物粘合剂。另外的部件30不需要任何特定的预处理,因为由于金属部件10与另一部件20之间的粘合力,该另外的部件将被保持在其位置,但这不应排除该另外的部件也可以被预处理。
[0053]
图2a和图2b示出了用飞秒激光脉冲预处理的金属部件的表面的sem(扫描电子显微镜)图片。图2a示出了由具有飞秒激光脉冲的激光预处理产生的微结构,其中可以看到线性且平行的线。示出了100μm刻度。图2b示出了图2a所示的表面的一部分的100倍放大部分,在此可以看到所得激光诱导的周期性表面结构(lipss),其具有围绕使用的激光波长的尺寸(其在此已为1030nm)。示出了1μm刻度。这种lipss结构在较低的脉冲长度下(例如,在100ps或1ns下)不以相同的方式发生,这归因于在减少热影响区之前所论述的升华效应。据信这些表面结构对粘合性连接的耐久性具有影响。
[0054]
图3a是示例性个人护理装置50的图示,其被实现为具有柄部部分51和处理头52(在此被实现为可更换的刷头)的电动牙刷。在所示的示例中,处理头52包括功能头,该功能头可被驱动成相对于处理头52的外壳进行振荡旋转运动。
[0055]
图3b是图3a所示的个人护理装置50的一部分的放大部分,其中该放大部件以部分切开的打开状态示出,使得可以看到柄部部分51的驱动轴510与处理头52的运动发射器520之间的偶联。驱动轴510在操作中被驱动成线性往复运动v,该线性往复运动v经由运动发射器520传递到处理头52的功能头53,其中线性往复运动被传递到功能头53的振荡旋转中。驱动轴510是钢轴并且已经胶粘到金属帽511,如参考图1a至图1e所描述的。永磁体512设置在金属帽511中,并且粘合剂513填充金属帽511的内中空部。永磁体512与例如设置在运动发射器520的相对端处的可磁化钢元件521偶联。由所描述的方法产生的粘合性连接甚至在由于线性往复运动v而作用在金属帽上的周期性负荷下以及也在由牙膏和唾液形成的侵蚀性环境下使钢轴510和金属帽511耐久地连接。
[0056]
图4是用于不同预处理的具有相同几何形状和相同粘合剂的粘合性连接的实验确定的耐久性的比较。值以n为单位给出并且指示施加力值处平均粘合性连接断裂(示出了误差带)。如图1e所示,将包括钢轴和钢帽的最终驱动轴组件用于实验。实验中使用的粘合剂为delo dupopox cr8016,其可从delo industrie klebstoffe gmbh&co.kgaa公司,windach,germany获得。使用zwick zwickiline z2.5材料测试机(其可从zwickroell gmbh&co.kg公司,ulm,germany获得)来进行测量,其中在正常气候条件下沿拉伸方向的最大测试负荷为2.5kn。
[0057]
a1-示出了397
±
300.8n的参考力值,其对应未进行处理的金属轴和金属帽。
[0058]
a2-示出了1018.4
±
137.7n的值,其对应用纳秒激光脉冲进行处理。
[0059]
a3-示出了1593.2
±
272.9的值,其对应用飞秒激光脉冲进行处理(仅在轴上-帽被用纳秒激光脉冲进行处理)。
[0060]
a4-示出了1741.8
±
322n的值,其对应与a3进行相同处理,但增加用等离子体进行预处理,如参考图1a所解释的。
[0061]
可以看出,用飞秒激光脉冲处理轴表面(使用900fs的脉冲长度)改善的耐久性远高于用纳秒激光脉冲处理所获得的耐久性。如相对于图1a所解释的,用等离子体进行另外预处理甚至进一步改善了耐久性。
[0062]
本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1